1.本发明属于石墨烯复合材料加工制备技术领域,具体涉及一种石墨烯塑胶复合导热材料、制备工艺及其制品。
背景技术:
2.在现有采用石墨烯改善导热性能的塑胶材料中,尤其是在电子产品、电器设备等对导热性能和机械性能要求都比较高的应用领域,一般在导热性能、机械性能和生产成本三大指标上均存在至少一个短板,换而言之,现有技术中还没有任何一种塑胶复合材料可以完美的替代金属制品、完全达到工业化应用的技术标准。
技术实现要素:
3.有鉴于此,本发明提供了一种新型石墨烯塑胶复合导热材料、制备工艺及其制品,以解决现有技术中存在的技术问题。
4.本发明为解决其技术问题而提供的石墨烯塑胶复合导热材料为:
5.一种石墨烯塑胶复合导热材料,其包括按质量计的如下组分:塑胶料30-40%;石墨烯8%-12%;陶瓷粉40%-46%;阻燃剂2-6%;纤维材料3-7%;助剂0.5-3.5%。
6.优选地,石墨烯塑胶复合导热材料包括按质量计的如下组分:塑胶料35%;石墨烯8%-12%;陶瓷粉40%-46%;阻燃剂4%;纤维材料5%;助剂2%。
7.优选地,石墨烯塑胶复合导热材料包括按质量计的如下组分:塑胶料35%;石墨烯10%;陶瓷粉44%;阻燃剂4%;纤维材料5%;助剂2%。
8.优选地,塑胶料为pa6或pa66。
9.优选地,助剂包括分散剂和抗氧剂;分散剂为脂肪酸类分散剂和/或石蜡类分散剂,脂肪酸类分散剂为乙撑基双硬脂酰胺、硬脂酸单甘油田脂中的至少一种;抗氧剂为芳香肢类抗氧剂和/或受阻酚类抗氧剂,芳香胺类抗氧剂为二苯胺、对苯二胺中的至少一种,受阻酚类抗氧剂为2,6-三级丁基-4-甲基苯酚、季戊四醇脂中的一种或几种。
10.优选地,阻燃剂为有机阻燃剂和/或无机阻燃剂,有机阻燃剂为溴系阻燃剂、磷氮系阻燃剂、氮系阻燃剂中的至少一种,无机阻燃剂为三氧化二锑、氢氧化镁、氢氧化铝、红磷中的至少一种。
11.优选地,石墨烯为单层石墨烯或层数为2-100的多层石墨烯。
12.优选地,纤维材料为碳纤材料或玻纤材料。
13.本发明为解决其技术问题而提供的石墨烯塑胶复合导热材料制备工艺为:
14.一种石墨烯塑胶复合导热材料制备工艺,其包括:
15.混料步骤,按照前述任一技术方案记载的石墨烯塑胶复合导热材料的配比,称取并混匀塑胶料、石墨烯、陶瓷粉、阻燃剂和助剂;
16.成型步骤,将混料步骤中制备的混合物料给入双螺杆挤出机的第一段筒体,同时按照前述任一技术方案记载的石墨烯塑胶复合导热材料的配比,称取一定量的纤维材料并
将纤维材料加入双螺杆挤出机的最后一段筒体,通过双螺杆挤出机挤出成型即可制得石墨烯塑胶复合导热材料。
17.本发明为解决其技术问题而提供的石墨烯塑胶复合导热材料制品为:
18.一种石墨烯塑胶复合导热材料制品,包括制品结构体,其特征在于:制品结构体采用前述任一技术方案记载的石墨烯塑胶复合导热材料制作而成。
19.优选地,制品结构体的导热系数≥4.0w/m.k,埋设螺母拉力测试的拉力耐受值不低于13.5kgf/cm2,埋设螺母扭力测试的扭力耐受值不低于4.2kgf/cm2。
20.有益的技术效果:
21.本技术提供的石墨烯塑胶复合导热材料、制备工艺及其制品,加入8%-12%的石墨烯改善塑胶材料的导热性能,加入3-7%的纤维材料改善塑胶材料的机械性能,加入40%-46%的陶瓷粉作为结晶助剂和石墨烯载体,一方面陶瓷粉可以在高分子聚合物塑胶料和纤维材料的熔体分子间形成分布均匀的结晶核以改善熔体的结晶品质,另一方面陶瓷粉中的氧化物还可以通过掺杂和复合作用增大石墨烯片层或石墨烯单体之间的层间间距,防止石墨烯在结晶过程中出现团聚,形成石墨烯的载体,从而既可以在材料中形成稳定均匀的三维导热网络,有效改善材料的导热性能,又保证了制品的机械性能,优化了生产成本,具有显著的技术进步意义。
22.以下结合说明书附图和具体实施方式,对本技术的技术方案和技术效果进行详细介绍。
附图说明
23.图1:埋设螺母实体样品图;
24.图2:埋设螺母拉力耐受值现场测试图;
25.图3:埋设螺母扭力耐受值现场测试图。
具体实施方式
26.优选实施例一
27.本实施例中公开的石墨烯塑胶复合导热材料包括按质量计的如下组分:塑胶料35%;石墨烯10%;陶瓷粉44%;阻燃剂4%;纤维材料5%;助剂2%。其中塑胶料为pa6,石墨烯为层数2-10的石墨烯,阻燃剂为溴系阻燃剂,纤维材料为碳纤维,助剂中的分散剂为乙撑基双硬脂酰胺,助剂中的抗氧剂为对苯二胺,分散剂和抗氧剂的比例为质量份数比为1:1。
28.制备工艺包括混料步骤和成型步骤。
29.混料步骤,按照石墨烯塑胶复合导热材料的配比,称取并混匀塑胶料、石墨烯、陶瓷粉、阻燃剂和助剂;采用高速混料机搅拌8-10分钟完成混料;
30.成型步骤,将混料步骤中制备的混合物料给入双螺杆挤出机的第一段筒体,同时按照前述石墨烯塑胶复合导热材料的配比,称取一定量的纤维材料并将纤维材料加入双螺杆挤出机的最后一段筒体,通过双螺杆挤出机挤出成型即可制得石墨烯塑胶复合导热材料。双螺杆挤出机的转速为1150r/min,双螺杆挤出机的各区温度为:
31.一区温度为230-240℃,二区温度为235-255℃,三区温度为235-255℃,四区温度为235-255℃,五区温度为230-250℃,六区温度为220-250℃,七区温度为230-250℃,八区
温度为235-255℃,九区温度为240-255℃,机头温度为230-240℃。
32.优选实施例二
33.本实施例中公开的石墨烯塑胶复合导热材料包括按质量计的如下组分:塑胶料40%;石墨烯8%;陶瓷粉40%;阻燃剂4%;纤维材料6%;助剂2%。其中塑胶料为pa66,石墨烯为层数2-10的石墨烯,阻燃剂为溴系磷氮系阻燃剂,纤维材料为玻璃纤维,助剂中的分散剂为乙撑基双硬脂酰胺,助剂中的抗氧剂为对苯二胺,分散剂和抗氧剂的比例为质量份数比为1:1。
34.制备工艺与优选实施例一相同,本领域的技术人员可以参照实施。
35.优选实施例三
36.本实施例中公开的石墨烯塑胶复合导热材料包括按质量计的如下组分:塑胶料35.5%;石墨烯12%;陶瓷粉46%;阻燃剂3%;纤维材料3%;助剂0.5%。其中塑胶料为pa66,石墨烯为层数2-10的石墨烯,阻燃剂为溴系磷氮系阻燃剂,纤维材料为玻璃纤维,助剂中的分散剂为乙撑基双硬脂酰胺,助剂中的抗氧剂为对苯二胺,分散剂和抗氧剂的比例为质量份数比为1:1。
37.制备工艺与优选实施例一相同,本领域的技术人员可以参照实施。
38.技术指标评测
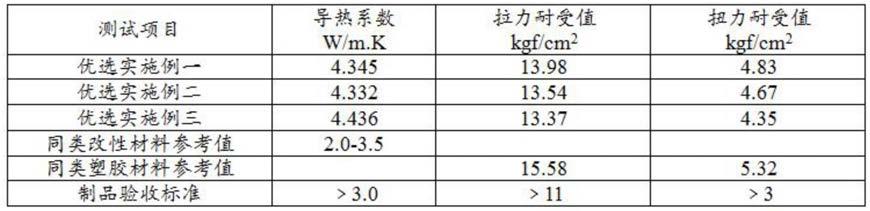
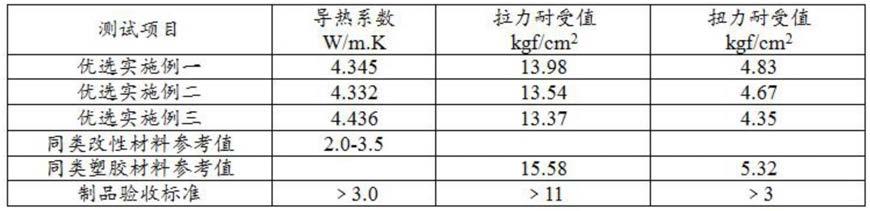
39.1、采用hot disk导热系数仪测试三组样品的导热系数;
40.2、采用自动推拉力计测试三组样品的拉力耐受值;测试程序:对m2埋设铜螺母进行拉力测试至能承受的最大拉力;测试标准:埋设螺母未拉起、松脱、松动、滑牙和断裂。
41.3、采用电动扭力批和扭力纠正仪测试三组样品的扭力耐受值;测试程序:对m2埋设铜螺母进行扭力测试至能承受的最大扭力;测试标准:埋设螺母无松动脱落、周围无破裂。
42.4、测试结果
[0043][0044]
5、读表可知,三组样品的平均导热系数为4.371w/m.k,埋设螺母平均拉力耐受值为13.63kgf/cm2,埋设螺母平均扭力耐受值为4.62kgf/cm2。平均导热系数超过同类石墨烯改性产品,平均拉力耐受值和平均扭力耐受值接近同种塑料的平均参考值,均超过客户的制品验收标准。
[0045]
因而,本技术提供的石墨烯塑胶复合导热材料及其制品,通过在高分子聚合物塑胶料和纤维材料的熔体分子间形成结晶核,改善了熔体的结晶品质,通过陶瓷粉金属氧化物的掺杂和复合作用,增大了石墨烯片层或石墨烯单体之间的层间间距,形成了稳定均匀的三维导热网络,既改善了材料的导热性能,又保证了制品的机械性能,优化了生产成本,具有显著的技术进步意义。
[0046]
以上结合说明书附图和具体实施例对本发明的技术方案和技术效果进行了详细
阐述,应该说明的是,说明书中公开的具体实施方式仅是本发明较佳的实施例而已,所述领域的技术人员还可以在此基础上开发出其他的实施例;任何不脱离本发明创新理念的简单变形和等同替换均涵盖于本发明,属于本专利的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。