1.本实用新型涉及检测设备技术领域,尤其涉及一种自动检测钨针磨损的氩弧焊机。
背景技术:
2.在进行氩弧焊焊接的时候,我们都知道,氩弧焊的钨针,非常容易损耗,在焊接的时候,总是先准备好大量磨好的钨针,通常一次就磨百来根作为做为预备。
3.现有技术的氩弧焊焊接一般采用人工焊接,人工焊接氩弧焊的,一般在加工过程中对钨针的磨损程度进行人眼观察,当磨损较大时,人工进行更换钨针即可。目前的这种人工检测钨针磨损方式适应于小批量的零件氩弧焊接加工,但是对于大批量的多个零件的氩弧焊接时,每次均需要人工检测,劳动强度大,工作效率低。
4.因此,现有技术还有待改进。
技术实现要素:
5.鉴于上述现有技术的不足之处,本实用新型的目的在于提出一种自动检测钨针磨损的氩弧焊机,旨在能够自动完成钨针的磨损检测,节省人力,提高工作效率。
6.为实现上述目的,本实用新型采取了以下技术方案:
7.一种自动检测钨针磨损的氩弧焊机,包括机架,设置于机架的氩弧焊主机,氩弧焊主机连接有焊枪,所述焊枪的末端夹持有钨针;
8.其中,所述机架上还设置有电路控制系统、人机交互单元以及xyz三轴移动机构,所述焊枪架设在xyz三轴移动机构上随xyz三轴移动机构移动,所述电路控制系统与氩弧焊主机、人机交互单元及xyz三轴移动机构电连接;
9.所述机架上还设置有对刀仪,所述对刀仪与电路控制系统电连接;
10.所述对刀仪上方设置有对针位置,所述钨针在xyz三轴移动机构驱动下自动移动至所述对针位置后对刀仪对钨针的长度进行检测,电路控制系统根据钨针的长度检测结果进行磨损判断并进行显示或报警提示。
11.其中,所述对刀仪上方还设置有换针位置,所述钨针在xyz三轴移动机构驱动下自动移动至所述换针位置后进行人工换针。
12.其中,所述电路控制系统设置有补偿模块,对钨针的磨损尺寸在焊接过程中进行自动补偿。
13.其中,所述电路控制系统包括单片机,与单片机连接的检测电路,驱动电路,人机交互单元通讯电路,数据存储电路,及提供稳定电压的电源电路,人机交互单元通讯电路与人机交互单元电连接;
14.所述xyz三轴移动机构包括xyz轴伺服驱动器及xyz轴位置传感器;
15.所述检测电路包括xyz轴位置检测电路及对刀仪检测电路,所述xyz轴位置检测电路连接xyz轴位置传感器,所述对刀仪检测电路连接所述对刀仪;
16.所述驱动电路包括xyz三轴伺服驱动电路及焊接驱动电路,所述xyz三轴伺服驱动电路连接xyz轴伺服驱动器,所述焊接驱动电路连接所述氩弧焊主机。
17.其中,所述人机交互单元包括触控显示屏,所述触控显示屏对钨针磨损情况进行显示或报警提示。
18.其中,还包括与电路控制系统电连接的报警灯及蜂鸣器,当钨针磨损超过预设范围时,通过报警灯及蜂鸣器进行报警提示。
19.其中,还包括与电路控制系统电连接的自动启动按钮及急停按钮,当钨针磨损超过预设范围时,自动启动按钮无效。
20.本实用新型的自动检测钨针磨损的氩弧焊机,通过设置电路控制系统、人机交互单元、xyz三轴移动机构及对刀仪,对刀仪上方设置有对针位置,钨针在xyz三轴移动机构驱动下自动移动至对针位置,然后对刀仪对钨针的长度进行检测,电路控制系统根据钨针的长度检测结果进行磨损判断并进行显示或报警提示,当钨针磨损超过预设范围时,发出报警提示或进行报警显示,以提示操作人员进行钨针更换。本实用新型的氩弧焊机能够自动检测钨针的磨损程度,一旦达到磨损的标准时,自动报警通过操作人员进行更换,无需人工检测,节省人力,提高了工作效率。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
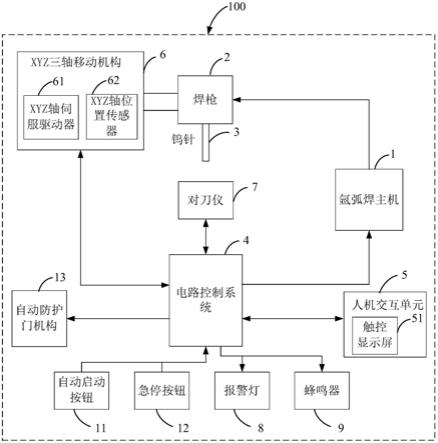
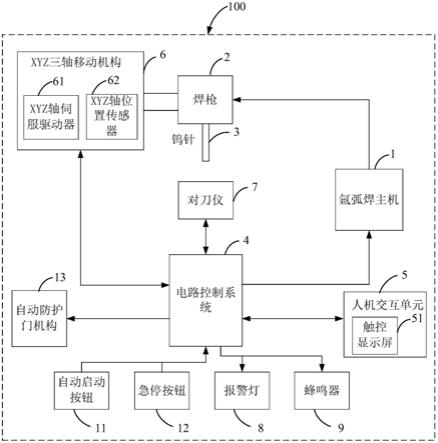
22.图1为本实用新型自动检测钨针磨损的氩弧焊机第一种实施方式的组成原理示意图;
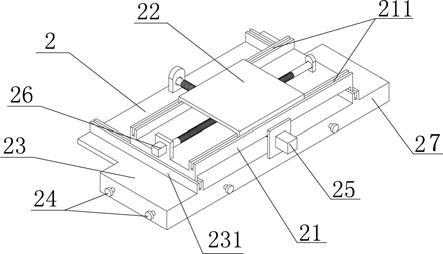
23.图2为本实用新型对刀仪上对针位置及换针位置示意图;
24.图3为本实用新型电路控制系统第一种实施方式的原理示意图;
25.图4为本实用新型电路控制系统中单片机的电路连接示意图;
26.图5为本实用新型电路控制系统中检测电路连接示意图;
27.图6为本实用新型电路控制系统中驱动电路连接示意图;
28.图7为本实用新型电路控制系统中人机交互单元通讯电路连接示意图;
29.图8为本实用新型电路控制系统中据存储电路连接示意图;
30.图9为本实用新型电路控制系统中第一电源电路连接示意图;
31.图10为本实用新型电路控制系统中第二电源电路连接示意图;
32.图11为本实用新型钨针磨损检测步骤第一种实施方式的流程示意图。
33.附图标记说明:
34.100
‑
氩弧焊机,1
‑
氩弧焊主机,2
‑
焊枪,3
‑
钨针,4
‑
电路控制系统,41
‑
单片机,42
‑
检测电路,421
‑
xyz轴位置检测电路,422
‑
对刀仪检测电路,43
‑
驱动电路,431
‑
xyz三轴伺服驱动电路,432
‑
焊接驱动电路,44
‑
人机交互单元通讯电路,45
‑
数据存储电路,46
‑
电源电路,46a
‑
第一电源电路,46b
‑
第二电源电路,5
‑
人机交互单元,51
‑
触控显示屏,6
‑
xyz三轴移动机构,61
‑
xyz轴伺服驱动器,62
‑
xyz轴位置传感器,7
‑
对刀仪,71
‑
对针位置,72
‑
换针位
置,8
‑
报警灯,9
‑
蜂鸣器,11
‑
自动启动按钮,12
‑
急停按钮,13
‑
自动防护门机构。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
37.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
38.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
39.请参考图1和图2,本实用新型提出一种自动检测钨针磨损的氩弧焊机100,包括机架(未示出),设置于机架的氩弧焊主机1,氩弧焊主机1连接有焊枪2,所述焊枪2的末端夹持有钨针3。
40.所述机架上还设置有电路控制系统4、人机交互单元5以及xyz三轴移动机构6,所述焊枪2架设在xyz三轴移动机构6上随xyz三轴移动机构6移动,所述电路控制系统4与氩弧焊主机1、人机交互单元5及xyz三轴移动机构6电连接。
41.本实用新型实施例的xyz三轴移动机构6分别包括x轴移动机构、y轴移动机构、z轴移动机构,均安装在机架上。每一移动机构均包括机械部分和电气部分,机械部分包括导轨及在导轨上的线性移动模组。焊枪2安装在xyz三轴移动机构6上,则焊接2可以实现xyz方向的移动,从而带动钨针3在xyz方向上移动。xyz三轴移动机构6的设置使得本实用新型的氩弧焊机100能进行xyz三轴的自动焊接。
42.所述机架上还设置有对刀仪7,所述对刀仪7与电路控制系统4电连接。
43.所述对刀仪7上方设置有对针位置71,所述钨针3在xyz三轴移动机构6驱动下自动移动至所述对针位置71后对刀仪7对钨针3的长度进行检测,电路控制系统4根据钨针3的长度检测结果进行磨损判断并进行显示或报警提示。
44.对刀仪7具有检测传感器用在数控机床中对刀具进行检测,如检测刀具刀尖的坐标等。本实用新型用对刀仪7对氩弧焊焊枪2上的钨针3当作刀具进行检测。
45.对刀仪7上方的对针位置71是通过电路控制系统4内的控制程序进行预先设置的坐标。本实施例的对针位置71设置在对刀仪7上表面的中心位置。
46.本实用新型的钨针磨损检测可以是人工输入指令如按键进行控制,如电路控制系统4接收到从人机交互单元5输入的钨针磨损测试指令后,xyz三轴移动机构6自动驱动焊枪
2移动,使得钨针3跟随移动至对针位置71,然后对刀仪7对钨针3的长度进行检测并发送至电路控制系统4,电路控制系统4根据钨针3的长度检测结果进行磨损判断并进行显示或报警提示,如钨针没有超过磨损标准时,只在人机交互单元5进行显示,而当钨针超过磨损标准时,在人机交互单元5进行报警显示或通过单独的报警装置进行报警,如报警灯或蜂鸣器等,发出报警后由操作者对钨针3进行手工更换。
47.本实用新型的钨针磨损检测还可以由电路控制系统4自动控制,如每加工10个零件作为一个加工循环,完成一个加工循环后电路控制系统4自动发送钨针磨损测试指令,然后xyz三轴移动机构6自动驱动焊枪2移动,使得钨针3跟随移动至对针位置71,然后对刀仪7对钨针3的长度进行检测并发送至电路控制系统4,电路控制系统4根据钨针3的长度检测结果进行磨损判断并进行显示或报警提示。
48.本实用新型实施例中,钨针3的磨损判断是,当钨针3经过检测后,其磨损后的长度与最初的长度存在一个差值,当这个差值超过预设范围时就进行报警,提示换针。
49.本实用新型通过对刀仪7、xyz三轴移动机构6及电路控制系统4的结合实现钨针3磨损的自动检测,相对与现有技术中通过人工观察检测,大大提高了工作效率,同时节省了人力。
50.优选地,本实用新型的对刀仪7上方还设置有换针位置72,所述钨针3在xyz三轴移动机构6驱动下自动移动至所述换针位置72后进行人工换针。
51.对刀仪7上方的换针位置72是通过电路控制系统4内的控制程序进行预先设置的坐标。本实施例的换针位置72设置在对刀仪7上表面,与对针位置71间隔或者重合。换针位置72的单独设置,使得每次需要根据钨针3时,钨针3自动移动到预定位置即换针位置72,便于操作者进行钨针的更换。无需每换一次针就需要对一次“点焊”的位置。
52.进一步地,本实用新型氩弧焊机100的电路控制系统4设置有补偿模块,对钨针3的磨损尺寸在焊接过程中进行自动补偿。补偿模块由电路控制系统4内的程序控制实现。
53.本实用新型实施例中,当钨针3经过检测后,其磨损的差值没有超出预设范围时,则钨针3本次不更换,进入下一次的加工工序,然后在下一次加工时,将本次检测到的差值自动补偿到零件的焊接位置,达到每一次焊接的时候钨针和零件之间的距离基本保持不变,钨针在焊接中损耗了多少,在程序中就在焊接点自动补偿多少,减少了频繁的换针,同时保证焊接质量。
54.如图3至图10所示,本实用新型氩弧焊机100的电路控制系统4包括单片机41,与单片机41连接的检测电路42,驱动电路43,人机交互单元通讯电路44,数据存储电路45,及提供稳定电压的电源电路46,人机交互单元通讯电路44与人机交互单元5电连接。
55.如图4所示,本实用新型氩弧焊机100的单片机41型号为stm32f103。stm32f103做为主处理器。它本身自带有五个串行口,可以进行多串口通信。stm32f103的外围电路包括标准的8m晶振,和标准的jtag程序烧写接口等,做为单片机的最小系统电路。
56.本实用新型的xyz三轴移动机构6包括xyz轴伺服驱动器61及xyz轴位置传感器62。xyz轴伺服驱动器61分别包括x轴伺服驱动器、y轴伺服驱动器、z轴伺服驱动器,xyz轴位置传感器62分别包括x轴位置传感器、y轴位置传感器、z轴位置传感器。
57.如图3所示,本实用新型氩弧焊机100的检测电路42包括xyz轴位置检测电路421及对刀仪检测电路422,所述xyz轴位置检测电路421连接xyz轴位置传感器62,所述对刀仪检
测电路422连接所述对刀仪7。具体地,如图5所示,xyz轴位置检测电路421包括j3、j6、j7、j8、j10、j13位置传感器接口。作为一种实施方式,其中,j3、j6连接x轴位置传感器,x轴位置传感器获取x轴伺服的零点和终点位置;j7、j8连接y轴位置传感器,y轴位置传感器获取y轴伺服的零点和终点位置;j10、j13连接z轴位置传感器,z轴位置传感器获取z轴伺服的零点和终点位置。位置传感器接口获取的位置信号通过光耦u5、u7传入单片机u9。
58.对刀仪检测电路422包括j22对刀传感器接口,j22接口连接对刀仪7,然后通过光耦u11传入单片机u9。
59.j22接口将对刀仪7检测的数据信号传输至单片机u9,对刀仪7检测的数据信号包括钨针3针尖的长度信号,还包括对针位置71检测信号。
60.对针位置71检测信号具体为,对刀仪7的位置反馈线通过j22输入,然后通过u11,拉低单片机u9的pb14引脚。当单片机的程序检测到pb14为低电平的时候,表示钨针3达到了指定的对针位置71,且对刀仪设置有检测灯,钨针3达到指定的对针位置71时,检测灯亮。
61.如图3所示,本实用新型氩弧焊机100的驱动电路43包括xyz三轴伺服驱动电路431及焊接驱动电路432,所述xyz三轴伺服驱动电路431连接xyz轴伺服驱动器61,所述焊接驱动电路432连接所述氩弧焊主机1。具体地,如图6所示,xyz三轴伺服驱动电路431包括与单片机u9连接的光耦u1、u3、u4以及与u1、u3、u4连接的驱动芯片u12,与驱动芯片u12连接驱动接口j5,j5连接xyz轴伺服驱动器61。
62.xyz三个伺服的前进和后退脉冲信号由单片机u9发出脉冲信号来控制,经过u12功率放大后由j5输出。
63.焊接驱动电路432包括与单片机u9连接的光耦u8以及与u8连接的驱动芯片u10,与驱动芯片u10连接驱动接口j21,j21连接氩弧焊主机1。单片机u9发出脉冲控制信号,经过u10功率放大后由j21输出控制氩弧焊主机1的启动,停止等。
64.本实用新型实施例中,驱动芯片u10、u12的型号均采用unl2004。
65.优选地,本实用新型实施例的人机交互单元5包括触控显示屏51,所述触控显示屏51对钨针磨损情况进行显示或报警提示。触控显示屏51结合输入与显示一体,便于输入及观察。具体地,如图7所示,本实用新型的人机交互单元通讯电路44包括通信芯片u6及通信显示屏接口j29,通信芯片u6通过11、12引脚连接单片机u9,并连接j29接口,j29接口连接触控显示屏51。本实用新型实施例的通信芯片u6型号为max3232。
66.具体地,如图8所示,本实用新型数据存储电路45包括数据存储芯片u2,u2的芯片型号为24c02。
67.本实施例采用iic芯片24c02芯片来存储单片机41设置过程中的一些参数数据,防止设置参数的丢失,且开机后能开快调用以前设置的参数,避免重复操作,提高效率。
68.如图9和图10所示,优选地,本实用新型的电源电路46包括第一电源电路46a和第二电源电路46b。
69.第一电源电路46a经过整流,滤波处理后提供正9v及正5v的稳压电源供各种接口使用。
70.第二电源电路46b经过降压处理后最终提供3.3v稳压电源为单片机41等芯片供电。
71.请继续参考图1,本实用新型的氩弧焊机100还包括与电路控制系统4电连接的报
警灯8及蜂鸣器9,当钨针3磨损超过预设范围时,通过报警灯8及蜂鸣器9进行报警提示。报警灯8及蜂鸣器9能进行声光报警,提醒效果更好。
72.本实用新型的氩弧焊机100还包括与电路控制系统4电连接的自动启动按钮11及急停按钮12,当钨针3磨损超过预设范围时,自动启动按钮11无效。自动启动按钮11用于自动化的焊接加工,且焊接过程自己进行钨针磨损检测。急停按钮12则用于紧急停车。
73.优选地,本实用新型氩弧焊机100的机架上还设置自动防护门机构13(未示出)与电路控制系统4电连接。自动防护门机构13包括防护门及自动开合机构。自动防护门机构13能将焊接加工放置在一个封闭的机箱里面进行的,减少了氩弧焊对员工的身体健康的伤害。
74.如图11所示,本实用新型自动检测钨针磨损的氩弧焊机100对钨针磨损检测具体包括如下步骤:
75.s10,电路控制系统4接收到测试指令后,xyz三轴移动机构6驱动焊枪2移动至对刀仪7上方,使得钨针3移动至对针位置71。
76.本实用新型的方法中,所述测试指令由人工从人机交互单元5输入或由电路控制系统4自动生成;
77.所述测试指令由电路控制系统自动生成具体为:每焊接完成一个循环之后,自动执行所述测试指令,然后xyz三轴移动机构6驱动焊枪2自动移动至对刀仪7上方,使得钨针3移动至对针位置71进行磨损检测。
78.s20,电路控制系统4检测到钨针3移动至对针位置71后,对刀仪7检测此时钨针3针尖的长度,并发送至电路控制系统4。
79.本实用新型的电路控制系统4设置有检测电路对钨针3是否到达对针位置71进行检测,具体为,当钨针3到达对刀仪7上的对针位置71时,电路控制系统4得到一个电平输入信号,并使得对刀仪上的检测灯亮。
80.对刀仪7检测钨针3针尖的长度,可通过检测针尖的坐标计算获得。
81.s30,电路控制系统4根据钨针3针尖的检测长度与预设长度进行对比,两者的差值超过预设范围时进行磨损报警提示,并进入步骤s40,两者的差值在预设范围内时则进入步骤s70。
82.s40,电路控制系统4接收到换针指令后,xyz三轴移动机构6驱动焊枪2移动至对刀仪7上方的,然后进行人工换针。
83.换针指令同样可以人工输入或者电路控制系统4自动生成。当步骤s30中的对比结果是钨针磨损超过预设范围并进行报警提示后,等待接地换针指令,如果不换针则不能进行后续的焊接加工。
84.s50,人工换针完成后,电路控制系统4接收输入的对针指令,xyz三轴移动机构6驱动钨针3移动至对刀仪7上方的对针位置71。
85.检测步骤中对针指令也可以人工输入或者电路控制系统4自动生成。
86.人工输入即在人工换针完成后,操作者从人机交互单元5输入对针指令。
87.电路控制系统4自动生成则是可以通过设置钨针换针检测装置,当检测到换针完成后自动生成对针指令进行自动对针。
88.s60,电路控制系统4检测到钨针3移动至对针位置71后,对此时钨针3针尖的位置
进行归零。
89.s70,钨针3对针并归零完成后,等待进入加工工序。
90.优选地,本实用新型的电路控制系统4通过程序在触控显示屏51显示有控制按键,包括:“换针位置”、“对针归零”、“换针测试”。
91.本实用新型的氩弧焊机100在第一次调试的时候,需要人工输入对针位置71的x,y,z轴座标值,在针尖露出的长度确定后之后,这三个座标以后就可以不再需要更改。
92.在手动模式下:
93.当操作者在需要换针的时候,按一下触控显示屏51的“换针位置”按纽,即可将钨针3移动到对刀仪7的上方位置,然后操作者松开焊枪2的夹紧钨针3的旋钮,并且将钨针3的针尖紧贴在对刀仪7的上表面,然后拧紧固定钨针3的螺丝,整个换针的过程完成了。
94.新的钨针更换完成后,操作者只需要触控显示屏51的“对针归零”按纽,氩弧焊机100即可自动完成对钨针3的位置检测,并进行自动归零功能。先是钨针3自动移动,并且移动靠近对针位置71,直到对刀仪7的红灯亮,表示到达对针位置。程序自动记录此时的位置做为钨针3的零点位置,并显示从换针时的位置到灯亮时位置即对针位置71的距离。
95.当氩弧焊机100加工一段时间后,如果操作者想检测钨针的磨损程度,则,操作者只需要触控显示屏51的“换针测试”按纽,即可将钨针3移动到对刀仪7的上方的对针位置,然后对钨针的针尖进行检测。
96.上述的“换针位置”、“对针归零”、“换针测试”的功能实现也可在自动模式下,即本实用新型的氩弧焊机100启用了自动启动按钮11后全流程自动化,无需人工干预。
97.本实用新型的步骤中,所述对刀仪7的上方还设置有换针位置72,电路控制系统4接收到换针指令后,xyz三轴移动机构6驱动焊枪2移动至对刀仪7上方的换针位置72以进行人工换针。本实用新型单独设置换针位置72,使得每次需要根据钨针3时,钨针3自动移动到预定位置即换针位置72,便于操作者进行钨针的更换。
98.进一步地,本实用新型的步骤中,在步骤s30中当钨针3针尖的检测长度与预设长度进行对比,两者的差值在预设范围内时,在加工工序中电路控制系统4根据所述差值在焊接过程中进行自动补偿。
99.本实用新型步骤中,当钨针3经过检测后,其磨损的差值没有超出预设范围时,则钨针3本次不更换,进入下一次的加工工序,然后在下一次加工时,将本次检测到的差值自动补偿到零件的焊接位置,达到每一次焊接的时候钨针和零件之间的距离基本保持不变,钨针在焊接中损耗了多少,在程序中就在焊接点自动补偿多少,可以减少钨针的频繁更换,同时又能保证焊接质量。
100.本实用新型实施例提出的自动检测钨针磨损的氩弧焊机,通过设置电路控制系统、人机交互单元、xyz三轴移动机构及对刀仪,对刀仪上方设置有对针位置,钨针在xyz三轴移动机构驱动下自动移动至对针位置,然后对刀仪对钨针的长度进行检测,电路控制系统根据钨针的长度检测结果进行磨损判断并进行显示或报警提示,当钨针磨损超过预设范围时,发出报警提示或进行报警显示,以提示操作人员进行钨针更换。本实用新型的氩弧焊机能够自动检测钨针的磨损程度,一旦达到磨损的标准时,自动报警通过操作人员进行更换,无需人工检测,节省人力,提高了工作效率。
101.以上所述仅为清楚地说明本实用新型所作的举例,并非因此限制本实用新型的专
利范围,这里无法对所有的实施方式予以穷举,凡是在本实用新型的构思下,利用本实用新型技术方案中的内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。