1.本发明涉及液压控制系统的技术领域,特别是涉及一种金属屑成型机液压控制系统。
背景技术:
2.目前,较大吨位的金属屑成型机的液压系统大多采用滑阀控制系统,其滑阀液压控制系统体积大、流量小,且结构复杂,油液泄漏严重,在长期大负荷的情况下工作,会出现力不从心的现象,动作响应慢,容易受到液压冲击,故障率高,导致动作不可靠,且生产效率较低。
技术实现要素:
3.本发明的目的是提供一种金属屑成型机液压控制系统,以解决上述现有技术存在的问题,使大吨位设备的液压控制系统集成化、体积小,不漏液、故障率低,有效提高生产效率。
4.为实现上述目的,本发明提供了如下方案:
5.本发明提供了一种金属屑成型机液压控制系统,包括液压驱动机构、泵头阀组集成模块、主缸阀组集成模块、辅助阀组集成模块和油箱,所述油箱上设置有若干组所述液压驱动机构,每个所述液压驱动机构均通过管路与所述泵头阀组集成模块连接,所述泵头阀组集成模块用于调节所述液压驱动机构的油压,所述泵头阀组集成模块通过所述主缸阀组集成模块与金属屑成型机的主缸的油腔连通,所述泵头阀组集成模块分别通过一所述辅助阀组集成模块与所述金属屑成型机的送料缸和挡板缸的油腔连通。
6.优选的,所述液压驱动机构包括电机和液压泵,所述电机连接所述液压泵;所述电机为伺服电机,所述液压泵为双联叶片泵且排量分别为120ml/r和100ml/r。
7.优选的,所述泵头阀组集成模块包括若干个调压阀组、单向插装阀和一个泄压阀组,所述调压阀组包括两个节流插装阀,每个节流插装阀连通一个双联叶片泵的两个出油口,所述节流插装阀的出油端分别通过一所述单向插装阀与供油管连通、回油端与所述油箱连通,所述供油管的末端通过所述泄压阀组连通所述油箱。
8.优选的,所述泄压阀组包括带节流杆的插装阀和电磁阀,所述带节流杆的插装阀的先导阀为所述电磁阀,所述电磁阀为二位四通电磁阀;所述节流插装阀包括依次连通的带节流杆的插装阀、溢流阀和电磁阀,所述带节流功能的插装阀与所述双联叶片泵连通的管路上设置有压力传感器和测压接口,所述电磁阀为二位四通电磁阀。
9.优选的,所述主缸阀组集成模块包括防反向开启的插装阀组、所述泄压阀组、差动插装阀组、保压插装阀组和带节流杆的溢流插装阀组,所述主缸的两个油缸进油时分别通过所述防反向开启的插装阀组和所述差动插装阀组与所述供油管连通,所述差动插装阀组与所述主缸的杆腔之间设置有所述保压插装阀组,所述主缸的两个油缸回油时分别通过所述泄压阀组和所述带节流杆的溢流插装阀组与所述油箱连通。
10.优选的,所述主缸的活塞腔上设置有一补油管,所述补油管上设置有一充液阀,所述充液阀与所述供油管之间的管路上设置一二位四通电磁阀,所述油箱或所述差动插装阀组能够通过所述二位四通电磁阀与所述补油管连通;所述主缸的杆腔回油时通过所述保压插装阀组和所述带节流杆的溢流插装阀组与所述油箱连通,所述保压插装阀组通过一安全阀与所述油箱连通;所述活塞腔与所述防反向开启的插装阀组之间的管路上设置有压力继电器和压力表,所述压力继电器与所述电机电连接。
11.优选的,所述防反向开启的插装阀组包括依次连通的带节流杆的插装阀、梭阀和电磁阀;所述差动插装阀组包括依次连通的带节流杆的插装阀、电磁阀和梭阀;所述保压插装阀组包括依次连通的带节流杆的插装阀和电磁阀;所述带节流杆的溢流插装阀组包括依次连通的带节流杆的插装阀、两个溢流阀和电磁阀;所述电磁阀均为二位四通电磁阀。
12.优选的,所述辅助阀组集成模块包括两个防反向开启的插装阀组、一个所述带节流杆的溢流插装阀组和一个预泄插装阀组,所述送料缸或所述挡板缸的两个油缸进油时分别通过一个所述防反向开启的插装阀组与所述供油管连通,所述送料缸或所述挡板缸的两个油缸回油时分别通过所述带节流杆的溢流插装阀组和所述预泄插装阀组与所述油箱连通。
13.优选的,所述预泄插装阀组包括依次连通单向插板阀、溢流阀、电磁阀和节流阀,所述单向插板阀通过所述带节流杆的溢流插装阀组与所述油箱连通。
14.优选的,所述油箱上设置有温度传感器、温度控制器、液位继电器和空气滤清器,所述温度控制器分别与所述温度传感器、油冷机电连接,所述油冷机的进油管上依次设置有截止阀和挠性接头、回油管上并联有两个过滤器;所述液位继电器与所述电机电连接。
15.本发明相对于现有技术取得了以下技术效果:
16.本发明提供了一种插装阀式液压控制系统,采用插装阀与集成液压控制系统结合,高度集成阀组模块,结构简单、体积小,实现大流量通径,回油阻力较小,使液压控制系统的压力损失小,密封性能和可靠性好,降低了故障率,工作稳定可靠,具有高效率和节约能耗,降低设备造价,操作控制精确简便,有效提高了生产效率,可广泛用于较大金属屑成型设备上。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
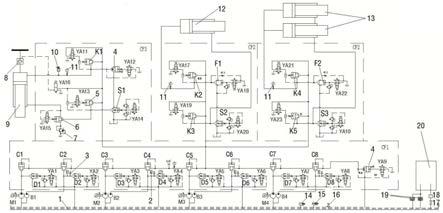
18.图1为本发明金属屑成型机液压控制系统的原理示意图;
19.图2为本发明金属屑成型机液压控制系统的结构示意图一;
20.图3为本发明金属屑成型机液压控制系统的结构示意图二;
21.图4为本发明金属屑成型机液压控制系统的结构示意图三;
22.图5为本发明金属屑成型机液压控制系统的结构示意图四;
23.图6为本发明金属屑成型机液压控制系统的结构示意图五;
24.图7为本发明金属屑成型机液压控制系统的结构示意图六;
25.其中:1
‑
油箱,2
‑
压力传感器,3
‑
测压接口,4
‑
泄压阀组,5
‑
差动插装阀组,6
‑
保压插装阀组,7
‑
安全阀,8
‑
充液阀,9
‑
主缸,10
‑
压力继电器,11
‑
压力表,12
‑
送料缸,13
‑
挡板缸,14
‑
温度控制器,15
‑
液位继电器,16
‑
空气滤清器,17
‑
截止阀,18
‑
挠性接头,19
‑
过滤器,20
‑
油冷机,100
‑
金属屑成型机液压控制系统,101
‑
泵头阀组集成模块,102
‑
主缸阀组集成模块,103
‑
辅助阀组集成模块,m1
‑
m4
‑
电机,b1
‑
b4
‑
液压泵,d1
‑
d8
‑
调压阀组,c1
‑
c8
‑
单向插装阀,ya1
‑
ya23
‑
二位四通电磁阀,k1
‑
k5
‑
防反向开启的插装阀组,s1
‑
s3
‑
带节流杆的溢流插装阀组,f1
‑
f2
‑
预泄插装阀组。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本发明的目的是提供一种金属屑成型机液压控制系统,以解决现有技术存在的问题,使大吨位设备的液压控制系统集成化、体积小,不漏液、故障率低,有效提高生产效率。
28.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
29.如图1至图7所示:本实施例提供了一种金属屑成型机液压控制系统100,包括液压驱动机构、泵头阀组集成模块101、主缸阀组集成模块102、辅助阀组集成模块103和油箱1,油箱1上设置有若干组液压驱动机构,每个液压驱动机构均通过管路与泵头阀组集成模块101连接,泵头阀组集成模块101用于调节液压驱动机构的油压,泵头阀组集成模块101通过主缸阀组集成模块102与金属屑成型机的主缸9的油腔连通,泵头阀组集成模块101分别通过一辅助阀组集成模块103与金属屑成型机的送料缸12和挡板缸13的油腔连通。
30.液压驱动机构包括电机和液压泵,电机连接液压泵;电机为伺服电机,液压泵为双联叶片泵且排量分别为120ml/r和100ml/r。其中,伺服电机通过钟型罩、联轴器与双联叶片泵连接。
31.泵头阀组集成模块101包括若干个调压阀组、单向插装阀和一个泄压阀组4,调压阀组包括两个节流插装阀,每个节流插装阀连通一个双联叶片泵的两个出油口,节流插装阀的出油端分别通过一单向插装阀与供油管连通,防止液压控制系统供油管内的油液倒流回油泵;回油端与油箱1连通,供油管的末端通过泄压阀组4连通油箱1。
32.泄压阀组4包括带节流杆的插装阀和电磁阀,带节流杆的插装阀的先导阀为电磁阀;节流插装阀包括依次连通的带节流杆的插装阀、溢流阀和电磁阀,带节流功能的插装阀与双联叶片泵连通的管路上设置有压力传感器2和测压接口3,电磁阀均为二位四通电磁阀。
33.主缸阀组集成模块102包括防反向开启的插装阀组、泄压阀组4、差动插装阀组5、保压插装阀组6和带节流杆的溢流插装阀组s1,主缸9的两个油缸进油时分别通过防反向开启的插装阀组k1和差动插装阀组5与供油管连通,差动插装阀组5与主缸9的杆腔之间设置有保压插装阀组6,主缸9的两个油缸回油时分别通过泄压阀组4和带节流杆的溢流插装阀组s1与油箱1连通。主缸9的活塞腔上设置有一补油管,补油管上设置有一充液阀8,充液阀8
与供油管之间的管路上设置一二位四通电磁阀,油箱1或差动插装阀组5能够通过二位四通电磁阀与补油管连通。主缸9的杆腔回油时通过保压插装阀组6和带节流杆的溢流插装阀组s1与油箱1连通,保压插装阀组6通过一安全阀7与油箱1连通,当带节流杆的溢流插装阀组s1卡住时,可通过安全阀7回油,使油路运行顺畅。活塞腔与防反向开启的插装阀组k1之间的管路上设置有压力继电器10和压力表11,压力继电器10与电机电连接。
34.防反向开启的插装阀组包括依次连通的带节流杆的插装阀、梭阀和电磁阀;差动插装阀组5包括依次连通的带节流杆的插装阀、电磁阀和梭阀,差动连接油路可实现主缸9的空载快速运行。保压插装阀组6包括依次连通的带节流杆的插装阀和电磁阀;带节流杆的溢流插装阀组包括依次连通的带节流杆的插装阀、两个溢流阀和电磁阀;电磁阀均为二位四通电磁阀。
35.辅助阀组集成模块103包括两个防反向开启的插装阀组、一个带节流杆的溢流插装阀组和一个预泄插装阀组,送料缸12或挡板缸13的两个油缸进油时分别通过一个防反向开启的插装阀组与供油管连通,送料缸12或挡板缸13的两个油缸回油时分别通过带节流杆的溢流插装阀组和预泄插装阀组与油箱1连通。预泄插装阀组包括依次连通单向插板阀、溢流阀、电磁阀和节流阀,单向插板阀通过带节流杆的溢流插装阀组与油箱1连通。
36.油箱1上设置有温度传感器、温度控制器14、液位继电器15和空气滤清器16,温度控制器14分别与温度传感器、油冷机20电连接,温度传感器水质可实时监测油液温度,当油液温度高于55℃时,温度控制器14可控制油冷机运行,对油液进行降温。油冷机20的进油管上依次设置有截止阀14和挠性接头18、回油管上并联有两个过滤器19;液位继电器15与电机电连接,液位继电器15可监测油箱1内的液位,油液一旦过低,液位继电器15可控制电机断电,停止运行,防止因为液位太低,泵吸空,损坏油泵。空气滤清器16可以过滤吸入或排出的空气,也可过滤新的工作油液。过滤器19可滤除液压控制系统中元件磨损产生的金属颗粒以及密封件的橡胶杂质等污染物,使流回油箱1的油液保持清洁。
37.本发明插装阀液压控制系统的工作原理如下:
38.几个伺服电机分别得电带动其连接的双联叶片泵从油箱1吸油,经过调压阀组的二位四通电磁阀ya1
‑
ya8全部得电,调定液压系统的供油压力并通过单向插装阀排到供油管内。
39.主缸9快下工序时,二位四通电磁阀ya11、ya13和ya15得电,来自4个液压泵的高压油液经过防反向开启的插装阀组k1进入主缸9的活塞腔,同时主缸9的杆腔的油液依次经过保压插装阀组6、差动插装阀组5进入主缸9的活塞腔,油液形成差动回路,使主缸9快速下行。当主缸9的活塞腔形成负压(真空),充液阀8被吸开,充液阀8上连通的充液油箱中的油液同时进入主缸9的活塞腔,实现主缸9快下工序。
40.主缸9慢下工进工序时,主缸9的活塞运动至一定位置后,二位四通电磁阀ya11、ya14和ya15得电,供油管内的高压油液经过防反向开启的插装阀组k1进入主缸9的活塞腔,同时主缸9的杆腔的油液经过带节流杆的溢流插装阀组s1回到油箱1,形成主缸9慢下工进工序时,完成对工件的下压成型。
41.主缸9泄压工序时,需要二位四通电磁阀ya1
‑
ya8全部断电,二位四通电磁阀ya9和ya12得电,实现主缸9活塞腔和供油管的泄压。
42.主缸9退回工序时,二位四通电磁阀ya1
‑
ya8、ya13和ya16均得电,来自四个液压泵
的高压油液经过差动插装阀组5进入主缸9的杆腔,由于二位四通电磁阀ya16得电,充液阀8被打开,主缸9的活塞腔中的油液经过充液阀8进入充液油箱1,形成退回工序。
43.送料缸12推出工序时,防反向开启的插装阀组k2上的二位四通电磁阀ya17得电,插装阀的插件打开,供油管内的高压油液经过此阀进入送料缸的活塞腔,同时带节流杆的溢流插装阀组s2的二位四通电磁阀ya20得电,送料缸杆腔的油液经过此阀、预泄插装阀组f1流回流至油箱1。送料缸退回工序时,防反向开启的插装阀组k3上二位四通电磁阀ya19得电,供油管内的高压油液经过此阀进入送料缸的杆腔,同时带节流杆的溢流插装阀组s2的二位四通电磁阀ya18得电,送料缸活塞腔的油液经过此阀回流至油箱1,实现送料缸缸杆退回动作。挡板缸13推出和退回工序的油液工作原理与送料缸12上的油液工作原理相同。
44.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。