1.本实用新型涉及切削刀具技术领域,具体的说,是一种用于弱刚性构件叠层材料型面铣削的刀具,用于对由玻璃纤维、碳纤维复合材料等制成的弱刚性构件叠层材料型面铣削。
背景技术:
2.碳纤维、玻璃纤维复合材料是工程应用中的新材料。以树脂为基体、碳纤维丝为增强基,二者层层堆叠形成碳纤维复合材料,碳纤维复合材料具有各向异性的力学性能,通过改变碳纤维的铺层方向及顺序可以改变材料的自身性能,碳纤维复合材料具有密度低、强度高、耐腐蚀、热传导性差等特点。sio2、al 2
o3、mgo、cao等化学物质构成的玻璃纤维具有质轻高强、耐疲劳、耐老化、高透波、绝缘、耐高温等特点。碳纤维、玻璃纤维复合材料已在航空、交通等多个领域应用,并且应用量在逐年递增,是具有巨大应用前景的材料。
3.相较于传统的金属材料,碳纤维、玻璃纤维复合材料具有高强度、高耐磨性的特点,因此对碳纤维、玻璃纤维复合材料进行铣削加工的时候难度也更大,现有金属材料的刀具加工碳纤维、玻璃纤维复合材料时,刀具极易磨损,增大了加工成本;现有的高强度、高耐磨复合材料专用加工刀具是采用如硬质合金、pcd材料等硬度更高、耐磨度更强的材料制得的,在一定程度上解决了现有刀具耐磨性差的问题;但加工特殊结构区域时,如对碳纤维、玻璃纤维复合材料制成的层状弱刚性结构区域加工时,会出现严重的颤振现象,对加工部件造成严重损坏;其次,因为碳纤维、玻璃纤维复合材料导热性差,加工时容易出现加工表面过热冒烟的现象,对加工部件型面的表面质量造成负面影响;同时,因为颤振严重和导热性差,加工时只能保持小吃刀进给,加工效率严重降低。
4.因此,在进行层状弱刚性构件的切削加工时,亟需一种切削刀具,能减弱加工时的颤振强度。
技术实现要素:
5.本发明创造的目的在于针对弱刚性构件叠层材料进行高速切削时容易出现剧烈颤振影响而影响加工平稳性这一问题,提供一种用于弱刚性构件叠层材料型面铣削的刀具,实现减弱加工颤振以提高加工平稳性。
6.本实用新型通过下述技术方案实现:
7.一种用于弱刚性构件叠层材料型面铣削的刀具,包括一体成型的柄部和刃部;
8.所述刃部包括圆柱段和设置在圆柱段一端的球头,所述柄部连接在圆柱端的远离球头的一端;所述刃部表面均匀分布有15~20条螺旋切削刃;
9.相邻的所述螺旋切削刃之间形成有排屑槽;
10.所述刃部表面均匀分布有多条呈螺旋状的断屑槽,所述断屑槽的旋向与所述螺旋切削刃的旋向相反,所述断屑槽将所述螺旋切削刃截断为多段,并在所述螺旋切削刃上形成槽口。
11.为了更好地实现本实用新型,更进一步地,所述螺旋切削刃的刃倾角范围为15
°
~45
°
。
12.为了更好地实现本实用新型,更进一步地,所述刃部上共设有20条螺旋切削刃。
13.为了更好地实现本实用新型,更进一步地,所述刃部上共设有10个断屑槽。
14.为了更好地实现本实用新型,更进一步地,所述断屑槽的开槽角为10
°
~15
°
。
15.为了更好地实现本实用新型,更进一步地,所述螺旋切削刃由位于所述圆柱段外周上的侧刃和位于所述球头表面的底刃组成,所述侧刃和底刃连接处平滑过渡。
16.为了更好地实现本实用新型,更进一步地,位于所述球头上的所述底刃为m条,m条所述底刃中有n条为主刃,n条所述主刃交汇于所述球头顶点并沿所述球头顶点等角均匀分布,每条过所述球头顶点的所述主刃上均匀分布有3条不过所述球头顶点的底刃;所述主刃数量n与所述底刃数量m的关系为m=4n。
17.为了更好地实现本实用新型,更进一步地,所述刃部(2)的长度为15mm~20mm,且所述刃部长度l1、柄部长度l2和刀具直径d之间的关系满足关系式d/(l1 l2)≥0.25。
18.为了更好地实现本实用新型,更进一步地,每个所述断屑槽的深度与宽度相等。
19.为了更好地实现本实用新型,更进一步地,所述刃部及位于所述刃部表面的所述螺旋切削刃表面设有金刚石涂层。
20.本实用新型与现有技术相比,具有以下优点及有益效果:
21.(1)本实用新型具有减弱工件加工时的颤振强度、减弱高速切削时单刃所受切削力的有益效果;
22.(2)本实用新型具有提高散热性能和加工效率的有益效果;
23.(3)本实用新型具有降低切削部件表面粗糙度的有益效果。
附图说明
24.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。本实用新型所有构思创新应视为所公开内容和本实用新型保护范围。
25.图1为本实用新型的柄部和刃部的结构示意图;
26.图2为本实用新型刃部上的螺旋切削刃和排屑槽的结构示意图;
27.图3为本实用新型的侧刃和底刃的结构示意图;
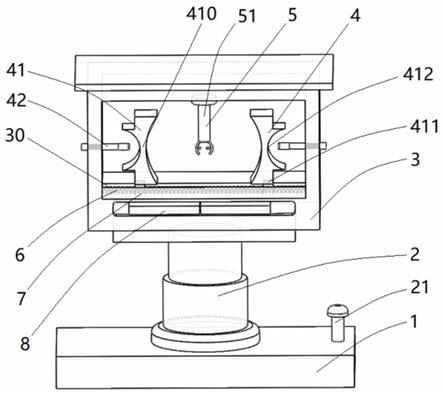
28.图4为本实用新型提供的一种用于弱刚性构件叠层材料型面铣削的刀具的结构示意图;
29.图5为本实用新型球头上底刃的排列结构示意图;
30.图6为实验条件下使用实验对比刀具时的工件最大切削力采集示意图;
31.图7为实验条件下使用实验对比刀具时的工件振动情况示意图;
32.图8为实验条件下使用实施例2刀具时的最大切削力示意图;
33.图9为实验条件下使用实施例2刀具时的振动情况示意图。
34.其中:1、柄部;2、刃部;21、圆柱段;22、球头;23、螺旋切削刃;231、侧刃;232、底刃;24、排屑槽;25、断屑槽;26、槽口。
具体实施方式
35.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和出示的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
36.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
37.实施例1:
38.本实施例的一种用于弱刚性构件叠层材料型面铣削的刀具,如图1
‑
5所示,包括一体成型的柄部1和刃部2;
39.如图1所述刃部2包括圆柱段21和设置在圆柱段21一端的球头22,所述柄部1连接在圆柱端的远离球头22的一端;所述刃部2表面均匀分布有15~20条螺旋切削刃23;
40.相邻的所述螺旋切削刃23之间形成有排屑槽24;
41.所述刃部2表面均匀分布有多条呈螺旋状的断屑槽25,所述断屑槽25的旋向与所述螺旋切削刃23的旋向相反,所述断屑槽25将所述螺旋切削刃23截断为多段,并在所述螺旋切削刃23上形成槽口26。
42.所述刃部2及位于所述刃部2表面的所述螺旋切削刃23表面设有金刚石涂层。
43.本实施例中,适当增加螺旋切削刃23的数量,使得刀具高速转动对工件进行加工时候,会有多个螺旋切削刃23同时作用于工件的加工表面,从而降低了单个螺旋切削刃23的负荷,有效削弱因单个螺旋切削刃23带来周期性大负荷加工冲击导致工件周期性的弹性变形而形成表面振纹,有助于减弱颤振现象的产生,提高加工平稳性同时提升加工表面质量;同时,设有数量较多螺纹切削刃的刀具高速转动加工时,多个螺旋切削刃23参与切削,将切屑切割得更小更细,便于排屑,避免了切屑堵塞排屑槽24而造成让刀变形,这也有助于减弱颤振现象,提高加工平稳性;上述两点还有助于提高螺旋切削刃23的长期使用过程中的耐冲击程度,有效延长了刀具的使用寿命;较多的螺旋切削刃23虽然具有上述优点,但是过多的切削刃会削弱刀具整体的刚性,故而所述螺旋切削刃23的数量为15~20条。
44.本实施例中还设置有断屑槽25,旋向与螺旋切削刃23的旋向相反,截断并在螺旋切削刃23上形成槽口26,有助于排屑当切屑碰到槽口26时,有助于切屑偏离工件并被斩断变得更小,进一步避免了切屑过大而产生积塞,避免积塞造成让刀变形引起颤振;同时也能避免切屑积塞产生摩擦过热影响加工表面质量。
45.实施例2:
46.本实施例是在实施例1的基础上更进一步得到的,所述螺旋切削刃23的刃倾角范围为15
°
~45
°
;所述刃部2上共设有20条螺旋切削刃23;所述刃部2上共设有10个断屑槽25;所述断屑槽25的开槽角为10
°
~15
°
。所述刃部2及位于所述刃部2表面的所述螺旋切削刃23表面设有金刚石涂层。
47.本实施例中,螺旋切削刃23的刃倾角为15
°
~45
°
,具体可选用18
°
,当螺旋切削刃23位于圆柱段的表面时,刃倾角与螺旋角大小一致,增大螺旋角,能够使螺旋切削刃23进行
切削时与工件被切削处呈现渐进渐出的效果,能够降低切削扭矩和轴线的拉力,增大工作前角,保证螺旋切削刃23可以锐利地作用于切削工件,有助于提高加工表面的精度,减少切削时的刀具受到的载荷冲击,达到减弱颤振、提高稳定性的效果。
48.所述刃部2上设置20条螺旋切削刃23,是在保证刚性满足刀具需求的同时,尽可能取到螺旋切削刃23数量的最大数值,在15~20的限定数量范围内,应当具有最佳的减弱颤振和的效果;若是螺旋切削刃23的数量进一步增多,则进行切削时因为相邻螺旋切削刃23之间的排屑槽24变窄,被切下切屑会更容易积塞。
49.所述刃部2上设置10条断屑槽25,有助于将切屑分割的更小,避免积塞造成颤振。
50.本实施例的其他部分与实施例1相同,故不再赘述。
51.实施例3:
52.本实施例是在实施例2的基础上更进一步得到的,如图5所示,所述螺旋切削刃23由位于所述圆柱段21外周上的侧刃231和位于所述球头22表面的底刃232组成,所述侧刃231和底刃232连接处平滑过渡;位于所述球头22上的所述底刃232为m条,m条所述底刃232中有n条为主刃,n条所述主刃交汇于所述球头22顶点并沿所述球头22顶点等角均匀分布,每条过所述球头22顶点的所述主刃上均匀分布有3条不过所述球头22顶点的底刃232;所述主刃数量n与所述底刃232数量m的关系为m=4n。所述刃部2及位于所述刃部2表面的所述螺旋切削刃23表面设有金刚石涂层。
53.本实施例中,m条底刃232中只有n条主刃相交于球头22顶点,且主刃数量n与所述底刃232数量m的关系为m=4n,避免大量的底刃232均交汇于球头22顶点时相邻主刃间空隙减小,造成切削积塞、形成积屑瘤或者因为切屑摩擦出现热裂等现象;本实施中m=20,n=5。
54.本实施例其余部分与实施例2相同,故不再赘述。
55.实施例4:
56.本实施例是在实施例3的基础上更进一步得到的,所述刃部2的长度为15mm~20mm,且所述刃部2长度l1、柄部1长度l2和刀具直径d之间的关系满足关系式d/(l1 l2)≥0.25。
57.每个所述断屑槽25的深度与宽度相等。
58.所述刃部2及位于所述刃部2表面的所述螺旋切削刃23表面设有金刚石涂层。
59.本实施例中,所述刃部2长度l1、柄部1长度l2和刀具直径d之间的关系满足关系式d/(l1 l2)≥0.25;避免刀具直径d与刀具整体长度的比值过小,防止刀具抗剪能力过弱而容易折断。
60.实施例5:
61.本实施是在实施例3的基础上进一步得到的,加工时采用来回走刀的方式,刀具中心轴线与工件被加工型面的侧倾角为15
°
~20
°
,使得刀具球头22参与加工时,多条底刃232同时参加切削;
62.切削转速s=19000mm/min,进给量为f=9000mm/min,切深ap=0.8~1.5mm,切宽为ae=0.5~1mm。
63.为了验证本发明实施例3所述的刀具具有更优越加工性能,在以下相同试验条件下,使用现有的用于切割高强度、高耐磨材料的实验对比例刀具和实施例2所述刀具,进行试验效果比对,试验情况如下:
64.实验对象工件厚2.5mm,悬伸90mm;实验设备五坐标机床、测力仪器和测振仪器;实
验参数为机床主轴转速为s=20000r/min,走刀速度为f=8000mm/min,切宽ae=0.5,走刀方式为行切。
65.本实施例的其他部分与实施例1或3相同,故不再赘述。
66.使用实验对比例刀具试验情况:
67.实验对比刀具为d20r5整体硬质合金或d20r5金刚石刀具。
68.使用实验对比刀具进行加工时,将工件装夹在工作台上,机床主轴转速恒定s=20000r/min,如图6所示,两侧缘条开口处,随着零件的刚性的减小,切削力最大达到500n以上;
69.如图7所示,加工振动幅值在两侧时最高达到2000m/s
²
,加工现场声音剧烈且异常,振动过于剧烈,已经影响正常加工,继续加工具有安全隐患;
70.加工后的工件表面粗糙度ra=12.7,型面轮廓度为
±
0.19mm,不满足粗糙度ra≤6.3,型面轮廓度为
±
0.1mm的要求;且振动过大,不满足机床加工要求振动≤500m/s
²
;同时,因振动导致刀具磨损加快,刀具行切加工957m,底角磨损量约0.15mm。
71.使用实施例2刀具试验情况:
72.使用实施例2中的刀具与实验对比刀具相同的实验条件下进行正交试验进行验证;
73.如图8所示,加工时实施例2刀具试切最大切削力降至60n;图示的折线ch1、ch2、ch3分别对应表示x、y、z方向上的切削力变化示意图;
74.如图9所示,加工振动幅值小于100 m/s
²
;
75.同时,工件加工后的型面粗糙度由ra=12.7降低至ra<3.2。实验对比证明,使用本实施例2中所述刀具应用于实际加工时,工件颤振强度极大减弱、最大加工振动幅值明显降低、最大切削力明显减小,证明本实施2中所述刀具性能优于实验对比刀具。
76.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化,均落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。