1.本发明涉及一种地毯,尤其涉及一种高隔音复合地毯及其制备方法。
背景技术:
2.目前,地毯已被越来越多地应用到家居装饰中,它不但美观保温,还具有吸音降噪、防滑防尘等功效。但是,随着生活节奏的加快和各种压力的增大,越来越多的现代人出现了焦虑和睡眠问题,人们对居住及办公环境的安静舒适度要求越来越高。
3.办公室是工作的地方,地面很少有油,有水,因此对防滑的要求没那么苛刻,主要是减少打滑,减少地毯与地面打滑造成的滑动,使工作人员摔倒造成伤害。但是办公室经常有各种噪音,噪声是指发声体做无规则振动时发出的声音。声音由物体的振动产生,以波的形式在一定的介质(如固体、液体、气体)中进行传播。通常所说的噪声污染是指人为造成的。从生理学观点来看,凡是干扰人们休息、学习和工作以及对你所要听的声音产生干扰的声音,即不需要的声音,统称为噪声。当噪声对人及周围环境造成不良影响时,就形成噪声污染。产业革命以来,各种机械设备的创造和使用,给人类带来了繁荣和进步,但同时也产生了越来越多而且越来越强的噪声。噪声不但会对听力造成损伤,还能诱发多种致癌致命的疾病,也对人们的生活工作有所干扰。
4.因此,为强化现有地毯产品的隔音降噪功能,满足人们对高品质生活的需求,本发明提供一种高隔音复合地毯及其制备方法来解决上述问题。
技术实现要素:
5.本发明目的是针对现有技术存在的缺陷提供一种高隔音复合地毯及其制备方法,本发明的地毯不仅吸音降噪并且美观环保。
6.本发明为实现上述目的,采用如下技术方案:
7.一种高隔音复合地毯,所述高隔音复合地毯自上而下依次设有装饰面层、弹力层、底基布,所述底基布下方复合有隔音层,所述弹力层包括弹性体和填充物;所述隔音层的隔音材料由以下重量份的组分制备而成:环氧树脂40
‑
50份、橡胶30
‑
40份、无机微孔填料10
‑
15份、低密度聚乙烯20
‑
35份、聚丙烯20
‑
35份、降粘剂2
‑
3份,稳定剂1
‑
2份。
8.优选的,所述无机微孔填料为硅藻土、粉煤灰、陶瓷粉、玻璃空心微珠中的至少一种。
9.优选的,所述橡胶为三元乙丙橡胶、二元乙丙橡胶、乙烯辛烯橡胶、乙烯丁烯橡胶、乙烯丙烯橡胶中的一种。
10.优选的,所述装饰面层(1)为pet面料。
11.优选的,所述弹性体(21)为聚苯乙烯弹性体;所述弹性体均匀分布并同时与所述装饰面层(1)下表面和所述底基布(3)上表面粘合;所述填充物(22)为泡棉,填充在弹性体的四周间隙中。
12.优选的,所述隔音材料按照以下步骤制备:
13.(1)原料按比例混配:将环氧树脂、橡胶、低密度聚乙烯、聚丙烯、稳定剂放入搅拌机混合均匀后,再加入无机微孔填料和降粘剂继续混合直至温度达到100
‑
120℃,出料;
14.(2)熔融密炼:将混合物加入密炼机中,升温至180~200℃,转子转速为50~100r/min,电动机转速控制在600~800r/min的控制条件下共混密炼30min,即得粗复合物;
15.(3)挤出造粒:将粗复合物加入双螺杆挤出机,挤出造粒,在200~250℃下,将粗复合物切割成不同粒径的颗粒,从而制得隔音材料颗粒;
16.(4)挤出压延:将上一步骤得到的粒料加入单螺杆挤出机熔融塑化后喂料到三辊压延机中压延成型。
17.本发明还提供一种高隔音复合地毯的制备方法,包括如下步骤:
18.a.底基布与隔音层的复合采用热熔胶粘合;
19.b.依次将弹力层、装饰面层通过复合设备复合在底基布上。
20.与现有技术相比,本发明的有益效果为:
21.1.本发明设置了弹力层,在弹力层中填充了弹性体和泡棉,有效提高了地毯的弹性度,使得地毯柔软舒适;弹性体和泡棉的填充还使得地毯具备抗冲击性,从而可承受物体冲击并隔绝由此产生的噪音。
22.2.本发明的吸音材料中引入无机微孔填料,无机微孔填料非常容易分散于树脂等有机材料中,起到减轻产品质量、降低成本的效果,同时可消除产品内应力,确保尺寸稳定性,赋予材料隔音、隔热、绝缘等性能。
23.3.本发明产品无毒无味,绿色环保并且可循环回收利用。
附图说明
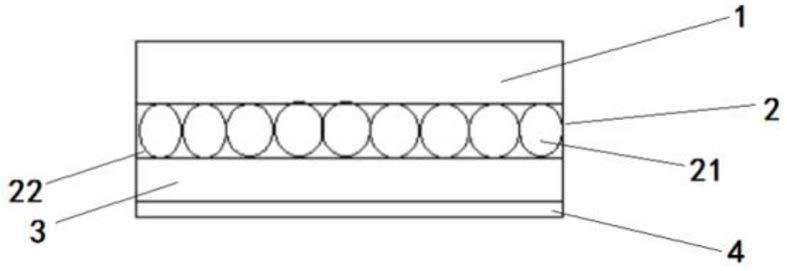
24.图1为本发明高隔音复合地毯的结构示意图。
25.图中,1
‑
装饰面层,2
‑
弹力层,3
‑
底基布,4
‑
隔音层,21
‑
弹性体,22
‑
填充物。
具体实施方式
26.下面将结合附图与实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.下述实施例中所述试验方法或测试方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均从常规商业途径获得,或以常规方法制备。
28.实施例1
29.如图1所示,本发明提供了一种高隔音复合地毯,所述高隔音复合地毯自上而下依次设有装饰面层1、弹力层2、底基布3,所述底基布3下方复合有隔音层4,所述弹力层2包括弹性体21和填充物22;所述隔音层4的隔音材料由以下重量份的组分制备而成:环氧树脂40
‑
50份、橡胶30
‑
40份、无机微孔填料10
‑
15份、低密度聚乙烯20
‑
35份、聚丙烯20
‑
35份、降粘剂2
‑
3份,稳定剂1
‑
2份;所述隔音材料按照以下步骤制备:
30.(1)原料按比例混配:将环氧树脂、橡胶、低密度聚乙烯、聚丙烯、稳定剂放入搅拌机混合均匀后,再加入无机微孔填料和降粘剂继续混合直至温度达到100
‑
120℃,出料;
31.(2)熔融密炼:将混合物加入密炼机中,升温至180~200℃,转子转速为50~100r/min,电动机转速控制在600~800r/min的控制条件下共混密炼30min,即得粗复合物;
32.(3)挤出造粒:将粗复合物加入双螺杆挤出机,挤出造粒,在200~250℃下,将粗复合物切割成不同粒径的颗粒,从而制得隔音材料颗粒;
33.(4)挤出压延:将上一步骤得到的粒料加入单螺杆挤出机熔融塑化后喂料到三辊压延机中压延成型。
34.其中,所述无机微孔填料为硅藻土、粉煤灰、陶瓷粉、玻璃空心微珠中的至少一种。
35.所述橡胶为三元乙丙橡胶、二元乙丙橡胶、乙烯辛烯橡胶、乙烯丁烯橡胶、乙烯丙烯橡胶中的一种。
36.所述装饰面层1为pet面料,所述弹性体21为聚苯乙烯弹性体;所述弹性体均匀分布并同时与所述装饰面层1下表面和所述底基布3上表面粘合;所述填充物22为泡棉,填充在弹性体的四周间隙中。
37.本发明的地毯制备方法如下:
38.a.底基布与隔音层的复合采用热熔胶粘合;
39.b.依次将弹力层、装饰面层通过复合设备复合在底基布上。
40.实施例2
41.本实施例提供了一种高隔音复合地毯,所述高隔音复合地毯自上而下依次设有装饰面层1、弹力层2、底基布3,所述底基布3下方复合有隔音层4,所述弹力层2包括弹性体21和填充物22;所述隔音层4的隔音材料由以下重量份的组分制备而成:环氧树脂40份、橡胶30份、无机微孔填料10份、低密度聚乙烯20份、聚丙烯20份、降粘剂2份,稳定剂1份;所述隔音材料按照以下步骤制备:
42.(1)原料按比例混配:将环氧树脂、橡胶、低密度聚乙烯、聚丙烯、稳定剂放入搅拌机混合均匀后,再加入无机微孔填料和降粘剂继续混合直至温度达到100℃,出料;
43.(2)熔融密炼:将混合物加入密炼机中,升温至180℃,转子转速为50r/min,电动机转速控制在600r/min的控制条件下共混密炼30min,即得粗复合物;
44.(3)挤出造粒:将粗复合物加入双螺杆挤出机,挤出造粒,在200℃下,将粗复合物切割成不同粒径的颗粒,从而制得隔音材料颗粒;
45.(4)挤出压延:将上一步骤得到的粒料加入单螺杆挤出机熔融塑化后喂料到三辊压延机中压延成型。
46.其中,所述无机微孔填料为硅藻土、粉煤灰、陶瓷粉、玻璃空心微珠中的至少一种。
47.所述橡胶为三元乙丙橡胶、二元乙丙橡胶、乙烯辛烯橡胶、乙烯丁烯橡胶、乙烯丙烯橡胶中的一种。
48.所述装饰面层1为pet面料,所述弹性体21为聚苯乙烯弹性体;所述弹性体均匀分布并同时与所述装饰面层1下表面和所述底基布3上表面粘合;所述填充物22为泡棉,填充在弹性体的四周间隙中。
49.本发明的地毯制备方法如下:
50.a.底基布与隔音层的复合采用热熔胶粘合;
51.b.依次将弹力层、装饰面层通过复合设备复合在底基布上。
52.实施例3
53.本发明提供了一种高隔音复合地毯,所述高隔音复合地毯自上而下依次设有装饰面层1、弹力层2、底基布3,所述底基布3下方复合有隔音层4,所述弹力层2包括弹性体21和填充物22;所述隔音层4的隔音材料由以下重量份的组分制备而成:环氧树脂50份、橡胶40份、无机微孔填料15份、低密度聚乙烯35份、聚丙烯35份、降粘剂3份,稳定剂2份;所述隔音材料按照以下步骤制备:
54.(1)原料按比例混配:将环氧树脂、橡胶、低密度聚乙烯、聚丙烯、稳定剂放入搅拌机混合均匀后,再加入无机微孔填料和降粘剂继续混合直至温度达到100
‑
120℃,出料;
55.(2)熔融密炼:将混合物加入密炼机中,升温至200℃,转子转速为100r/min,电动机转速控制在800r/min的控制条件下共混密炼30min,即得粗复合物;
56.(3)挤出造粒:将粗复合物加入双螺杆挤出机,挤出造粒,在250℃下,将粗复合物切割成不同粒径的颗粒,从而制得隔音材料颗粒;
57.(4)挤出压延:将上一步骤得到的粒料加入单螺杆挤出机熔融塑化后喂料到三辊压延机中压延成型。
58.其中,所述无机微孔填料为硅藻土、粉煤灰、陶瓷粉、玻璃空心微珠中的至少一种。
59.所述橡胶为三元乙丙橡胶、二元乙丙橡胶、乙烯辛烯橡胶、乙烯丁烯橡胶、乙烯丙烯橡胶中的一种。
60.所述装饰面层1为pet面料,所述弹性体21为聚苯乙烯弹性体;所述弹性体均匀分布并同时与所述装饰面层1下表面和所述底基布3上表面粘合;所述填充物22为泡棉,填充在弹性体的四周间隙中。
61.本发明的地毯制备方法如下:
62.a.底基布与隔音层的复合采用热熔胶粘合;
63.b.依次将弹力层、装饰面层通过复合设备复合在底基布上。
64.实施例4
65.本发明提供了一种高隔音复合地毯,所述高隔音复合地毯自上而下依次设有装饰面层1、弹力层2、底基布3,所述底基布3下方复合有隔音层4,所述弹力层2包括弹性体21和填充物22;所述隔音层4的隔音材料由以下重量份的组分制备而成:环氧树脂45份、橡胶35份、无机微孔填料12份、低密度聚乙烯30份、聚丙烯30份、降粘剂2.5份,稳定剂1.5份;所述隔音材料按照以下步骤制备:
66.(1)原料按比例混配:将环氧树脂、橡胶、低密度聚乙烯、聚丙烯、稳定剂放入搅拌机混合均匀后,再加入无机微孔填料和降粘剂继续混合直至温度达到110℃,出料;
67.(2)熔融密炼:将混合物加入密炼机中,升温至190℃,转子转速为80r/min,电动机转速控制在750r/min的控制条件下共混密炼30min,即得粗复合物;
68.(3)挤出造粒:将粗复合物加入双螺杆挤出机,挤出造粒,在220℃下,将粗复合物切割成不同粒径的颗粒,从而制得隔音材料颗粒;
69.(4)挤出压延:将上一步骤得到的粒料加入单螺杆挤出机熔融塑化后喂料到三辊压延机中压延成型。
70.其中,所述无机微孔填料为硅藻土、粉煤灰、陶瓷粉、玻璃空心微珠中的至少一种。
71.所述橡胶为三元乙丙橡胶、二元乙丙橡胶、乙烯辛烯橡胶、乙烯丁烯橡胶、乙烯丙烯橡胶中的一种。
72.所述装饰面层1为pet面料,所述弹性体21为聚苯乙烯弹性体;所述弹性体均匀分布并同时与所述装饰面层1下表面和所述底基布3上表面粘合;所述填充物22为泡棉,填充在弹性体的四周间隙中。
73.本发明的地毯制备方法如下:
74.a.底基布与隔音层的复合采用热熔胶粘合;
75.b.依次将弹力层、装饰面层通过复合设备复合在底基布上。
76.本发明在弹力层中填充了弹性体和泡棉,有效提高了地毯的弹性度,使得地毯柔软舒适;弹性体和泡棉的填充还使得地毯具备抗冲击性,从而可承受物体冲击并隔绝由此产生的噪音。本发明的吸音材料中引入无机微孔填料,无机微孔填料非常容易分散于树脂等有机材料中,起到减轻产品质量、降低成本的效果,同时可消除产品内应力,确保尺寸稳定性,赋予材料隔音、隔热、绝缘等性能。本发明产品具备隔音降噪功能,可以满足人们对高品质生活的需求。
77.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。