1.本实用新型涉及消声技术领域,特别地,涉及一种消声筒的焊接装置。
背景技术:
2.消声筒正常通过在直板上开孔,然后再将直板经过卷筒机进行卷筒,从而使得卷筒的两个趋于贴合的两个端部之间形成焊缝,最后对卷筒上的焊缝进行焊接,从而完成消声筒的制作。在需要对焊缝进行焊接时,传统的手工焊接在工厂内基本上已经淘汰,现在的厂家通常使用自动焊接装置,通过焊枪上的焊头与焊缝对位,再由焊枪对焊缝进行焊接,但是,在调节焊缝时,需要多次转动消声筒上焊缝的位置才能与焊枪上的焊头对位,调节较麻烦,导致加工时间较长。
技术实现要素:
3.基于此,有必要提供一种调节较简单的消声筒的焊接装置。
4.本实用新型解决其技术问题所采用的技术方案是:一种消声筒的焊接装置,用于对消声筒的焊缝进行焊接,所述消声筒的焊接装置包括支撑架、具有凹槽的基座以及设置在所述支撑架上的基准组件和焊接组件,所述消声筒可活动地设置在所述凹槽内,,所述消声筒的中轴线与所述凹槽的中轴线相重合,所述基准组件包括可滑动地设置在所述支撑架上的支架、可拆卸地设置在所述支架上的基准线以及一端穿过所述支撑架后与所述支架螺纹连接的锁止件,所述锁止件与所述支撑架相抵持,所述焊接组件包括焊枪,所述焊枪沿所述消声筒的焊缝的长度方向可滑动地设置在所述支撑架上,所述焊枪的对称平面与所述消声筒的对称平面共面,所述基准线位于所述所述消声筒的对称平面上。
5.进一步地,所述支撑架上开设有滑槽,所述滑槽具有两个,两个所述滑槽相对设置,所述支架可滑动地设置在所述滑槽内。
6.进一步地,所述支架上设置有安装环,所述基准线的端部系在所述安装环上。
7.进一步地,所述锁止件可滑动地设置在所述支撑架上,所述支撑架上开设有穿槽,所述穿槽与所述滑槽相连通,所述锁止件的一端穿过所述穿槽后与所述支架螺纹连接。
8.进一步地,所述穿槽的槽宽尺寸小于所述滑槽的槽宽尺寸。
9.进一步地,所述支撑架包括第一支撑板、第二支撑板以及横板,所述第一支撑板和所述第二支撑板相对设置,所述横板设置在所述第一支撑板和所述第二支撑板之间。
10.进一步地,所述基座上设置有驱动气缸,所述驱动气缸具有两个,两个所述驱动气缸相对设置,所述驱动气缸能够对所述消声筒的径向进行限定。
11.进一步地,所述驱动气缸的动力输出端设有与所述消声筒相匹配的压板,所述压板为弧形状结构。
12.进一步地,所述锁止件为螺栓。
13.本实用新型的有益效果是:本实用新型提供的消声筒的焊接装置,首先将消声筒放置在基座上,然后将基准线安装在支架上,向下移动锁止件,从而带动支架向下移动,直
至基准线刚接触消声筒的外表面时,转动锁止件,使得锁止件与支撑架相抵持,利用锁止件与支撑架之间的抵持力,从而能够使得支架相对支撑架固定,转动消声筒使得消声筒的两个趋于贴合的两个端部与基准线相重合,最后使用焊枪对消声筒的焊缝进行焊接,通过设置基准线,从而不需要多次转动消声筒上焊缝的位置,即可快速使得消声筒上焊缝与焊枪上的焊头对位,调节较简单,加工时间较短。
附图说明
14.下面结合附图和实施例对本实用新型作进一步说明。
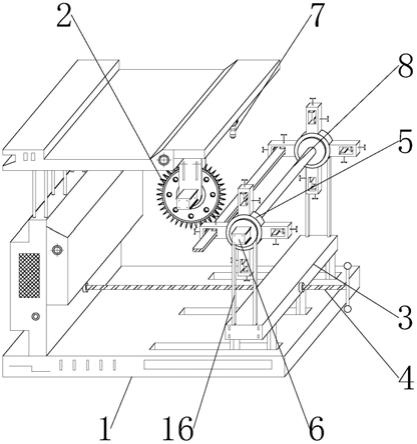
15.图1是本实用新型的消声筒的焊接装置的结构示意图;
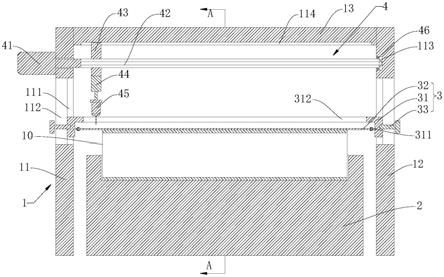
16.图2是图1所示消声筒的焊接装置中沿a
‑
a的剖视图;
17.图3是图2所示消声筒的焊接装置中消声筒与基准线的另一状态的结构示意图。
18.图中零部件名称及其编号分别为:
19.支撑架1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一支撑板11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二支撑板12
20.横板13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滑槽111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
穿槽112
21.转动槽113
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导槽114
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基座2
22.凹槽21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
驱动气缸22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基准组件3
23.支架31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装环311
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基准线32
24.锁止件33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
焊接组件4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
驱动电机41
25.螺柱42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滑块43
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
气缸44
26.焊枪45
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轴承46
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
避让槽312
27.压板221
具体实施方式
28.现在结合附图对本实用新型作详细的说明。此图为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
29.请参阅图1至图3,本实用新型提供了一种消声筒的焊接装置,用于对消声筒10两端的连接处进行焊接,所述消声筒的焊接装置包括支撑架1、基座2、基准组件3以及焊接组件4,基准组件3和焊接组件4均设置在支撑架1上,基准组件3位于基座2的上方,焊接组件4位于基准组件3的上方。
30.支撑架1包括第一支撑板11、第二支撑板12以及横板13,第一支撑板11和第二支撑板12相对设置,横板13设置在第一支撑板11和第二支撑板12之间。
31.基座2设置在第一支撑板11和第二支撑板12之间,基座2大致呈方型状结构,基座2的顶部向内凹陷形成有凹槽21,凹槽21的截面为半圆状结构,消声筒10可活动地设置在凹槽21内,从而能够对消声筒10的轴向进行限定。
32.进一步地,基座2上设置有驱动气缸22,驱动气缸22具有两个,两个驱动气缸22相对设置,启动驱动气缸22,两个驱动气缸22能够对消声筒10的径向进行限定。在本实施方式中,驱动气缸22的动力输出端的一端设有与消声筒10相匹配的压板221,压板221为弧形状结构,进一步地,为了减少压板221对消声筒10造成伤害,压板221靠近消声筒10的一侧设置有硅胶(图未示出)。
33.基准组件3包括支架31、基准线32以及锁止件33,支架31可滑动地设置在支撑架1上,可以理解地,支撑架1上开设有滑槽111,滑槽111具有两个,两个滑槽111相对设置,其中一个滑槽111设置在第一支撑板11上,另外一个滑槽111设置在第二支撑板12上,支架31可滑动地设置在滑槽111内,支架31可沿滑槽111的延伸方向上下滑动。基准线32可拆卸地设置在支架31上,基准线32的颜色与消声筒10的颜色相异,在本实施方式中,基准线32为绳子。进一步地,支架31上设置有安装环311,基准线32的端部系在安装环311上。
34.锁止件33可滑动地设置在支撑架1上,支撑架1上开设有穿槽112,穿槽112与滑槽111相连通,穿槽112的槽宽尺寸小于滑槽111的槽宽尺寸,锁止件33的一端穿过穿槽112后与支架31螺纹连接。设置锁止件33,锁止件33与支撑架1相抵持,利用锁止件33与支撑架1之间的抵持力,从而能够使得支架31相对支撑架1固定。在本实施方式中,锁止件33为螺栓。使用时,首先将基准线32安装在安装环311上,向下移动锁止件33,从而带动支架31向下移动,直至基准线32刚接触消声筒10的外表面时,停止锁止件33向下移动,转动锁止件33,使得锁止件33与支撑架1相抵持,利用锁止件33与支撑架1之间的抵持力,从而能够使得支架31相对支撑架1固定,从而能够适应不同尺寸的消音筒10。
35.焊接组件4包括驱动电机41、螺柱42、滑块43、气缸44以及焊枪45,驱动电机41设置在支撑架1上,螺柱42与驱动电机41的输出轴固定连接,螺柱42远离驱动电机41的一端伸入至支撑架1内,支撑架1上开设有可供螺柱42伸入的转动槽113,转动槽113内设置有轴承46,轴承46能够使得螺柱42转动得更加顺滑。滑块43套设在螺柱42上,且滑块43与支撑架1可滑动连接,可以理解地,支撑架1上开设有导槽114,导槽114与滑块43相配合,滑块43可沿导槽114的延伸方向左右滑动。设置导槽114,从而能够使得滑块43在螺柱42转动时不会随着螺柱42的转动而转动,而是随着螺柱42的转动下沿导槽114的延伸方向左右滑动。在本实施方式中,导槽114设置在横板13上。气缸44与滑块43固定连接,焊枪45与气缸44的动力输出端固定连接,气缸44能够使得焊枪45上下移动。
36.进一步地,焊枪45的焊头与消声筒10的焊缝相对应,同时,焊枪45的对称平面与消声筒10的对称平面共面,基准线32位于消声筒10的对称平面上。具体地,凹槽21与消声筒10相匹配,则消声筒10的中轴线与凹槽21的中轴线相重合,当消声筒10放置在凹槽21内时,在基准线32由上至下移动后直至基准线32与消声筒10刚接触时,基准线32与消声筒10的最顶部接触。
37.使用时,若基准线32与消声筒10的焊缝处于不重合状态(例如图3所示),将消声筒10逆时针转动一定角度使得基准线32与消声筒10的焊缝处于重合状态(例如图2所示)。
38.进一步地,所述支架31上开设有避让槽312,因支架31与焊枪45同轴设置,设置避让槽312能够使得焊枪45在上下移动时不会对支架31造成干扰,进而能够使得焊枪45穿过避让槽312后对消声筒10进行焊接。
39.使用时,首先将消声筒10放置在基座2上的凹槽21内,凹槽21能够对消声筒10的轴向进行限定,然后将基准线32安装在安装环311上,向下移动锁止件33,从而带动支架31向下移动,直至基准线32刚接触消声筒10的外表面时,停止锁止件33向下移动,转动锁止件33,使得锁止件33与支撑架1相抵持,利用锁止件33与支撑架1之间的抵持力,从而能够使得支架31相对支撑架1固定,转动消声筒10使得消声筒10的两个趋于贴合的两个端部与基准线32相重合,将基准线32从安装环311上拆除,启动所述驱动气缸22,驱动气缸22对消声筒
10的径向进行限定,最后,启动气缸44,从而将焊枪45向下移动,直至焊枪45与消声筒10的两个趋于贴合的两个端部相抵持后,停止焊枪45继续向下移动,启动驱动电机41,从而使得螺柱42转动,进而带动滑块43沿导槽114的延伸方向向右滑动,进而使得焊枪45对消声筒10进行焊接。
40.本实用新型提供的消声筒的焊接装置,首先将消声筒10放置在基座2上,然后将基准线32安装在支架31上,向下移动锁止件33,从而带动支架31向下移动,直至基准线32刚接触消声筒10的外表面时,转动锁止件33,使得锁止件33与支撑架1相抵持,利用锁止件33与支撑架1之间的抵持力,从而能够使得支架31相对支撑架1固定,转动消声筒10使得消声筒10的两个趋于贴合的两个端部与基准线32相重合,最后使用焊枪45对消声筒10的焊缝进行焊接,通过设置基准线32,从而不需要多次转动消声筒10上焊缝的位置,即可快速使得消声筒10上焊缝与焊枪45上的焊头对位,调节较简单,加工时间较短。
41.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关的工作人员完全可以在不偏离本实用新型的范围内,进行多样的变更以及修改。本项实用新型的技术范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。