1.本实用新型涉及水泵加工技术领域,具体涉及一种用于在水泵上加工一体式暖水管的加工中心组合式刀具。
背景技术:
2.汽车水泵用于把发动机缸体水道内的热水泵出,同时把冷水泵入发动机缸体水道。现有的暖水管通常作为独立零部件单独安装到水泵壳体上,不仅存在零部件匹配问题,而且长期使用以后存在刺漏风险,工作寿命不能满足用户需求。
3.因此,申请人计划将暖水管一体成型在水泵壳体上。但是,现有工艺并不能很好地将暖水管一体铸造在水泵壳体上,尤其不能精确加工出暖水管用于辅助密封和连接的张紧凸缘、用于连接水管的暖水管光滑外壁以及用于配合密封和定位的限位凸台型面。
4.若在水泵壳体上先一体成型暖水管胚体,则后续还需要对暖水管胚体进行再加工,以达到使用标准。但是,若按照现有技术采用车床加工暖水管胚体,不仅由于水泵壳体的异形结构,导致无法按需求可靠夹持定位水泵壳体(通常对暖水管胚体的朝向有严格要求),影响加工精度;而且由于车床加工自由度限制,以及水泵壳体表面的结构复杂,暖水管胚体与水泵壳体之间存在狭窄空间,导致车床难以下刀,不但严重影响了加工效率,还限制了暖水管位置和结构的设计。
5.为解决以上问题,申请人创造性地提出采用数控加工中心加工暖水管胚体,但是现有的加工中心刀具难以满足要求,故急需设计一款全新的加工中心组合式刀具。
技术实现要素:
6.为解决以上的技术问题,本实用新型提供了一种用于在水泵上加工一体式暖水管的加工中心组合式刀具。
7.其技术方案如下:
8.一种用于在水泵上加工一体式暖水管的加工中心组合式刀具,其要点在于,包括刀柄以及一体成型在刀柄外端的刀头,所述刀头远离刀柄的一端端面凹陷形成有呈圆柱体结构的加工型腔,该加工型腔腔壁的底部沿周向设置有若干凸缘切削刃,所述加工型腔腔壁的中部沿周向设置有若干外壁切削刃,所述加工型腔腔壁的上部沿周向设置有若干多功能切削刃;
9.各多功能切削刃远离加工型腔腔底的一端均具有凸出于刀头端面的限位凸台端面刃口,各多功能切削刃沿刀头径向向内凸出于加工型腔腔壁的侧缘具有管壁上段刃口;
10.各凸缘切削刃沿刀头径向向内凸出于加工型腔腔壁的侧缘具有张紧凸缘刃口和管壁下段刃口,所述张紧凸缘刃口位于管壁下段刃口靠近加工型腔腔底的一端;
11.各外壁切削刃沿刀头径向向内凸出于加工型腔腔壁的侧缘具有管壁中段刃口;
12.各管壁上段刃口、管壁中段刃口和管壁下段刃口均为直线结构,且凸出高度相同,各张紧凸缘刃口均为沿刀头径向向外凹陷的弧线结构。
13.作为优选:所述凸缘切削刃共有四个,四个凸缘切削刃呈十字分布,任意两个相对的凸缘切削刃的张紧凸缘刃口结构一致,且其中两个相对的张紧凸缘刃口的凹陷深度大于另外两个相对的张紧凸缘刃口的凹陷深度。采用以上结构,凹陷深度较大的两个相对设置的张紧凸缘刃口为粗加工刃口,凹陷深度较小的两个相对设置的张紧凸缘刃口为精加工刃口,通过这样的设计,粗加工刃口能够分担精加工刃口的切削压力,不仅对精加工刃口起到有效的保护,而且能够有效提升切削效率,同时即使粗加工刃口出现磨损,只要精加工刃口完好,也不会影响组合式刀具的使用,有效延长了组合式刀具的维保周期和更换频率。
14.作为优选:所述凸缘切削刃沿刀头径向向内凸出于加工型腔腔壁的侧缘均具有向内凸出的定位凸起,所述定位凸起位于张紧凸缘刃口远离管壁下段刃口的一端,该定位凸起靠近张紧凸缘刃口的一侧表面自张紧凸缘刃口的端部向外朝靠近加工型腔腔底的方向倾斜。采用以上结构,通过倾斜设计对暖水管胚体起到避让效果,减小摩擦,提升切削效率。
15.作为优选:所述定位凸起靠近张紧凸缘刃口一侧表面的倾斜角度为5
°
。采用以上结构,不仅能够起到避让效果,而且能够更加可靠地支撑定位暖水管胚体,保证加工的稳定性,减小工差。
16.作为优选:所述张紧凸缘刃口与定位凸起之间倒有圆角,所述管壁下段刃口与张紧凸缘刃口之间倒有圆角。采用以上结构,使产品表面的过渡位置更加圆滑,便于装配。
17.作为优选:所述外壁切削刃共有两个,两个外壁切削刃相对设置,所述多功能切削刃共有两个,两个多功能切削刃相对设置,两个外壁切削刃与两个多功能切削刃在空间上呈十字分布。采用以上结构,能够有效提升加工效率,同时兼顾组合式刀具的加工难度和制造成本。
18.作为优选:所述加工型腔的腔壁上开设有若干贯穿至刀头外壁的排屑口,各凸缘切削刃、外壁切削刃和多功能切削刃分别设置在对应排屑口的内侧。采用以上结构,能够高效地进行排屑,提升加工效率。
19.作为优选:所述管壁中段刃口上端的投影与管壁上段刃口部分重合,所述管壁中段刃口下端的投影与与管壁下段刃口部分重合。采用以上结构,避免出现接缝和毛刺,使暖水管外壁更加光滑。
20.与现有技术相比,本实用新型的有益效果:
21.采用以上技术方案的用于在水泵上加工一体式暖水管的加工中心组合式刀具,通过组合式刀具不同轴地在暖水管胚体上转动,使组合式刀具原位转动就能一次成型暖水管的暖水管外壁、张紧凸缘的外周面以及限位凸台靠近张紧凸缘的一侧侧壁这些精细结构,组合式刀具加工过程中完全不需要换位,不仅极大提高了加工效率,而且极大提高了加工精度,产品一致性好,工差小,解决了一体式暖水管的加工难题,同时,相比单一刃口切削加工,采用管壁上段刃口和管壁下段刃口共同辅助管壁中段刃口切削成型暖水管外壁,大大降低了切削难度,不仅延长了刃口的寿命,而且提升了切削效率。
附图说明
22.图1为一体式暖水管加工方法的流程图;
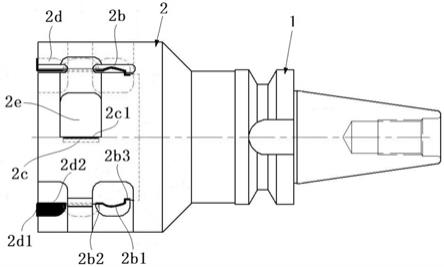
23.图2为组合式刀具的结构示意图;
24.图3为四个凸缘切削刃的安装位置示意图;
25.图4为水泵壳体的结构示意图;
26.图5为水泵壳体在暖水管位置的局部剖视图。
具体实施方式
27.以下结合实施例和附图对本实用新型作进一步说明。
28.如图1、图2、图4和图5所示,一种水泵一体式暖水管加工方法,按照以下步骤进行:
29.s1、在水泵壳体a上一体成型有暖水管胚体,优选采用铸造的方式,也可以采用其它常见工艺。
30.s2、将水泵壳体a夹持固定在加工中心的夹具上,并将组合式刀具安装到加工中心的主轴上。由于加工中心具有多自由度的特性,夹持水泵壳体a时,无需像车床那样要求暖水管胚体必须朝着特定的方向,因此,加工中心的夹具只要满足能够可靠夹持水泵壳体a即可,大大简化了夹具的设计,提高了夹具的通用性,降低了夹具成本。
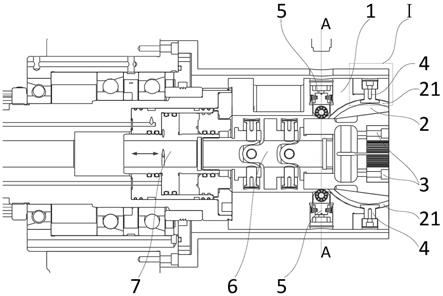
31.s3、驱使组合式刀具的刀头2套在暖水管胚体上,使暖水管胚体嵌入刀头2中,且刀头2的转动轴线与暖水管胚体的中心轴线平行。
32.s4、驱使组合式刀具转动,将暖水管胚体加工成暖水管a1,通过组合式刀具不同轴地在暖水管胚体上转动,使组合式刀具原位转动就能一次成型暖水管a1的精细结构。
33.s5、驱使组合式刀具的刀头2与暖水管a1分离,并将水泵壳体a从加工中心的夹具上取下。
34.需要指出的是,暖水管a1的外周面上具有限位凸台a13和张紧凸缘a11,限位凸台a13靠近张紧凸缘a11的一侧侧壁呈平面结构,张紧凸缘a11的外周面呈弧形结构,限位凸台a13和张紧凸缘a11之间的暖水管外壁a12呈圆筒形结构,组合式刀具通过原位转动一次成型暖水管外壁a12、张紧凸缘a11的外周面以及限位凸台a13靠近张紧凸缘a11的一侧侧壁。
35.请参见图2
‑
图5,一种组合式刀具,包括刀柄1以及一体成型在刀柄1外端的刀头2,刀头2为圆筒形结构,刀头2远离刀柄1的一端端面凹陷形成有呈圆柱体结构的加工型腔2a,加工型腔2a腔壁的底部沿周向设置有若干凸缘切削刃2b,加工型腔2a腔壁的中部沿周向设置有若干外壁切削刃2c,加工型腔2a腔壁的上部沿周向设置有若干多功能切削刃2d。
36.各多功能切削刃2d远离加工型腔2a腔底的一端均具有凸出于刀头2端面的限位凸台端面刃口2d1,限位凸台端面刃口2d1用于成型限位凸台a13靠近张紧凸缘a11的一侧侧壁,各多功能切削刃2d沿刀头2径向向内凸出于加工型腔2a腔壁的侧缘具有管壁上段刃口2d2。
37.各凸缘切削刃2b沿刀头2径向向内凸出于加工型腔2a腔壁的侧缘具有张紧凸缘刃口2b1和管壁下段刃口2b2,张紧凸缘刃口2b1位于管壁下段刃口2b2靠近加工型腔2a腔底的一端。具体地说,凸缘切削刃2b共有四个,四个凸缘切削刃2b呈十字分布,任意两个相对的凸缘切削刃2b的张紧凸缘刃口2b1结构一致,且其中两个相对的张紧凸缘刃口2b1的凹陷深度大于另外两个相对的张紧凸缘刃口2b1的凹陷深度。因此,凹陷深度较大的两个相对设置的张紧凸缘刃口2b1为粗加工刃口,凹陷深度较小的两个相对设置的张紧凸缘刃口2b1为精加工刃口,通过这样的设计,粗加工刃口能够分担精加工刃口的切削压力,不仅对精加工刃口起到有效的保护,而且能够有效提升切削效率,同时即使粗加工刃口出现磨损,只要精加工刃口完好,也不会影响组合式刀具的使用,有效延长了组合式刀具的维保周期和更换频
率。
38.进一步地,凸缘切削刃2b沿刀头2径向向内凸出于加工型腔2a腔壁的侧缘均具有向内凸出的定位凸起2b3,定位凸起2b3位于张紧凸缘刃口2b1远离管壁下段刃口2b2的一端,定位凸起2b3靠近张紧凸缘刃口2b1的一侧表面自张紧凸缘刃口2b1的端部向外朝靠近加工型腔2a腔底的方向倾斜。本实施例中,定位凸起2b3靠近张紧凸缘刃口2b1一侧表面的倾斜角度优选为5
°
,不仅能够起到避让效果,减小摩擦,提升切削效率,而且能够更加可靠地支撑定位暖水管胚体,保证加工的稳定性,减小工差。
39.各外壁切削刃2c沿刀头2径向向内凸出于加工型腔2a腔壁的侧缘具有管壁中段刃口2c1。
40.各管壁上段刃口2d2、管壁中段刃口2c1和管壁下段刃口2b2均为直线结构,且凸出高度相同,以共同成型暖水管外壁a12,各张紧凸缘刃口2b1均为沿刀头2径向向外凹陷的弧线结构,并用于成型张紧凸缘a11的外周面。
41.其中,外壁切削刃2c共有两个,两个外壁切削刃2c相对设置,多功能切削刃2d共有两个,两个多功能切削刃2d相对设置,两个外壁切削刃2c与两个多功能切削刃2d在空间上呈十字分布,能够有效提升加工效率,同时兼顾组合式刀具的加工难度和制造成本。并且,管壁中段刃口2c1上端的投影与管壁上段刃口2d2部分重合,管壁中段刃口2c1下端的投影与与管壁下段刃口2b2部分重合,避免出现接缝和毛刺,使暖水管外壁更加光滑。
42.进一步地,张紧凸缘刃口2b1与定位凸起2b3之间倒有圆角,其弧面半径优选为0.5mm,管壁下段刃口2b2与张紧凸缘刃口2b1之间倒有圆角,其弧面半径优选为2mm。过渡更加平滑,更加易于装配
43.进一步地,加工型腔2a的腔壁上开设有若干贯穿至刀头2外壁的排屑口2e,各凸缘切削刃2b、外壁切削刃2c和多功能切削刃2d分别设置在对应排屑口2e的内侧,能够高效地进行排屑,提升加工效率。
44.最后需要说明的是,上述描述仅仅为本实用新型的优选实施例,本领域的普通技术人员在本实用新型的启示下,在不违背本实用新型宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。