技术特征:
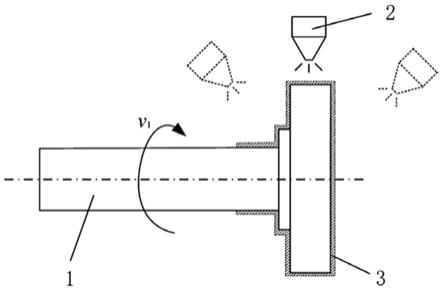
1.一种超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,包括如下步骤:步骤一:先机械加工方式制出砂轮基体,砂轮基体圆跳动为0.01~0.05mm;加工完成后,并对砂轮基体进行超声去油清洗及干燥处理;步骤二:将砂轮基体固定在旋转轴上,旋转速度v1为20~30r/min;对旋转的砂轮基体进行绝缘层的均匀涂覆;完成绝缘层均匀涂覆后的砂轮基体,置于80~120℃的环境下,进行1~1.5h烘干处理;步骤三:完成步骤二后,接着对砂轮基体激光盲孔加工,具体是:设定砂轮基体旋转速度和激光器移动速度,激光对砂轮基体的绝缘层进行相同或者不同几何形状,以及相同或者不同排布方式的去除加工;激光加工完成之后,对砂轮基体进行超声清洗,随后放置电镀溶液里面进行超细磨粒电镀,电镀液里的磨粒为cbn或金刚石;电镀过程中,在砂轮基体外圆周面被去除绝缘层的部位,形成相同或者不同几何形状,以及相同或者不同排布方式的超细磨粒簇的有序排布;直至完成砂轮磨粒电镀。2.根据权利要求1所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤三中,砂轮基体激光盲孔加工中,激光加工盲孔的深度为去除绝缘层直至砂轮基体表面下方1~2um。3.根据权利要求2所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤三激光盲孔加工中,磨粒簇排布角度在60~70
°
,间距为磨粒簇直径的2~3倍。4.根据权利要求3所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤三激光盲孔加工中,盲孔的形状为三角形、矩形、多边形或者圆形。5.根据权利要求4所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤二绝缘层涂覆层数为3~4层,涂覆层总厚度为5um~10um。6.根据权利要求3所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,所述超细磨粒簇有序排布的电镀砂轮制备方法,还包括一个电镀砂轮修整步骤:砂轮磨粒电镀完成后,对电镀砂轮表面磨粒簇进行两道修整工序;第一道修整工序为粗修整,降低电镀砂轮的圆跳动,使电镀砂轮磨粒簇的出刃高度的一致性达到80%;然后进行第二道修整工序为精修整,使电镀砂轮磨粒簇的出刃高度一致性达到90%以上。7.根据权利要求6所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,所述修整工序中,采用修整轮实现;粗修整中使用的修整轮表面磨粒的粒度为15~30um,精修整轮表面磨粒的粒度为2.5~15um;修整过程中,修整轮的外圆周面与电镀砂轮的外圆周面相切,并彼此反向转动;电镀砂轮和修整轮的转速v4和v5为300~3000r/min。8.根据权利要求7所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤三激光盲孔加工中,激光加工参数为:激光波长为532~1064nm,脉宽为50~100ns,焦斑直径为10~50um,脉冲重复频率为50~100khz,单脉冲能量为1~3mj。9.根据权利要求8所述超细磨粒簇有序排布的电镀砂轮制备方法,其特征在于,步骤一所述砂轮基体材料为合金钢;所述砂轮基体直径为30~100mm,厚度为3~50mm,磨粒最大尺
寸为40um。10.一种超细磨粒簇有序排布的电镀砂轮,其特征在于,由权利要求1
‑
9中任一项所述制备方法获得。
技术总结
本发明公开了一种超细磨粒簇有序排布的电镀砂轮及其制备方法;先机械加工方式制出砂轮基体;对砂轮基体进行超声清洗干燥处理;对旋转的砂轮基体进行绝缘层涂覆;对砂轮基体激光盲孔加工,激光对砂轮基体的绝缘层进行相同或者不同几何形状,以及相同或者不同排布方式的绝缘层去除加工;激光加工完成之后,对砂轮基体进行超声清洗,随后放置电镀溶液里面进行超细磨粒电镀,电镀液里的磨粒为CBN或金刚石;在电镀过程中,砂轮基体外圆周面被去除绝缘层的部位,形成相同或者不同几何形状,以及相同或者不同排布方式的超细磨粒簇的有序排布。本发明有利于增加容屑空间,有效减轻磨削过程中的震动,确保砂轮磨粒分布密度,提高砂轮磨削质量。质量。质量。
技术研发人员:冯俊元 岳帅朋 万珍平 唐鹏 卜颖滨
受保护的技术使用者:华南理工大学
技术研发日:2021.03.22
技术公布日:2021/12/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。