1.本实用新型涉及一种轧钢设备,特别是一种热轧带钢均匀性冷却的层流底喷装置,属钢铁冶金技术领域。
背景技术:
2.目前,用于热轧带钢的850线层流辊道宽度为850mm,底喷装置共设有168排水嘴,所有水嘴全部按照辊道居中对齐排列,冷却宽度为730mm。而850线目前主要轧制宽度规格为735mm,实际带钢宽度在745
‑
750mm之间居多,头尾在750
‑
755mm之间。在轧制过程中由于带钢宽度大于下喷水冷却宽度,又加之底喷水嘴布置不合理,不仅导致带钢两侧近20mm宽度底喷水不能覆盖,无法冷却到735mm规格带钢的边部,带钢边部明显发红,温度在700℃以上;同时带钢横向冷却不均匀,导致带钢下表面沿轧制方向存在明细的冷却黑印,带钢横向温差较大,性能不均,卷取后内应力得不到均匀释放,下游客户冷轧过程中存在有多条波浪纹,影响客户使用。
技术实现要素:
3.本实用新型的目的在于针对解决现有技术的问题,提供一种改善层流冷却水冷却效果,提高带钢力学性能均匀性,消除冷却黑带的热轧带钢均匀性冷却的层流底喷装置。
4.为达到上述目的,本实用新型采用的技术方案是这样的:
5.一种热轧带钢均匀性冷却的层流底喷装置,包括冷却水管道和连接冷却水管道的底喷水嘴,底喷水嘴成排安装在各排水嘴架上,每六排底喷水嘴为一个冷却单元,每个冷却单元相邻排的底喷水嘴交错分布,各冷却单元中的每排底喷水嘴依次向同一方向位移一段距离。
6.上述热轧带钢均匀性冷却的层流底喷装置,相邻冷却单元的中各排底喷水嘴的依次位移的方向相反,位移的距离相同。
7.上述热轧带钢均匀性冷却的层流底喷装置,每个冷却单元中第一排两端部的底喷水嘴分别距两侧的带钢护板的距离为40毫米和90毫米,同一冷却单元中相邻排底喷水嘴位移量为10毫米。
8.上述热轧带钢均匀性冷却的层流底喷装置,两侧带钢护板的间距为850毫米,每排水嘴中两端底喷水嘴的中心距为720毫米,每排水嘴中设置16个底喷水嘴。
9.本实用新型对现有层流底喷冷却方式所存在的问题进行了改进,将居中对齐排列的底喷水嘴设计为非对齐拉宽的错位排列结构。改进后,在不增加底喷水嘴的基础上增加了带钢宽度方向上冷却覆盖尺寸,使冷却过程中带钢下表面整个宽度方向得到均匀而有效的冷却,从而较好地保证了带钢合理的冷却速度和内应力释放时间,使得带钢残余应力保持在较低水平,减轻了带钢因横向冷却不均形成的浪形,改善了板形;另一方面,由于带钢边部得到有效的冷却,宽度方向冷却均匀使得横向晶粒长大速度基本同步,为得到均匀的组织打下基础,进而改善了组织及性能;此外,带钢表面横向冷却均匀,避免了横向因温度
不均出现水印引起产品表面的色差。
附图说明
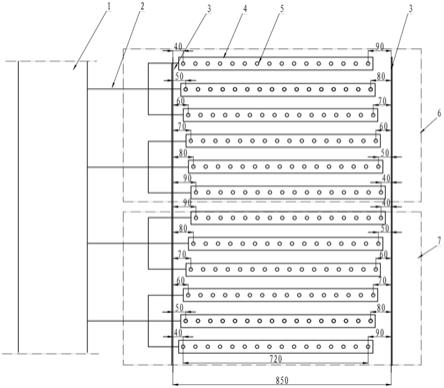
10.图1是本实用新型的结构示意图(图中显示了两个冷却单元)。
11.图中各标号清单为:1、冷却水塔,2、冷却水管道,3、带钢护板,4、水嘴架,5、底喷水嘴,6、第一冷却单元,7、第二冷却单元。
具体实施方式
12.参看图1,本实用新型所述层流底喷装置包括冷却水塔1,冷却水塔经冷却水管道2连通多个底喷水嘴5,底喷水嘴成排安装在各水嘴架4上,每六排底喷水嘴构成一个冷却单元,冷却单元的两侧设有带钢护板3。如图所示,每个冷却单元相邻排的底喷水嘴交错分布,各冷却单元中的每排底喷水嘴依次向同一方向位移。相邻冷却单元的中各排底喷水嘴的位移方向相反。图示实施例的层流底喷装置共设有168排底喷水嘴,图1中显示了第一冷却单元6和第二冷却单元7的结构设置,其它冷却单元安装图1所示的第一、第二冷却单元的设置顺序排列。图示实施例中第一冷却单元中第一排左端部的底喷水嘴距左侧的带钢护板的距离为40毫米,第一冷却单元中第一排右端部的底喷水嘴距右侧的带钢护板的距离为90毫米,第一冷却单元中其它排的底喷水嘴依次较上一排向右位移10毫米,第一冷却单元中第六排的最左端的底喷水嘴距左侧的带钢护板的距离为90毫米,第一冷却单元中第六排的最右端的底喷水嘴距右侧的带钢护板的距离为40毫米。这样,每排底喷水嘴每两端底喷水嘴的中心距为720毫米,则经过上述排列方式则可以达到770毫米的冷却宽度,完全覆盖了带钢宽度,而且交错布置的底喷水嘴可以使带钢受热均匀,减轻了带钢因横向冷却不均形成的浪形。图1所示第二冷却单元第一排左端部的底喷水嘴距左侧的带钢护板的距离为90毫米,第二冷却单元中第一排右端部的底喷水嘴距右侧的带钢护板的距离为40毫米,第二冷却单元中其它排的底喷水嘴依次较上一排向左位移10毫米,第二冷却单元中第六排的最左端的底喷水嘴距左侧的带钢护板的距离为40毫米,第一冷却单元中第六排的最右端的底喷水嘴距右侧的带钢护板的距离为90毫米。
13.经过上述改进,本实用新型在不增加底喷水嘴的基础上增加在带钢宽度方向上冷却覆盖尺寸,且提高了冷却均匀性,现场使用表明,解决了带钢因层流底喷装置设置不合理而导致的诸多问题,收到满意的效果。
技术特征:
1.一种热轧带钢均匀性冷却的层流底喷装置,包括冷却水管道和连接冷却水管道的底喷水嘴,底喷水嘴成排安装在各排水嘴架上,其特征在于:每六排底喷水嘴为一个冷却单元,每个冷却单元相邻排的底喷水嘴交错分布,各冷却单元中的每排底喷水嘴依次向同一方向位移一段距离。2.根据权利要求1所述的热轧带钢均匀性冷却的层流底喷装置,其特征在于:相邻冷却单元的中各排底喷水嘴的依次位移的方向相反,位移的距离相同。3.根据权利要求2所述的热轧带钢均匀性冷却的层流底喷装置,其特征在于:每个冷却单元中第一排两端部的底喷水嘴分别距两侧的带钢护板的距离为40毫米和90毫米,同一冷却单元中相邻排底喷水嘴位移量为10毫米。4.根据权利要求3所述的热轧带钢均匀性冷却的层流底喷装置,其特征在于:两侧带钢护板的间距为850毫米,每排水嘴中两端底喷水嘴的中心距为720毫米,每排水嘴中设置16个底喷水嘴。
技术总结
一种热轧带钢均匀性冷却的层流底喷装置,包括冷却水管道和连接冷却水管道的底喷水嘴,底喷水嘴成排安装在各排水嘴架上,每六排底喷水嘴为一个冷却单元,每个冷却单元相邻排的底喷水嘴交错分布,各冷却单元中的每排底喷水嘴依次向同一方向位移一段距离。本实用新型在不增加底喷水嘴的基础上增加了带钢宽度方向上冷却覆盖尺寸,使冷却过程中带钢下表面整个宽度方向得到均匀而有效的冷却,从而减轻了带钢因横向冷却不均形成的浪形;带钢边部得到有效的冷却,宽度方向冷却均匀使得横向晶粒长大速度基本同步,改善了组织及性能;带钢表面横向冷却均匀,避免了横向因温度不均出现水印引起产品表面的色差。产品表面的色差。产品表面的色差。
技术研发人员:李磊 刘立辉 刘占锋 张晓宁 李朋立 尚文斌 侯志锋 赵旭朝 郝朝鑫 郭立平
受保护的技术使用者:德龙钢铁有限公司
技术研发日:2021.06.18
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。