1.本发明涉及汽车配件检测领域,尤其涉及一种汽车加工用配件定位测量检测平台。
背景技术:
2.汽车半轴套管是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管,标准standard常用牌号:yb/t5035、q/ohad001
‑
1997,常用牌号:45mn2、45、25mncr,是汽车制作不可或缺的零件之一。
3.汽车半轴套管通常设计为管状,在使用时,若汽车半轴套管的存在半径差,则会导致汽车半轴的磨损增大,容易影响到配件的使用寿命,因此在汽车半轴套使用前,需要对汽车半轴套管的半径进行检测,保证汽车半轴套管的外形更加趋近于圆柱;
4.在现有技术中,对汽车半轴套管的检测为了提升检测速度,通常只会在汽车半轴套管上选取几个位置进行半径检测,无法同时对汽车半轴套管多个方向的半径进行测量,而且不方便确定具有不同内径的汽车半轴套管的轴心,无法快速精准的测量出汽车半轴套管半径是否合格。
5.因此,有必要提供一种汽车加工用配件定位测量检测平台解决上述技术问题。
技术实现要素:
6.本发明提供一种汽车加工用配件定位测量检测平台,解决了无法同时对汽车半轴套管多个方向的半径进行测量,而且不方便确定具有不同内径的汽车半轴套管的轴心的问题。
7.为解决上述技术问题,本发明提供的汽车加工用配件定位测量检测平台包括汽车半轴管套和检测平台,所述检测平台包括底座,所述底座的顶部固定连接有竖向板,所述竖向板的一侧固定连接有轴心杆,所述轴心杆的一端开设有螺纹槽,所述螺纹槽上螺纹连接有螺纹杆;伸展装置,所述伸展装置固定于所述轴心杆的外表面,所述伸展装置包括固定轴,所述固定轴上滑动连接有活动套杆,所述活动套杆内壁的底部固定连接有张力弹簧,并且活动套杆的两侧均开设有限位滑槽,所述固定轴的两侧均固定连接有限位滑轴,所述活动套杆的底部固定连接有伸展弧板;第一导向板,所述第一导向板固定于所述伸展弧板的一侧;第二导向板,所述第二导向板固定于所述活动套杆的一侧;调节装置,所述调节装置设置于所述轴心杆上,所述调节装置包括调节槽,所述调节槽内壁的一侧固定连接有调节弹簧,所述调节弹簧内壁的一侧固定连接有活动块,所述活动块的外表面固定连接有连接轴板,所述连接轴板的一侧固定连接有推动环。
8.优选的,所述汽车半轴套管套设于所述轴心杆的外部,所述螺纹杆的一端贯穿所述竖向板且延伸至所述竖向板的外部。
9.优选的,所述竖向板的一侧均匀设置有多个等距圆环,并且竖向板的一侧均匀设置有八个读数标记。
10.优选的,所述固定轴固定于所述轴心杆的外表面,所述张力弹簧的一端和所述固定轴的底部固定连接,所述限位滑轴和所述限位滑槽滑动连接。
11.优选的,所述伸展装置共设置有四个,四个所述伸展装置均匀设置于所述轴心杆的外表面。
12.优选的,所述调节槽开设于所述螺纹槽内壁的一侧,所述活动块和所述调节槽相适配。
13.优选的,所述连接轴板的一侧贯穿所述调节槽且延伸至所述调节槽的外部,所述推动环和所述第二导向板相适配。
14.优选的,所述底座的顶部设置有对照装置,所述对照装置包括凹槽,所述凹槽的一侧开设有控制槽,所述凹槽的内部设置有对照尺,所述对照尺的一侧固定连接有控制片。
15.优选的,所述凹槽开设于所述底座的顶部,所述控制片的长度为3cm,所述控制槽的长度为2cm。
16.优选的,所述对照尺和所述凹槽相适配,并且对照尺的总长度为21cm,最小精度值为1mm。
17.与相关技术相比较,本发明提供的汽车加工用配件定位测量检测平台具有如下有益效果:
18.本发明提供一种汽车加工用配件定位测量检测平台,通过四个伸展装置同时在轴心杆上同时伸展,再通过推动环挤压第二导向弧板带动伸展弧板移动,使得四个伸展弧板从四个方向和汽车半轴套管相抵触,此时轴心杆位于汽车半轴套管的轴心处,方便从汽车半轴套管内壁的挤压汽车半轴套管,方便将汽车半轴套管快速套设在轴心杆上进行检测;
19.本发明提供一种汽车加工用配件定位测量检测平台,通过推动环挤压第二导向弧板可以对伸展弧板和轴心杆之间的距离进行调节,方便对具有不同内径汽车半轴套管进行支撑,使得将具有内径的汽车半轴套管套在轴心杆上时,轴心杆都会位于汽车半轴套管的轴心处,此时汽车半轴套管的轴心和等距圆环的圆心位于同一水平方向,方便通过读数标记和等距圆环配合使用快速对汽车半轴套管任意位置的直径进行测量估算,便于全面充分的测量汽车半轴套管的半径,剔除半径差距过大的汽车半轴套管,提升产品的合格率,提升汽车半轴套管的使用寿命。
附图说明
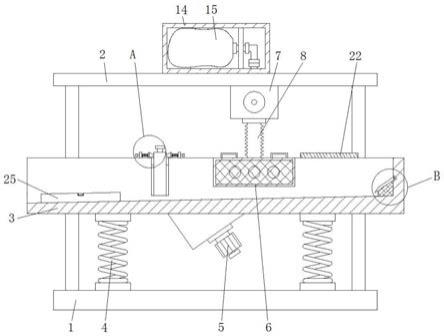
20.图1为本发明提供的汽车加工用配件定位测量检测平台的一种较佳实施例的结构示意图;
21.图2为图1所示汽车半轴套管部分的结构示意图;
22.图3为图2所示a处的放大图;
23.图4为图2所示伸展装置侧视部分的结构示意图;
24.图5为图2所示活动块侧视部分的结构示意图;
25.图6为图1所示竖向板侧视部分的结构示意图;
26.图7为图1所示底座俯视部分的结构示意图。
27.图中标号:1、汽车半轴管套,2、检测平台,21、底座,22、竖向板,23、轴心杆,24、螺纹槽,25、螺纹杆,3、伸展装置,31、固定轴,32、活动套杆,33、张力弹簧,34、限位滑槽,35、限
位滑轴,36、伸展弧板,4、第一导向板,5、第二导向板,6、调节装置,61、调节槽,62、调节弹簧,63、活动块,64、连接轴板,65、推动环,7、等距圆环,8、读数标记,9、对照装置,91、凹槽,92、控制槽,93、对照尺,94、控制片。
具体实施方式
28.下面结合附图和实施方式对本发明作进一步说明。
29.请结合参阅图1
‑
7,其中,图1为本发明提供的汽车加工用配件定位测量检测平台的一种较佳实施例的结构示意图;图2为图1所示汽车半轴套管部分的结构示意图;图3为图2所示a处的放大图;图4为图2所示伸展装置侧视部分的结构示意图;图5为图2所示活动块侧视部分的结构示意图;图6为图1所示竖向板侧视部分的结构示意图;图7为图1所示底座俯视部分的结构示意图。汽车加工用配件定位测量检测平台包括:汽车半轴管套1和检测平台2,所述检测平台2包括底座21,所述底座21的顶部固定连接有竖向板22,所述竖向板22的一侧固定连接有轴心杆23,所述轴心杆23的一端开设有螺纹槽24,所述螺纹槽24上螺纹连接有螺纹杆25;伸展装置3,所述伸展装置3固定于所述轴心杆23的外表面,所述伸展装置3包括固定轴31,所述固定轴31上滑动连接有活动套杆32,所述活动套杆32内壁的底部固定连接有张力弹簧33,并且活动套杆32的两侧均开设有限位滑槽34,所述固定轴31的两侧均固定连接有限位滑轴35,所述活动套杆32的底部固定连接有伸展弧板36;第一导向板4,所述第一导向板4固定于所述伸展弧板36的一侧;第二导向板5,所述第二导向板5固定于所述活动套杆32的一侧;调节装置6,所述调节装置6设置于所述轴心杆23上,所述调节装置6包括调节槽61,所述调节槽61内壁的一侧固定连接有调节弹簧62,所述调节弹簧62内壁的一侧固定连接有活动块63,所述活动块63的外表面固定连接有连接轴板64,所述连接轴板64的一侧固定连接有推动环65。
30.底座21为钢材制作,可以过螺栓或者其他固定件固定在共同工作台上进行使用,保证设备整体的稳固性,不会产生晃动,螺纹杆25的一端位于竖向板22外侧的部分有一个旋柄,方便手动转动旋柄带动螺纹杆25进行转动,并且在竖向板22上有槽孔方便螺纹杆25穿过。
31.张力弹簧33为收缩状态,对活动套杆32具有一个向远离轴心杆23方向的推力,活动块63受到螺纹杆25的挤压,使得调节弹簧62为收缩状态。
32.所述汽车半轴套管1套设于所述轴心杆23的外部,所述螺纹杆25的一端贯穿所述竖向板22且延伸至所述竖向板22的外部。
33.轴心杆23位于汽车半轴套管1的内部。
34.所述竖向板22的一侧均匀设置有多个等距圆环7,并且竖向板22的一侧均匀设置有八个读数标记8。
35.等距圆环7和读数标记8均采用油墨印刷在竖向板22的一侧,多个等距圆环7均是以轴心杆23为圆形展开的具有不同直径的圆环,而读数标记8则为测算的标记尺外形,最小精度值为0.5mm。
36.所述固定轴31固定于所述轴心杆23的外表面,所述张力弹簧33的一端和所述固定轴31的底部固定连接,所述限位滑轴35和所述限位滑槽34滑动连接。
37.通过限位滑轴35在限位滑槽34上的滑动可以保证活动套杆32无法脱离固定轴31。
38.所述伸展装置3共设置有四个,四个所述伸展装置3均匀设置于所述轴心杆23的外表面。
39.四个伸展装置3的尺寸一致,均匀分布在轴心杆23的四周。
40.所述调节槽61开设于所述螺纹槽24内壁的一侧,所述活动块63和所述调节槽61相适配。
41.活动块63为柱形,且活动块63的外表面和调节槽61的内壁贴合,使得活动块63只能在轴心杆23内部水平运动。
42.所述连接轴板64的一侧贯穿所述调节槽61且延伸至所述调节槽61的外部,所述推动环65和所述第二导向板5相适配。
43.推动环65套设在轴心杆23的外侧,并且推动环65通过连接轴连接在连接轴板64上。
44.所述底座21的顶部设置有对照装置9,所述对照装置9包括凹槽91,所述凹槽91的一侧开设有控制槽92,所述凹槽91的内部设置有对照尺93,所述对照尺93的一侧固定连接有控制片94。
45.对照尺93采用塑料材质,具有轻便耐腐蚀的能力。
46.所述凹槽91开设于所述底座21的顶部,所述控制片94的长度为3cm,所述控制槽92的长度为2cm。
47.控制片94的一端超出底座21的长度为1cm,方便通过控制片94凸出的部分手动向上抬起控制片94。
48.所述对照尺93和所述凹槽91相适配,并且对照尺93的总长度为21cm,最小精度值为1mm。
49.当需要使用对照尺93读出汽车半轴套管1的长度时,直接采用俯视的视角进行读数,也可以通过手动上台控制片94,控制片94带动对照尺93上升,将对照尺93从凹槽91内部取出,将对照尺靠近汽车半轴套管1进行使用,以便于测量汽车半轴套管不同位置的长度数据。
50.本发明提供的汽车加工用配件定位测量检测平台的工作原理如下:
51.当需要对汽车半轴套管1的直径进行测量时,首先将汽车半轴套管1套在轴心杆23上,由于第一导向板4倾斜设置,汽车半轴套管1会挤压第一导向板4,第一导向板4带动活动套杆32和伸展弧板36向靠近轴心杆23的方向移动,使得汽车半轴套管1同样会套设在伸展弧板36的外侧;
52.然后手动顺时针转动螺纹杆25,螺纹杆25向轴心杆23的内部移动,使得螺纹杆25的一端挤压活动块63,活动块63通过连接轴板64带动推动环65同步移动,由于第二导向板5倾斜设置,此时推动环65靠近第二导向板5时会挤压第二导向板5,使得第二导向板5向远离轴心杆23的方向移动,第二导向板5移动过程中会带动活动套杆32移动,活动套杆32带动伸展弧板36向远离轴心杆23的方向移动,使得位于轴心杆23外表面的四个伸展弧板36均抵触在汽车半轴套管1的内壁,使得轴心杆23的外表面到汽车半轴套管1的距离相等,轴心杆23位于汽车半轴套管1的轴心上,此时即可通过印刷在竖向板22上读数标记8进行读数,测量出汽车半轴套管1的半径,且通过等距圆环7进行对照,测算等距圆环7和汽车半轴套管1外侧的距离,保证汽车半轴套管1的半径一致,排除半径不一致的汽车半轴套管1,对汽车半轴
套管1各个方向的半径是否一致进行检测,保证产品的合格率;
53.完成检测后,手动逆时针转动螺纹杆25,使得螺纹杆25相远离活动块63的方向移动,然后调节弹簧62会伸展并推动活动块63,活动块63带动连接轴板64带动推动环65移动,使得推动环65和第二导向板5分离,此时即可向远离竖向板22的方向拉动汽车半轴套管1将汽车半轴套管1取下,此时即可进行下一个汽车半轴套管1的测量。
54.与相关技术相比较,本发明提供的汽车加工用配件定位测量检测平台具有如下有益效果:
55.通过四个伸展装置3同时在轴心杆23上同时伸展,再通过推动环65挤压第二导向弧板5带动伸展弧板36移动,使得四个伸展弧板36从四个方向和汽车半轴套管1相抵触,此时轴心杆23位于汽车半轴套管1的轴心处,方便从汽车半轴套管1内壁的挤压汽车半轴套管1,方便将汽车半轴套管1快速套设在轴心杆23上进行检测;
56.通过推动环65挤压第二导向弧板5可以对伸展弧板36和轴心杆23之间的距离进行调节,方便对具有不同内径汽车半轴套管1进行支撑,使得将具有内径的汽车半轴套管1套在轴心杆23上时,轴心杆23都会位于汽车半轴套管1的轴心处,此时汽车半轴套管1的轴心和等距圆环7的圆心位于同一水平方向,方便通过读数标记8和等距圆环7配合使用快速对汽车半轴套管1任意位置的直径进行测量估算,便于全面充分的测量汽车半轴套管1的半径,剔除半径差距过大的汽车半轴套管1,提升产品的合格率,提升汽车半轴套管1的使用寿命。
57.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。