1.本发明属于深腔薄壁金属构件的成形制造领域,具体涉及极小圆角半径深腔薄壁金属构件的成形方法。
背景技术:
2.薄壁金属构件是航空、航天、汽车、高铁等领域非常重要的一类构件,通常要承受复杂的力、热载荷作用,对其尺寸精度和尺寸稳定性提出很高要求。同时,为了与其他相邻构件实现合理可靠的装配,薄壁金属构件一般被设计成具有深腔、异形截面、局部小圆角的结构形式。随着航空航天、汽车等高端装备对结构轻量化、高可靠性、长寿命等指标的要求越来越高,薄壁金属构件的结构形状越来越复杂、尺寸精度要求越来越高,对传统的成形制造技术提出了新的挑战。例如,在新能源汽车中,锂电池的方盒形铝合金外壳是非常重要且用量很大的构件,其截面形状以方形或长方形为主,深度达到100~300mm,过渡圆角半径可达3~10mm,是典型的带有极小圆角半径的深腔薄壁金属构件。又如,在高端电子产品中,也常采用方盒形铝合金、镁合金或不锈钢外壳来安装固定内部的电子元器件和芯片等,其种类繁多、要求各异。这种具有极小圆角半径的深腔薄壁金属构件的设计目的,主要是为了在多个相同构件紧密排列组合使用时尽量减小相邻构件之间的间隙、增强组装结构的整体刚度、提高各独立构件内部的有效空腔容积。目前,这种金属外壳已成为新能源汽车、高档电子产品行业中最为重要的一类产品,此类产品的成形制造及大批量生产代表了先进制造行业的最高水平。
3.目前,主要采用多道次刚性模具拉深技术制造上述带有极小圆角半径的深腔薄壁金属构件。该技术利用多套刚性冲头和拉深凹模(级进模)对平面金属板坯进行多道次拉深成形,后一拉深道次以前一拉深道次制备出的半成品为坯料,每一道次只使坯料发生一定程度的变形,在相邻拉深道次之间一般还要对坯料进行必要的退火等热处理。对于室温下成形性能较差的铝合金板材,通常需要6~8道次的拉深成形才可以获得最终的深腔薄壁金属构件。如果模具的结构设计、各拉深道次变形量间的匹配、中间退火热处理当中任何一方面存在问题,都会直接导致构件的成形失败。例如,在成形异形截面构件时,因刚性模具和坯料几何形状不对称、坯料受力不均匀不合理,导致原始坯料上各区域变形不均匀不合理,常见的成形缺陷或质量问题有:(1)壁厚分布不均匀,主要是指侧壁靠近底部圆角区因伸长变形而出现局部减薄甚至开裂;(2)局部起皱,主要是在侧壁靠近法兰区的过渡区域因材料流动不均匀、相互推挤而起皱;(3)尺寸稳定性差贴模度差,主要指侧壁和底面因材料变形不充分、回弹严重贴模后容易变形;(4)所能达到的局部圆角尺寸有限,主要是指当侧壁之间、侧壁与底面过渡区域圆角尺寸过小时容易出现起皱现象,无法成形出合格的零件。在实践中,当构件上存在极小圆角半径即侧壁圆角半径和底部圆角半径小于5.0倍原始板坯壁厚时,上述的成形缺陷或质量问题将表现得更为严重,采用现有的刚性模具多道次拉深已无法获得满足要求的带有极小圆角半径的深腔薄壁金属构件。此外,刚性模具多道次拉深技术除工序复杂、生产效率低外,该工艺对模具加工精度和原始金属板坯的性能稳定性要
求很高,对所采用的设备要求也很高,必须使用位移/力载荷控制精度高、稳定性好、速度快的高档伺服冲压机,因而设备和模具极其昂贵。正因如此,采用多道次刚性模拉深成形深腔薄壁构件的技术并不成熟,这就大大限制了此类构件在新能源汽车、高档电子产品中的广泛应用。发明专利(专利号:cn201610689208.8)提出一种针对薄壁零件小圆角特征的胀压复合成形方法,该方法通过充液拉深与胀压复合成形两道工序成形小圆角,主要用于成形深腔构件底部小圆角,无法实现深腔薄壁盒形构件上底部圆角和侧壁圆角的同时成形,且成形的最小圆角尺寸仍然受到一定限制,当小圆角尺寸极小达到2.0倍料厚时,容易出现侧壁失稳、圆角与直线段过渡区凸起等问题,上述方法不再适用。
4.为解决现有的成形技术在制造具有极小圆角半径的深腔薄壁金属构件时,因刚性模具和坯料几何形状不规则、坯料受力不均匀不合理,导致原始坯料上各区域的变形不合理而出现壁厚分布不均、局部起皱、贴模度差、圆角尺寸过大精度不足等问题,以及现有的胀压复合成形工艺对液室压力调控、高压源、高压密封等要求高、需要采用高档伺服压力机以及无法同时成形底部及四周小圆角等问题,亟需开发一种新的具有极小圆角半径的深腔薄壁金属构件的成形制造方法。
技术实现要素:
5.本发明的目的是提供一种新的成形制造方法,以解决现有的成形技术在制造具有极小圆角半径的深腔薄壁金属构件时,因刚性模具和坯料几何形状不规则、坯料受力状况不均匀,导致原始坯料上各区域变形不均匀,进而出现壁厚分布不均、局部起皱、贴模度差、局部圆角尺寸精度不足等问题,以及现有的胀压复合成形工艺对液室压力调控、高压源、高压密封等要求高、需要采用高档伺服压力机以及无法同时成形底部及四周小圆角等问题,导致带有极小圆角半径的深腔薄壁金属构件成形效率极低或无法成形的问题。
6.本发明的技术方案:
7.极小圆角半径深腔薄壁金属构件的成形方法,具体步骤如下:
8.步骤一、极小圆角半径构件的几何分析及工艺路径确定:根据构件的腔体深度、截面形状的几何形状及尺寸分析,分别制定整体腔体和局部过渡圆角的成形工艺路线;其中,截面形状主要是侧壁边数、截面厚度和过渡圆角半径;整体腔体采用刚性模具整体拉深成形,局部圆角采用刚性模具局部推挤成形;
9.步骤二、工艺参数制定和参数优化:结合步骤一,通过理论分析,确定拉深成形零件尺寸及工艺参数:r,n,m,以及小圆角推挤成形的工艺参数:d,r;其中,侧壁直壁边数为n,拉深成形底部及侧壁圆角半径为r,腔体深度为h,拉深成形道次为m,推挤小圆角推挤量为d,推挤后极小圆角半径为r;建立多元函数f(r,m,n,r,d)=0,通过对r,n,m进行赋值,得到推挤小圆角推挤量d和推挤后极小圆角半径r之间的对应关系,从而确定工艺参数;通过数值仿真,对整体腔体拉深成形和局部小圆角推挤成形进行分析,并优化工艺参数匹配关系,确保多道次拉深成形和小圆角推挤成形均顺利进行;
10.步骤三、模具工装的设计与加工:根据步骤二确定的拉深成形零件尺寸r,h与优化后的工艺参数m,r,d进行整体腔体拉深成形和局部小圆角推挤成形所用模具工装的设计和加工,并确定模具工装总体方案和设备参数要求;
11.步骤四、整体腔体的刚性模具拉深成形:利用步骤三设计加工的整体腔体拉深成
形模具,根据步骤二中制定的工艺参数对原始薄壁金属板坯进行整体拉深成形,获得步骤二确定的与最终深腔薄壁金属构件一致的腔体深度、异形截面形状和尺寸,而获得的侧壁圆角半径和底部圆角半径约是最终金属构件要求的圆角半径的2.0~4.0倍;
12.步骤五、局部圆角的刚性模具推挤成形:利用步骤三设计加工的局部推挤成形模具,根据步骤二中制定的工艺参数对步骤四中获得的半成品整体腔体进行进一步推挤成形,在保证整体腔体上大部分区域不变形的前提下,使侧壁圆角半径和底部圆角半径进一步减小到符合要求的圆角尺寸,为壁厚的1~3倍。
13.步骤六、法兰边区域的局部修整:对步骤五获得的整体腔体和局部圆角都已满足最终金属构件要求的半成品进行法兰边裁切或侧壁冲孔,获得最终具有极小圆角半径的深腔薄壁金属构件。
14.本发明的有益效果:
15.(1)本发明的极小圆角半径深腔薄壁金属构件的成形方法,利用刚性模具拉深成形出整体腔体,利用刚性模具小圆角推挤成形出极小圆角,使拉深成形过程与极小圆角成形过程相互独立,避免了两者同时成形过程中出现起皱、开裂等问题,能够解决极小圆角成形难甚至无法成形的问题。
16.(2)本发明的极小圆角半径深腔薄壁金属构件的成形方法,第一步拉深成形工艺,底部和侧壁小圆角半径可设置为目标圆角半径的2~5倍,一定程度减轻材料流动不均匀不合理的现象,能够有效减轻拉深成形侧壁靠近底部圆角区过度减薄和顶部法兰圆角区严重起皱的问题,解决壁厚分布不均匀不合理的问题。
17.(3)本发明的极小圆角半径深腔薄壁金属构件的成形方法,第二步小圆角推挤成形工艺,通过约束并推挤侧壁的方式,保证直壁段在约束条件下不变形,实现圆角区大圆角变小圆角的推挤成形,能够有效解决圆角区贴模度差、局部圆角尺寸精度不足等问题。
18.(4)本发明的极小圆角半径深腔薄壁金属构件的成形方法,拉深成形与局部圆角推挤成形工艺,所用设备仅为普通压力机与带有侧向加载单元的推挤机构。能够有效减轻对模具加工精度、材料稳定性以及高档伺服设备的依赖。
19.(5)本发明的极小圆角半径深腔薄壁金属构件的成形方法,整体腔体拉深成形加局部小圆角推挤成形的方法针对性强,可操作性强,放宽了对拉深成形各处圆角尺寸的要求,可大幅减少拉深成形的道次,并可有效提升具有极小圆角半径深腔薄壁金属构件的成形性和成形效率。
20.(6)本发明的极小圆角半径深腔薄壁金属构件的成形方法,可应用于不同截面形状(如方截面、梯形截面等)的带有极小圆角半径的深腔薄壁金属构件的拉深
‑
推挤成形,只需很小的推挤量即可成形极小的圆角半径,前后工序间的可协调性强,可实现具有极小圆角半径的深腔薄壁构件的批量化生产,并可大幅降低成本。
附图说明
21.图1为本发明中所述具有极小圆角半径的深腔薄壁金属构件示意图;
22.图2为一般情况具有极小圆角半径的深腔薄壁构件尺寸示意图;
23.图3为本发明中所述成形方法流程图;
24.图4为本发明中所述刚性模具多道次拉深成形示意图,(a)为初始道次拉深成形
件,(b)为中间道次拉深成形件,(c)为最终道次拉深成形件;
25.图5为本发明中所述刚性模具小圆角推挤成形示意图,(a)为底部圆角推挤成形示意图,(b)为环向圆角推挤成形示意图;
26.图6为本发明中所述小圆角推挤成形前后截面形状及尺寸变化示意图;
27.图7为方盒形深腔薄壁构件尺寸图。
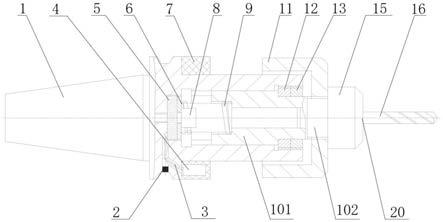
28.图中:1极小圆角半径深腔薄壁构件,2初始道次拉深成形件,3中间道次拉深成形件,4最终道次拉深成形件,5推挤成形内部支撑机构,6推挤成形内部支撑板,7推挤成形外部支撑板,8拉深后坯料,9推挤后坯料,r
‑
极小圆角半径,t
‑
零件壁厚,n
‑
直壁边数,h
–
腔体深度,m
‑
拉深成形道次,r
‑
拉深成形圆角半径,d
‑
单边推挤量,l
‑
推挤前直壁段长度,l
‑
推挤后直壁段长度。
具体实施方式
29.以下结合附图和技术方案,进一步说明本发明的具体实施方式。
30.实施例1:结合图1、图2、图3、图4、图5、图6说明本发明的极小圆角半径深腔薄壁金属构件的成形方法,该方法是按照以下步骤进行的:
31.步骤一、薄壁构件的几何分析及工艺路线确定:如图6所示,为实施例中所给零件,零件腔体深度100mm,壁厚2.5mm,过渡小圆角的圆角半径为5mm,是典型具有极小圆角半径的深腔薄壁金属构件。此构件小圆角处径厚比为2,仅依靠拉深成形难以成形,确定整体腔体的成形工艺为刚性模具多道次拉深成形,局部小圆角的成形工艺为刚性模具推挤成形。
32.步骤二、工艺参数制定和工艺参数优化:以方盒形零件为例,假设环向周长不变,通过理论分析得出侧壁及底面单边推挤量与小圆角尺寸变化的定量关系为:当圆角半径由10mm变成5mm时,单边推挤量为1.075mm;当圆角半径由15mm变成5mm时,单边推挤量为2.150mm;当圆角半径由20mm变成5mm时,单边推挤量为3.225mm。考虑推挤量越小推挤成功率越高,圆角半径越大拉深成形越简单,初定拉深成形圆角尺寸为15mm,拉深成形道次为3次,各道次拉深后腔体深度为50mm,80mm,100mm。通过数值仿真,对零件的拉深成形和局部小圆角推挤成形进行分析,对初定参数进行优化,确定各成形阶段的零件尺寸及主要工艺参数。
33.步骤三、模具工装的设计与加工:根据步骤二确定的拉深成形零件尺寸与工艺参数,进行整体腔体拉深成形和局部小圆角推挤成形所用模具工装的设计和加工。其中,拉深模具尺寸根据确定的拉深成形零件尺寸确定,其他部分按照拉深模具设计标准进行设计。其中,推挤小圆角模具侧面及底面内外支撑板尺寸根据零件尺寸合理选择,需要保证内外支撑板与零件侧壁及底面轮廓形状一致,内部采用可移动支撑板,推挤过程中可后退,外部采用刚性挤压板,固定在进给机构上实现推挤功能。
34.步骤四、整体腔体的刚性模具拉深:利用步骤三的整体拉深成形模具,对原始薄壁金属板坯进行多道次整体拉深成形,获得与最终深腔薄壁金属构件基本一致的腔体深度、异形截面形状和尺寸,而获得的侧壁之间圆角半径和侧壁与底面之间圆角半径为15mm,是最终构件上要求的圆角半径尺寸的3.0倍。
35.步骤五、局部圆角的刚性模具推挤:利用步骤三的局部推挤成形模具,对步骤四中
获得的半成品整体腔体进行进一步推挤成形,在保证整体腔体上大部分区域不变形的前提下,使侧壁圆角半径和底部圆角半径进一步减小到5mm,为原始板坯壁厚的2.0倍。
36.步骤六、法兰边等区域的局部修整:对步骤五获得的整体腔体和局部圆角都已满足最终构件要求的半成品进行法兰边裁切或侧壁冲孔等,获得最终具有极小圆角半径的深腔薄壁金属构件。
37.本实施例的有益效果是:采用多道次拉深成形加局部小圆角推挤成形工艺,可以解决深腔薄壁类构件小圆角成形效率极低或无法成形的问题。通过放大拉深成形过渡圆角的尺寸,可以缓解材料流动不均匀不合理的问题,一定程度解决了使用传统多道次拉深成形带有极小圆角半径零件时容易出现的起皱、开裂、壁厚分布不均匀等问题。通过几何分析建立理论模型,确定推挤工艺参数与拉深成形件尺寸之间的定量关系,通过有限元仿真进行优化确定最合理的工艺参数,为模具设计与加工提供指导,有利于协调前后工序之间的关系从而降低每道工序成形难度,提升了带有极小圆角深腔薄壁构件成形的成形性。
38.实施例2:结合图5说明,步骤一到步骤五中,针对不同材料或具有不同截面形状的不同零件可针对性进行几何分析,抓住推挤前后截面周长不变这一要素,即在推挤过程中只是形状改变但不发生压缩,且直壁段不发生变化,变形主要集中在圆角区,主要变形形式为大圆角变小圆角的弯曲成形。根据具体构件截面形状,建立理论模型协调推挤量与拉深成形圆角尺寸之间的关系,如果拉深成形小圆角比较难实现,可放大拉深成形圆角尺寸以降低拉深成形难度,增加推挤量同样能达到尺寸要求;如果推挤成形比较难实现,可减小拉深成形圆角尺寸以减小推挤量,从而降低推挤成形难度。其他步骤同实施例1。
39.本实施例的有益效果是:针对不同材料,结构形状以及极小圆角半径尺寸的零件可以灵活制定拉深成形圆角尺寸与推挤成形推挤量之间的协调关系,最终都能达到构件尺寸精度要求。本实施例表明本方法的成形工艺前后工序之间的关系有一定的调节空间,可以避免因为某一步工序比较难成形而增加整体成形难度甚至采用高档专用设备的问题。
40.实施例3:结合图4说明,步骤一到步骤五中,小圆角推挤时应考虑侧面及底面圆角的推挤顺序,根据确定的推挤顺序确定工艺参数和模具的设计与工装。优先选择各个方向同时推挤,此时可以使圆角与圆角交界区变形更加协调。也可以分开推挤,水平两方向分别推挤加底面推挤,此时可通过不同的推挤量控制交界区的协调变形,使小圆角推挤顺利进行,得到满足尺寸精度要求的零件。其他步骤同实施例1。
41.本实施例的有益效果是:根据不同的成形难度合理选择推挤顺序,增加了工艺路径的灵活性和工艺参数制定的可调节空间。另一方面,同时推挤需要多个方向的进给同时进行,需要控制设备间的协调性;分开推挤相对简单,对设备要求低,容易开展。即在不同的设备水平和模具制造水平条件下,都可以进行小圆角的推挤成形,本实施例表明本发明提供的方法具有良好的适用性。
42.实施例4:结合图4说明,步骤一到步骤五中,针对拉深成形无法成形,但推挤量极小就可成形的小圆角,可以针对性选择刚性模具推挤成形时的内部支撑方式,如果所需内部支撑压力不太高就可成形小圆角,可优先考虑液压支撑,此时压力不高,对密封、高压系统等要求不高,实现起来较为简单。如果推挤量大,需要内部支撑提供很高的压力,可选择刚性支撑,例如内部布置氮气弹簧,或通过斜楔等机械结构同步实现推挤过程中内部支撑板后退的动作,此时可避免高压密封、高压系统泄漏、效率低等问题。其他步骤同实施例1。
43.本实施例的有益效果是:针对不同材料,结构形状以及极小圆角尺寸的零件成形时需要不同的内压支撑可以灵活选择侧壁及底面的内部支撑方式。综合考虑可行性、成本、效率之间的关系,实现效益最大化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。