1.本发明涉及电动车开关配件加工装置领域,尤其涉及的是一种电动车开关配件压装装置及压装方法。
背景技术:
2.电动车开关配件是电动车驱动把手上的重要配件,电动车驱动把手控制电动车的车速。通过电动车开关配件实现对电动车进行调节通电骑行。
3.电动车开关配件在加工过程中,经常需要将各种小型配件加入到电动车开关配件的壳体中,具体而言,采用压装的方式进行压装如调节电流的电阻器等配件压装到配件壳体中。
4.由于配件的体积小,压装过程中,无法实现批量压装加工,因此为了提高电动车开关配件的加工生产效率,现有技术对配件加工设备进行改进,如中国专利申请号为:201020241423.x,公开“一种用于密封气体绝缘开关设备上的泄压装置”,该专利公开的技术方案中记载:
5.当开关设备(1)出现内部燃弧故障,引起密封壳体(2)内部气体压力急剧升高的时候,该泄压装置能提供泄压槽(3),引导内部高压气体释放,以保证人身安全。本发明结构设计槽型结构设计应用在开关壳体内部,不受外界环境的影响;设计简单,不需要外部零件装配,省去了安装工序,且密封可靠;没有泄压板等零件弹出,不会危害人员的安全。
6.然而,上述专利文献记载的技术方案用于加工密封性开关用于解决压装过程中密封性问题。
7.而对于电动车小型开光配件,现有技术中并未公开一种能够灵活高效的压装装置。具体而言,由于不同待压装的配件尺寸形状不同,在压装过程中,需要使用不同的压装头进行压装,现有技术中采用逐个配件压装后,跟换不同的压装头再次压装,该方式的弊端在于:不仅压装效率低,一次性只能加工压装一个单一配件,加工速度极慢,且加工操作极为繁琐。
技术实现要素:
8.本发明所要解决的技术问题在于提供了一种电动车开关配件压装装置。
9.本发明是通过以下技术方案解决上述技术问题的:
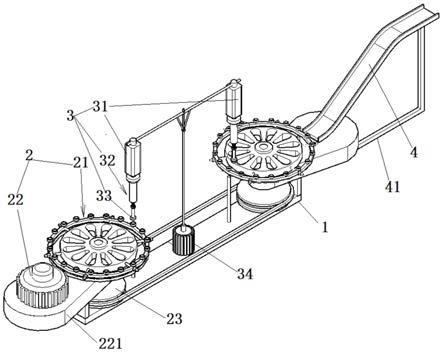
10.一种电动车开关配件压装装置,包括u形底座,所述u形底座顶部的前后两侧均装配连接有开关配件装填组件;
11.所述开关配件装填组件均包括旋转轮,所述旋转轮同心设置有填料环体,所述填料环体,所述填料环体的顶部固定连接有若干个环形分布的装料杯;
12.所述旋转轮上装配连接有驱动部件,所述驱动部件包括机壳,所述机壳上装配连接有驱动电机,所述驱动电机的输出轴固定装配连接有位于机壳内的驱动链轮,所述旋转轮的底部固定连接有转轴,所述转轴上固定连接有位于机壳内的从动链轮,所述驱动链轮
与从动链轮之间通过链条传动连接;
13.所述旋转轮之间通过传动件传动连接;
14.所述电动车开关配件压装装置还包括装配连接在u形底座顶部中心部位的压装组件;
15.所述压装组件包括旋转电机,所述旋转电机的输出轴朝上固定装配连接有驱动杆,所述驱动杆的顶部水平固定连接有动力杆,所述动力杆的前后两端均固定连接有气缸,所述气缸的活塞杆固定装配连接有弹簧缓冲件,所述弹簧缓冲件的底部分别固定连接有压装座盘以及压装球体。
16.优选地,所述转轴的底部贯穿所述机壳;
17.所述转轴的底部固定连接有带轮,所述带轮之间通过传动带传动连接。
18.优选地,位于后侧部位所述弹簧缓冲件的底部固定连接压装座盘;
19.位于前侧部位所述弹簧缓冲件的底部固定连接压装球体。
20.优选地,所述弹簧缓冲件包括套筒,所述套筒的顶部固定连接有筒座,所述气缸的活塞杆固定连接在筒座上;
21.所述弹簧缓冲件还包括滑动连接在筒座内的弹簧座,所述弹簧座的顶部固定连接有弹簧,所述弹簧的顶部固定连接在筒座的筒腔顶部;
22.所述弹簧座的底部固定连接有冲装杆,所述压装座盘以及压装球体分别固定连接在对应的冲装杆底部。
23.优选地,所述气缸的缸筒顶部均固定连接有装配柱,所述动力杆的前后两端均固定装配在装配柱上。
24.优选地,所述驱动杆的上端固定连接有两个前后间隔设置的叉杆,所述叉杆倾斜朝上设置,所述叉杆固定连接在动力杆的底部。
25.优选地,所述填料环体的底部均设置滚动支撑部件;
26.所述滚动支撑部件包括与填料环体对应的支撑环体,所述支撑环体上开设有环形滚槽,所述环形滚槽内滚动有若干个滚动钢珠,所述滚动钢珠的顶部滚动在填料环体的底部;
27.所述支撑环体的底部的前后两侧均固定连接有支撑杆体,所述支撑杆体分别固定连接在u形底座以及机壳上。
28.优选地,位于前侧部位所述所述机壳的顶部固定装配连接有滑料槽板,所述滑料槽板上开设有下滑槽;
29.所述滑料槽板的底部固定连接有支撑连杆,所述支撑连杆焊接在机壳上。
30.优选地,所述旋转轮上开设有若干个通孔。
31.本发明还公开上述电动车开关配件压装装置的压装方法,包括以下步骤:
32.(1)装填配件:将待压装配件装填装料杯中,驱动电机驱动填料环体旋转至装料杯中装填的待压装的配件运动至压装球体下首次压装;
33.(2)二次压装准备:待压装配件经过步骤(1)中压装球体首次压装后形成中间产品,中间产品下料后再次按照步骤(1)中的装填方式将中间产品再次装填到填料环体中进行二次压装准备:
34.(3)二次压装:气缸驱动压装盘体下降压装中间产品,将中间产品上各配件依次压
装。
35.本发明相比现有技术具有以下优点:
36.本发明公开一种电动车开关配件压装装置,通过设计u形底座顶部的前后两侧均装配连接有开关配件装填组件。实现通过前侧部位的开关配件装填组件进行首次压装后,将配件卸料后装填到后侧的开关配件装填组件中进行二次压装,进而实现压装无间断,压装能够实现连续化加工操作。
37.通过设计旋转轮,旋转轮同心设置有填料环体,所述填料环体,所述填料环体的顶部固定连接有若干个环形阵列分布的装料杯;装料杯上具有限位杯槽,配件物料限位在限位杯槽中,实现压装过程中将多个配件装填,利用填料环体旋转,实现不断切换配件进行压装,有效提高了压装效率。
38.通过设计位于后侧部位所述弹簧缓冲件的底部固定连接压装座盘;位于前侧部位所述弹簧缓冲件的底部固定连接压装球体,实现根据压装件的形状不同进行区别压装,有效提高了压装精准度,避免了传统压装过程中需要不断切换不同类型的压装头压装,导致压装效率低下的技术缺陷。
39.通过设计滚动支撑部件,具体采用与填料环体对应的支撑环体,支撑环体上开设有环形滚槽,环形滚槽内滚动有若干个滚动钢珠,,滚动钢珠的顶部滚动在填料环体的底部,实现在压装过程中,由于在若干个环形阵列分布的滚动钢珠支撑下,即使填料环体侧边受力也不会发生倾斜偏位,导致压装失败。
40.采用上述装置部件设计实现对开光配件进行灵活高效压装,且上述装置部件设计实现压装连续化作业,根据压装件形状区别压装,有效提高了压装的准确性。
附图说明
41.图1是本发明实施例的整体结构示意图;
42.图2是本发明实施例中开关配件装填组件的结构示意图;
43.图3是本发明实施例中滚动支撑部件的分散结构示意图;
44.图4是本发明实施例中弹簧缓冲件的结构示意图;
45.图5是本发明实施例中压装球体的结构示意图;
46.图6是本发明实施例中压装球体与弹簧缓冲件的连接关系结构示意图;
47.图7是本发明实施例图1中的俯视图;
48.图8是本发明实施例图1中关配件装填组件的平面结构示意图;
49.图9是本发明实施例图1中另一种视角下的结构示意图。
具体实施方式
50.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
51.如图1
‑
9所示,一种电动车开关配件压装装置,包括u形底座1,所述u形底座1顶部的前后两侧均装配连接有开关配件装填组件2。
52.通过前侧部位的开关配件装填组件2进行首次压装后,将配件卸料后装填到后侧
的开关配件装填组件2中进行二次压装,进而实现压装无间断,压装能够实现连续化加工操作。
53.开关配件装填组件2的具体结构如下:
54.所述开关配件装填组件2均包括开关配件装填部件21,开关配件装填部件21包括旋转轮214,所述旋转轮214同心设置有填料环体211(填料环体211与)旋转轮214的轮廓之间通过若干个装配螺杆213装配连接),所述填料环体211,所述填料环体211的顶部固定连接有若干个环形阵列分布的装料杯212;装料杯212上具有限位杯槽,配件物料限位在限位杯槽中,装料杯212的底部固定连接短柱,短柱焊接在填料环体211的顶部。
55.上述旋转轮214上装配连接有驱动部件,所述驱动部件包括机壳221(机壳221具有壳腔),所述机壳221上装配连接有驱动电机22,所述驱动电机22的输出轴固定装配连接有位于机壳221内的驱动链轮(图中未画出),所述旋转轮214的底部固定连接有转轴,所述转轴上固定连接有位于机壳221内的从动链轮(图中未画出)(前侧部位开关配件装填组件2中因具有单一一个旋转轮214,因此具有上述驱动链轮、从动链轮,旋转轮214只通过一个转轴转动连接机壳221)。同时,按照现有常规方式,上述驱动链轮与从动链轮之间通过链条传动连接。
56.同时,前后两侧部位的旋转轮214之间通过传动件传动连接。
57.具体而言,转轴的底部贯穿所述机壳221;传动件包括转轴的底部固定连接的带轮23,所述带轮23之间通过传动带传动连接。
58.打开驱动电机22,驱动电机22驱动带轮旋转,进而在传动作用下,上述旋转轮214同时旋转,进而携带填料环体211同时旋转,并携带配件物料旋转。
59.上述设计方式的优点在于:
60.通过前侧部位的填料环体211携带配件首次压装形成压装中间配件,压装中间配件通过后侧部位填料环体211进行二次压装。上述方式实现首次压装与二次压装同时压装加工,有效提高了加工压装效率,且实现压装无间断。
61.为了实现压装,上述电动车开关配件压装装置还包括装配连接在u形底座1顶部中心部位的压装组件3。
62.压装组件3的具体结构如下:
63.所述压装组件3包括旋转电机34,所述旋转电机34的输出轴朝上固定装配连接有驱动杆,所述驱动杆的顶部水平固定连接有动力杆(同时,驱动杆的上端固定连接有两个前后间隔设置的叉杆,所述叉杆倾斜朝上设置,所述叉杆固定连接在动力杆的底部),所述动力杆的前后两端均固定连接有气缸31(气缸31的缸筒顶部均固定连接有装配柱,所述动力杆的前后两端均固定装配在装配柱上),所述气缸31的活塞杆固定装配连接有弹簧缓冲件32,所述弹簧缓冲件32的底部分别固定连接有压装座盘33以及压装球体b。
64.打开旋转电机34实现根据配件可以选择调节压装,如对于二次压装过程中,发现有部分配件在一次压装中未能压装成功,打开旋转电机34调节下述压装球体b至后侧,进行补充压装。
65.具体而言,位于后侧部位所述弹簧缓冲件32的底部固定连接压装座盘33;位于前侧部位所述弹簧缓冲件32的底部固定连接压装球体b。
66.弹簧缓冲件32包括套筒321,所述套筒321的顶部固定连接有筒座,所述气缸31的
活塞杆固定连接在筒座上;弹簧缓冲件32还包括滑动连接在筒座内的弹簧座332,所述弹簧座332的顶部固定连接有弹簧322,所述弹簧322的顶部固定连接在筒座的筒腔顶部;弹簧座332的底部固定连接有冲装杆331,所述压装座盘33以及压装球体b(压装球体b的材质为弹性橡胶材质)分别固定连接在对应的冲装杆331底部。
67.压装时,打开气缸31,气缸31驱动弹簧322缓冲件32下降并且压装座盘33以及对应的压装球体b分别压装到配件上。
68.由于配件的尺寸不同,对于首次压装过程中采用压装球体b实现配件压装过程中,压装件能够充分压入到开关配件的壳体内,具体是,压装球体b因具有曲面,因此,其球体的底部能够适当伸入到开关配件的壳体内,进而实现紧密压装。
69.首次压装后采用压装座盘33实现二次压装,具体是,经过上述首次压装后,将其余配件再次放入到开关配件的壳体内,利用压装座盘33进行再次压装,二次压装过程中,针对开光配件中,凸出开关配件壳体的压装件进行压装,如柱形的配件进行压装。
70.因此,采用上述不同结构设计的压装座盘33以及压装球体b实现根据压装件的形状不同进行区别压装,进而提高压装加工效率。
71.压装过程中,弹簧座332滑动在筒座内的,弹簧322压缩形成缓冲力,避免将配件压变形。
72.为了提高在压装过程中,填料环体211发生侧边倾斜,上述填料环体211的底部均设置滚动支撑部件;滚动支撑部件的具体结构如下:
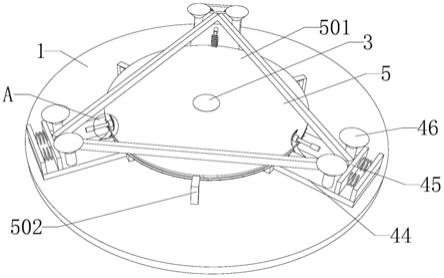
73.所述滚动支撑部件包括与填料环体211对应的支撑环体5,所述支撑环体5上开设有环形滚槽a,所述环形滚槽a内滚动有若干个滚动钢珠52,所述滚动钢珠52的顶部滚动在填料环体211的底部;支撑环体5的底部的前后两侧均固定连接有支撑杆体51,所述支撑杆体51分别固定连接在u形底座1以及机壳221上。
74.在填料环体211旋转过程中,填料环体211相对支撑环体5自由灵活旋转,填料环体211与支撑环体5之间应具有环形阵列分布的滚动钢珠52,进而实现自由滚动。
75.实际工作过程中,在填料环体211的底部开设限位槽体,滚动钢珠52限位在限位槽体中,并能够相对限位槽体自由滚动。
76.在压装过程中,由于在若干个环形阵列分布的滚动钢珠52支撑下,即使填料环体211侧边受力也不会发生倾斜偏位,导致压装失败。
77.上述位于前侧部位所述所述机壳221的顶部固定装配连接有滑料槽板4,所述滑料槽板4上开设有下滑槽;滑料槽板4的底部固定连接有支撑连杆41,所述支撑连杆41焊接在机壳221上。加工的配件物料从下滑槽滑动下料后,并装填到填料环体211等待压装。
78.上述旋转轮214上开设有若干个通孔。
79.采用上述装置部件设计实现对开光配件进行灵活高效压装,且上述装置部件设计实现压装连续化作业,根据压装件形状区别压装,有效提高了压装的准确性。
80.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。