1.本发明涉及一种用于贵金属热电偶的盐水焊焊接装置及操作方法,属于贵金属焊接技术领域。
背景技术:
2.贵金属热电偶是通过测量电势值来测量温度的一种感温元件,它是将两种不同的贵金属材料一端焊接而成,未焊接的一端叫做参考端,焊接的一端叫做测量端,测量端焊接质量的好坏直接影响热电偶测温的可靠性。
3.目前贵金属热电偶测量端常用的焊接方法有碳棒电弧焊、盐水电弧焊,通常的焊接方法由人为操作来控制焊接时间的长短及焊接位置的选择,焊接时间的长短、焊接位置的选择等因素严重影响焊接质量的好坏,掌握不好易造成焊接成功率低,往往要试焊多次才能成功,多次焊接后,使原本长度适中的贵金属热电偶越来越短,最后导致无法继续使用;此外贵金属热电偶材料价格昂贵,多次焊接造成贵金属热电偶材料的浪费。
技术实现要素:
4.基于上述,本发明提供一种用于贵金属热电偶的盐水焊焊接装置及操作方法,通过自动化控制焊接位置和焊接时间,极大的提高了焊接质量和焊接效率,以克服现有技术的不足。
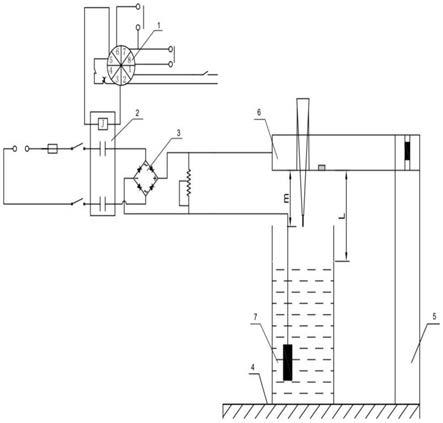
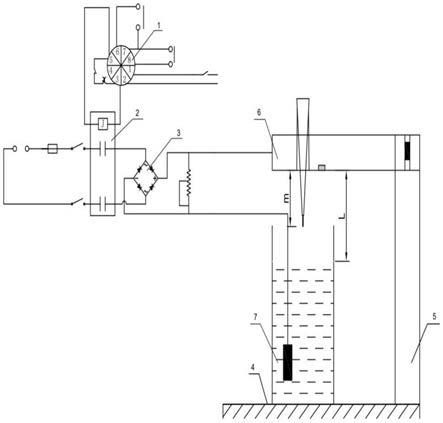
5.本发明的技术方案是:一种用于贵金属热电偶的盐水焊焊接装置,包括:焊接容器,其内盛装有氯化钠溶液;升降机构,设置于所述焊接容器旁;焊接横梁,设置于所述升降机构上,所述升降机构可驱动所述焊接横梁作升降运动;夹接机构,设置于所述焊接横梁上,所述夹接机构用于夹持待焊接的贵金属热电偶;电源提供电路,包括第一极电路和第二极电路,所述第一极电路的末端与待焊接的贵金属热电偶连接,所述第二极电路的末端与导电金属片连接,所述导电金属片位于氯化钠溶液中。
6.可选的,还包括底座,所述焊接容器和所述升降机构均设置于所述底座上。
7.可选的,所述电源提供电路包括交流电源、交流接触器、开关和整流器,所述交流电源通过所述交流接触器、所述开关与所述整流器电连接,所述整流器的正极输出端与所述第一极电路连接,所述整流器的负极输出端与所述第二极电路连接,所述交流接触器由时间继电器进行控制。
8.可选的,所述电源提供电路上设有保险丝。
9.可选的,所述第一极电路与所述第二极电路之间设有可调电路,所述可调电路上串联有可变电阻。
10.可选的,所述焊接横梁上设有液位探测器,用于测量焊接横梁到氯化钠溶液液面之间的距离。
11.可选的,所述焊接横梁上设有安装孔,夹接机构设置于所述安装孔内,所述夹接机构为绝缘鳄鱼夹。
12.本发明还提供一种所述的用于贵金属热电偶的盐水焊焊接装置的操作方法,包括以下步骤:s1,将待焊接贵金属热电偶偶丝悬挂并固定于所述夹接机构上,并使得热电偶预焊点位于所述夹接机构下方预定位置;s2,由所述升降机构驱动所述焊接横梁向下移动,使得热电偶预焊点进入到氯化钠溶液中预定深度位置;s3,由所述电源提供电路提供预定时间内的导通电流,使得热电偶预焊点与接触的氯化钠溶液电路导通,产生焊接电流开始焊接,在达到预定时间后断开;s4,焊接完成后,由所述升降机构驱动所述焊接横梁向上移动到初始位置,取下贵金属热电偶即可。
13.本发明的有益效果是:本发明依托盐水焊现有的技术基础,针对贵金属热电偶盐水焊焊接方法进行自动化设计,消除人为因素对贵金属热电偶焊接质量的影响,解决贵金属热电偶盐水焊装置焊接时间、插入深度难以控制的弊病,设计一套贵金属热电偶盐水焊焊接装置,以实现贵金属热电偶焊接过程中焊接时间及插入深度的自动控制,从而提高贵金属热电偶的焊接质量和效率,可以在车间和实验室条件下对贵金属热电偶进行焊接,确保一次焊接成功,焊接质量满足规程要求;同时该焊接装置操作简单安全、成本低廉。
附图说明
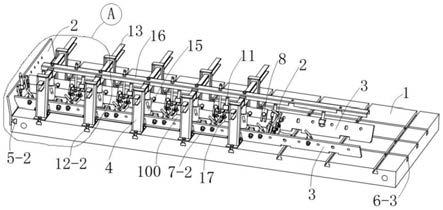
14.图1为本发明的盐水焊焊接装置结构图;图2为图1所示电源提供电路的原理图;图3为图1所示机械部分的结构图;附图标记说明:1
‑‑
时间继电器,2
‑‑
交流接触器,3
‑‑
整流器,4
‑‑
底座,5
‑‑
升降机构,6
‑‑
焊接横梁,7
‑‑
焊接容器,8
‑‑
交流电源,9
‑‑
保险丝,10
‑‑
开关,11
‑‑
可变电阻,12
‑‑
位移控制系统,13
‑‑
液位探测器,14
‑‑
夹接机构,15
‑‑
导电金属片,16
‑‑
探测器探测的距离l,17
‑‑
预焊点跟焊接横梁底部的距离m。
具体实施方式
15.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
16.请参阅图1至图3,本实施方式一种用于贵金属热电偶的盐水焊焊接装置,包括焊接容器7、升降机构5、焊接横梁6、夹接机构14和电源提供电路。焊接容器7内盛装有氯化钠溶液。升降机构5安装在焊接容器7旁。焊接横梁6安装在升降机构5上,升降机构5可驱动焊
接横梁6作升降运动。夹接机构14安装在焊接横梁6上,夹接机构14用于夹持待焊接的贵金属热电偶。电源提供电路包括包括第一极电路和第二极电路,第一极电路的末端与待焊接的贵金属热电偶连接,第二极电路的末端与导电金属片15连接,导电金属片15位于氯化钠溶液中。
17.本实施例中,在氯化钠溶液放置导电金属片15,目的使其当贵金属热电偶预焊点接触液面,形成带电回路,从而产生焊接电流。
18.本实施例中,升降机构5可以为升降滑台,由位移控制系统12进行控制。工作状态下,位移控制系统12利用电机的转动角度,控制升降滑台上下移动的行程,用于精确控制焊接横梁6上下移动的距离。
19.本发明依托盐水焊现有的技术基础,针对贵金属热电偶盐水焊焊接方法进行自动化设计,消除人为因素对贵金属热电偶焊接质量的影响,解决贵金属热电偶盐水焊装置焊接时间、插入深度难以控制的弊病,设计一套贵金属热电偶盐水焊焊接装置,以实现贵金属热电偶焊接过程中焊接时间及插入深度的自动控制,从而提高贵金属热电偶的焊接质量和效率,可以在车间和实验室条件下对贵金属热电偶进行焊接,确保一次焊接成功,焊接质量满足规程要求;同时该焊接装置操作简单安全、成本低廉。
20.进一步的,本装置还包括底座4,焊接容器7和升降机构5均设置于底座4上,使得焊接容器7、升降机构5和焊接横梁6构成一个位置相对固定的整体,进而可以提高焊接的准确性。
21.进一步的,电源提供电路包括交流电源8、交流接触器2、开关10和整流器3,交流电源8通过交流接触器2、开关10与整流器3电连接,整流器3的正极输出端与第一极电路连接,整流器3的负极输出端与第二极电路连接,交流接触器2由时间继电器1进行控制。具体而言,通过整流器3对交流电进行整流和滤波后变成直流电,目的是为了提高焊接性能、动态反应速率及焊接效率。时间继电器1的作用主要是根据贵金属热电偶材料及丝径确定焊接所需时间,进行焊接时间预置,时间继电器1连接交流接触器2,时间继电器1的动作控制交流接触器2的通、断,实现焊接电流的控制。本实施例中交流电源8为220vac电源。
22.进一步的,在电源提供电路上串联有保险丝9。当电路中电流过大时,保险丝9熔断,自动切断电源。
23.进一步的,在第一极电路与第二极电路之间设有可调电路,可调电路上串联有可变电阻11。可变电阻11的功能类似电阻负载,使电路中产生相应的电流,即控制回路中焊接电流的大小,可变电阻11大小的选择主要是根据贵金属热电偶丝径及材料决定。
24.进一步的,在焊接横梁6上设有液位探测器13,用于测量焊接横梁6到氯化钠溶液液面之间的距离,以便于进行升降控制。
25.进一步的,焊接横梁6上设有安装孔,夹接机构14设置于安装孔内,夹接机构14为绝缘鳄鱼夹。夹接机构14竖向安装于安装孔中,焊接时,待焊接的热电偶丝拧在一起后固定于绝缘鳄鱼夹内。本实施例中,绝缘鳄鱼夹主要是方便夹持操作,并且绝缘鳄鱼夹在焊接时不与氯化钠溶液接触。
26.本实施方式一种所述的用于贵金属热电偶的盐水焊焊接装置的操作方法,包括以下步骤:s1,将待焊接贵金属热电偶偶丝悬挂并固定于夹接机构14上,并使得热电偶预焊
点位于夹接机构14下方预定位置。s2,由所述升降机构5驱动所述焊接横梁6向下移动,使得热电偶预焊点进入到氯化钠溶液中预定深度位置;s3,由所述电源提供电路提供预定时间内的导通电流,使得热电偶预焊点与接触的氯化钠溶液电路导通,产生焊接电流开始焊接,在达到预定时间后断开;s4,焊接完成后,由所述升降机构5驱动所述焊接横梁6向上移动到初始位置,取下贵金属热电偶即可。
27.上述操作方法详述如下:首先,将贵金属热电偶偶丝正确悬挂在焊接横梁6的夹接机构14上,热电偶预焊点放在指点位置,预焊点跟焊接横梁底部之间距离固定为m,即图中序号17,通过液位探测器13测量得到的距离l,即图中序号16,l即移动横杆底部到液面之间的距离,假设预焊点插入饱和溶液的深度为1.5mm最佳,那么贵金属热电偶焊接前预置的移动横杆向下移动的距离应为a,则a=(l
‑
m 1.5)mm,位移控制系统12根据对应的距离a,控制电机的转动角度,带动升降滑台向下移动对应行程。
28.然后,时间继电器1根据贵金属热电偶材料及丝径确定焊接所需时间,进行焊接时间预置,当预焊点接触氯化钠溶液导致电路导通,产生焊接电流开始焊接,时间继电器1同步触发并计时,达到预设时间后,时间继电器1传递给交流接触器2动作信号,导致电路断开,焊接结束。
29.最后,焊接完成后,位移控制系统12控制焊接横梁6恢复到初始位置,取下贵金属热电偶,关掉电源,焊接完成。
30.本焊接装置能很好的解决目前由于个人焊接水平的高低及偶然性因素导致的焊点不牢、焊接存在气泡、焊接表面粗糙等问题,有效的减少人为因素影响及降低安全隐患的发生;本焊接装置操作简单安全、成本低廉;同时焊接质量可靠、快捷高效,大大提高了贵金属热电偶的焊接效率。
31.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。