一种一次注塑成型的typec4pin连接器
技术领域
1.本实用新型涉及电连接器技术领域,具体为一种一次注塑成型的type c 4pin连接器。
背景技术:
2.在电子行业中,普遍要用到电连接器,进行电气与信号的传递,最常规的电连接器包括绝缘本体、收容于绝缘本体内的对接端子及包覆绝缘本体的金属外壳,绝缘本体或金属外壳设有插接孔,对接端子设有位于插接孔内的接触部及延伸出绝缘本体的焊接脚,接触部用来与插入在插接孔内的对接连接器的导电端子接触,焊接脚用来焊接在电路板上,通过对接端子进行对接连接器与电路板之间的充电功能。
3.然而电连接器在使用时存在以下不足:
4.1、传统的电连接器由于端子接触区不是一体成型式结构,并且端子焊接区的宽度较窄,导致传充电速度达不到5a要求。
5.2、传统的电连接器不能达到一次mold成型,导致端子结构不牢固,并且使得该连接器的插拔力不稳定。
技术实现要素:
6.本实用新型的目的在于提供一种一次注塑成型的type c 4pin连接器,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种一次注塑成型的 type c 4pin连接器,包括:
8.外壳;
9.mold塑胶件,所述mold塑胶件内部固定安装有端子和中夹片,且中夹片设有两个,所述端子一端设置有接触区,且接触区延伸至mold塑胶件内部,所述端子另一端设置有焊脚区,且焊脚区延伸至mold塑胶件外部;
10.其中,所述mold塑胶件固定安装于外壳内部。
11.优选的,所述端子一端的焊脚区处固定连接有端子连料带。
12.优选的,两个所述中夹片尾端固定连接有凸出部,两个所述中夹片表面开设有掏空部。
13.优选的,两个所述中夹片尾端的凸出部处固定连接有第二中夹片连料带,两个所述中夹片内壁表面固定连接有第一中夹片连料带。
14.优选的,所述外壳内壁底端固定安装有与mold塑胶件相匹配的卡块,所述mold塑胶件外壁两侧固定安装有凸台。
15.优选的,所述端子由接触区至焊脚区采用斜度设置。
16.优选的,所述端子的接触区为一体成型式结构,且端子的接触区采用折弯结构,所述端子的焊脚区宽度为10
‑
15mm。
17.与现有技术相比,本实用新型的有益效果是:
18.1.本实用新型由于端子接触区为一体成型式结构,且端子的焊脚区宽度为10
‑
15mm,通过将焊脚区pin已加宽,能够提高该连接器的充电速度,使得该连接器传充电速度可以达到5a。
19.2.本实用新型通过将中夹片与端子合拼在一起mold塑胶,使得该连接器更牢固及插拔力更稳定,且能达到1w插拔力。
附图说明
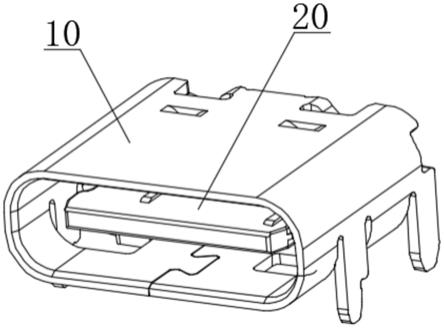
20.图1为本实用新型的整体结构示意图;
21.图2为本实用新型的外壳结构示意图;
22.图3为本实用新型的mold塑胶件结构示意图;
23.图4为本实用新型的mold塑胶件结构示意图;
24.图5为本实用新型的端子结构示意图;
25.图6为本实用新型的中夹片结构示意图;
26.图7为本实用新型的中夹片结构示意图。
27.图中:10
‑
外壳;11
‑
卡块;20
‑
mold塑胶件;30
‑
凸台;40
‑
端子;41
‑
接触区;42
‑
焊脚区;43
‑
端子连料带;50
‑
中夹片;51
‑
凸出部;52
‑
掏空部;53
‑ꢀ
第一中夹片连料带;54
‑
第二中夹片连料带。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1
‑
7,本实用新型提供一种技术方案:一种一次注塑成型的typec 4pin连接器,包括:外壳10和mold塑胶件20。
30.本实施例中,具体的,外壳10材质为sus304。
31.其中,mold塑胶件20内部固定安装有端子40和中夹片50,且中夹片50 设有两个,端子40一端设置有接触区41,且接触区41延伸至mold塑胶件 20内部,端子40另一端设置有焊脚区42,且焊脚区42延伸至mold塑胶件 20外部。
32.本实施例中,具体的,端子40材质为c2680 t:020的黄铜,中夹片50 材质sus301/201,塑胶材质为lcp料。
33.进一步地,将中夹片50与端子40合拼在一起mold塑胶,能够达到更牢固及插拔力更稳定的效果。
34.其中,mold塑胶件20固定安装于外壳10内部。
35.其中,端子40一端的焊脚区42处固定连接有端子连料带43。
36.其中,两个中夹片50尾端固定连接有凸出部51,两个中夹片50表面开设有掏空部52。
37.进一步地,中夹片50有掏空部52设计,目的不会造成中夹片50与mold 塑胶件20脱
落。
38.其中,两个中夹片50尾端的凸出部51处固定连接有第二中夹片连料带 54,两个中夹片50内壁表面固定连接有第一中夹片连料带53。
39.进一步地,中夹片50采用了连料带的方式设计,目的mold能一次成型。
40.其中,外壳10内壁底端固定安装有与mold塑胶件20相匹配的卡块11, mold塑胶件20外壁两侧固定安装有凸台30。
41.进一步地,凸台30的设计为避免mold塑胶件20与外壳10装配有松动。
42.其中,端子40由接触区41至焊脚区42采用斜度设置。
43.进一步地,目的是更好的输送电源。
44.其中,端子40的接触区41为一体成型式结构,且端子40的接触区41 采用折弯结构,端子40的焊脚区42宽度为10
‑
15mm。
45.进一步地,端子40的接触区41采用折弯结构,目的更好将端子40埋塑胶中,以免造成端子翘pin。
46.本实施例中,具体的,通过将焊脚区42pin加宽,不会造成空/假焊。
47.进一步地,由于端子40的接触区41为一体成型式结构,且端子40的焊脚区42宽度为10
‑
15mm,通过将焊脚区42pin已加宽,能够提高该连接器的充电速度,使得该连接器传充电速度可以达到5a。
48.综合以上实施例,由于端子40的接触区41为一体成型式结构,且端子 40的焊脚区42宽度为10
‑
15mm,通过将焊脚区42pin已加宽,能够提高该连接器的充电速度,使得该连接器传充电速度可以达到5a。
49.在本实用新型所提供的几个实施方式中,应该理解到所揭露的装置可以通过其它的方式实现。所显示或讨论的相互之间的焊接或螺纹连接或缠绕连接可以是通过设备进行辅助完成的,如焊枪实现焊接,用扳手实现螺纹连接等,装置组成部件材料多种多样,例如铝合金、钢和铜等金属材料,通过铸造或者采用机械冲压等方式成型。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
51.以上所述仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。