1.本发明涉及叶轮动平衡检测技术领域,具体涉及一种叶轮动平衡检测自动化生产线及其工艺流程。
背景技术:
2.叶轮是指装有叶片和轮盘的零件,叶轮的主要作用是将原动机的机械能转换为工作液或者气流的静压能与动压能,是风机、离心泵等设备中的核心部件。叶轮在出厂之前必须进行严格的检测,叶轮的动平衡检测是叶轮出厂之前进行的必要程序之一,动平衡检测实际上是叶轮在旋转过程中,由于局部密度不均或形状不对称导致叶轮的旋转不平稳,通过在局部增加或减少一部分重量,将叶轮的质心尽量调节到靠近叶轮轴心处的过程。目前,叶轮的动平衡检测通常为半自动化形式,人工将叶轮放置在动平衡机上进行检测,根据检测结果人工将叶轮放置在合格区或者不合格区,这种方式测量效率非常低,而且长时间的单一操作容易导致操作员疲劳,容易将不合格品混入合格品中。因此,开发一种自动化生产线,能够大大提高生产效率和品质要求。
3.专利cn211317617u公开了一种大型叶轮工件动平衡自动检测、加工校正生产线,包括用于存放叶轮工件的暂存工装;所述暂存工装的上方设有用于取放叶轮工件的桁架机械手;所述桁架机械手的运行末端下方设有用于装夹定位工件的动平衡检测装置;所述动平衡检测装置的侧部设有用于铣削加工叶轮工件的加工去重装置;该生产线可以实现大型轮形工件动平衡检测时,工件装卸、动平衡测量、去重加工校正的全程自动化,实现无人操作,避免了多次装夹工件,提高了工作效率,降低工人劳动强度,改善了工作环境。但是对于小型叶轮的自动化动平衡检测,要求更为精准的自动化衔接工序以及更为合理的工艺流程。
4.因此,亟需设计一种适用于小型叶轮的动平衡检测自动化生产线,提供更为合理的工艺流程和更高的生产效率。
技术实现要素:
5.为了解决上述问题,本发明提供一种叶轮动平衡检测自动化生产线,旨在减少小型叶轮动平衡检测工序的劳动强度,提高小型叶轮动平衡检测工序的生产效率和品质。
6.为实现上述目的,本发明的技术方案如下:
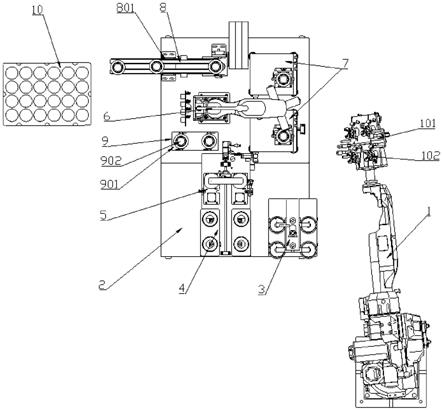
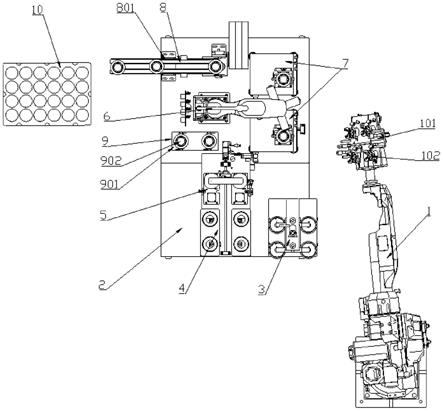
7.一种叶轮动平衡检测自动化生产线,包括第一机械手、工作区、打包区,所述第一机械手设置在所述工作区右侧,所述打包区设置在所述工作区左侧;
8.所述工作区包括工作台,所述工作台上靠近所述第一机械手设置翻转装置,所述翻转装置左侧设置转移装置,所述转移装置两侧设置角度定位装置,所述角度定位装置后侧设置第二机械手,所述第二机械手右侧设置动平衡检测仪,所述第二机械手后侧设置输送机。
9.进一步地,所述翻转装置包括第一底板,所述第一底板设置在所述工作台上,所述
第一底板上方的一侧设置第一支架,所述第一支架上设置第一气缸,所述第一气缸的伸出端位于所述第一支架的下方;所述第一气缸的两侧设置导向轴,所述第一气缸的伸出端连接第一固定板,所述第一固定板下方阵列设置若干第一吸盘;所述第一底板上对应所述第一吸盘设置若干第一定位工装。
10.进一步地,所述转移装置包括第二底板,所述第二底板设置在所述工作台上,所述第二底板上方设置滑台模组,所述滑台模组包括滑块和导轨,所述滑块上方设置第二支架;所述第二支架侧面设置第二气缸,所述第二气缸的伸出端连接第二固定板,所述第二固定板位于所述第二气缸上方;所述第二固定板两侧下方设置第二吸盘;所述滑台模组两侧设置第二定位工装。
11.进一步地,所述角度定位装置为两组,所述角度定位装置设置在所述滑台模组两侧;所述角度定位装置包括第三底板,所述第三底板设置在所述第二底板上;所述第三底板上设置电机和角度定位工装,所述电机通过皮带传动机构驱动所述角度定位工装旋转;所述第三底板一侧设置红外传感器。
12.进一步地,所述第一机械手为五轴机械手,所述第一机械手包括设置于所述第一机械手执行端的第三固定板,所述第三固定板上设置若干用于抓取产品的第一夹具。
13.进一步地,所述第二机械手为四轴机械手,所述第二机械手包括设置于所述第二机械手执行端的第四固定板,所述第四固定板能够沿y方向旋转,所述第四固定板上设置若干用于抓取产品的第二夹具。
14.进一步地,所述动平衡检测仪数量为2个,所述动平衡检测仪包括脚轮,所述工作台上设置与所述脚轮对应的凹槽,所述脚轮嵌入所述凹槽内。
15.进一步地,所述输送机为皮带输送机,所述输送机上方沿产品输送方向的两侧设置挡板。
16.进一步地,还包括校正件放置区,所述校正件放置区设置在所述角度定位装置和所述第二机械手之间;所述校正件放置区包括第四底板,所述第四底板上设置若干合格产品。
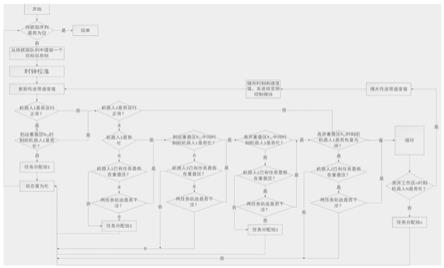
17.本发明还提供一种叶轮动平衡检测自动化工艺流程,使用上述的叶轮动平衡检测自动化生产线,具体步骤为:
18.s1、第一机械手抓取产品,并旋转所述第三固定板,将产品旋转至所述第三固定板上方,所述第一机械手将产品移动至所述第一吸盘下方;
19.s2、所述第一吸盘将产品吸起,所述第一机械手移出所述翻转装置,所述第一吸盘将产品放入所述第一定位工装内;
20.s3、所述第一机械手将所述第一定位工装内的产品转移至所述第二定位工装内;
21.s4、所述第二吸盘将产品吸起,所述滑台模组驱动所述第二吸盘将产品转移至所述角度定位工装内;
22.s5、所述电机驱动所述角度定位工装旋转,同时,所述红外感应器感应产品的角度,当产品旋转至所需角度时,所述电机停止旋转;
23.s6、所述第二机械手抓取产品放至所述动平衡检测仪上进行动平衡检测;
24.s7、如果检测合格,所述第二机械手抓取产品放至所述输送机上,所述输送机将产品输送至所述打包区;如果检测不合格,所述第二机械手抓取产品放至不良品箱内。
25.与现有技术相比,本发明的有益效果为:
26.1.本发明通过合理布置翻转装置、转移装置、角度定位装置以及动平衡检测仪,节省了设备占地面积,在有效的空间内实现叶轮动平衡检测的全程自动化;通过气缸带动吸盘配合五轴机械手实现产品的自动化翻转,通过设置第二定位工装实现生产线的流水方向的改变,减少了生产线的占地面积,通过设置滑台模组和第二吸盘实现产品转移至角度定位工装内;
27.现有技术中的半自动化方式需要3人,每小时约完成144件的检测量,误检率为0.5%,而本发明仅需要1人监视生产线,无需实际操作,每小时可完成180件的测量,生产效率提高33%,误检率小于0.001%;一条生产线一年可节约14万元的人工成本,一条生产线一年可增产一百万件叶轮,折合收益可增收上千万元。
28.2.本发明降低了人工劳动强度,改善了工作环境。
附图说明
29.图1为本发明的结构示意图。
30.图2为本发明中翻转装置的结构示意图。
31.图3为本发明中转移装置的结构示意图。
32.图4为本发明中角度定位装置的结构示意图。
33.附图标记说明:
[0034]1‑
第一机械手,101
‑
第三固定板,102
‑
第一夹具
[0035]2‑
工作台,
[0036]3‑
翻转装置,301
‑
第一底板,302
‑
第一支架,303
‑
第一气缸,304
‑
导向轴,305
‑
第一固定板,306
‑
第一吸盘,307
‑
第一定位工装,
[0037]4‑
转移装置,401
‑
第二底板,402
‑
滑块,403
‑
导轨,404
‑
丝杠,405
‑
滑台电机,406
‑
第二支架,407
‑
第二气缸,408
‑
第二固定板,409
‑
第二吸盘,410
‑
第二定位工装,
[0038]5‑
角度定位装置,501
‑
第三底板,502
‑
电机,503
‑
角度定位工装,504
‑
红外传感器,
[0039]6‑
第二机械手,601
‑
第四固定板,602
‑
第二夹具,
[0040]7‑
动平衡检测仪,
[0041]8‑
输送机,801
‑
挡板
[0042]9‑
校正件放置区,901
‑
第四底板,902
‑
合格产品
[0043]
10
‑
打包区。
具体实施方式
[0044]
下面将结合附图说明对本发明的技术方案进行清楚的描述,显然,所描述的实施例并不是本发明的全部实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0045]
如图1所示,本发明提供一种叶轮动平衡检测自动化生产线,包括第一机械手1、工
作区、打包区10,所述第一机械手1设置在所述工作区右侧,所述打包区10设置在所述工作区左侧;
[0046]
所述工作区包括工作台2,所述工作台2为框架型结构,所述工作台2上靠近所述第一机械手1设置翻转装置3,所述翻转装置3左侧设置转移装置4,所述转移装置4两侧设置角度定位装置5,所述角度定位装置5后侧设置第二机械手6,所述第二机械手6右侧设置动平衡检测仪7,所述第二机械手6后侧设置输送机8。
[0047]
优选地,如图2所示,所述翻转装置3包括第一底板301,所述第一底板301设置在所述工作台2上,所述第一底板301上方的一侧设置第一支架302,所述第一支架302包括竖直设置的铝型材以及与所述铝型材垂直设置的水平板,所述水平板上设置第一气缸303,所述第一气缸303的伸出端位于所述水平板的下方;所述第一气缸303的两侧设置导向轴304,所述第一气缸303的伸出端连接第一固定板305,所述第一固定板305下方阵列设置四个第一吸盘306;所述第一底板301上对应所述第一吸盘306设置四个第一定位工装307,所述第一定位工装307为圆柱形结构,内部设置圆柱形凹槽,所述圆柱形凹槽的上端面为扩口型;所述第一气缸303驱动所述第一吸盘306上下运动,所述第一吸盘306将产品放入所述第一定位工装307的圆柱形凹槽内。
[0048]
优选地,如图3所示,所述转移装置4包括第二底板401,所述第二底板401设置在所述工作台2上,所述第二底板401上方设置滑台模组,所述滑台模组包括滑块402、导轨403、丝杠404和滑台电机405,所述滑块402上方设置第二支架406;所述第二支架406侧面设置第二气缸407,所述第二气缸407的伸出端连接第二固定板408,所述第二固定板408位于所述第二气缸407上方;所述第二固定板408两侧下方设置第二吸盘409;所述滑台模组两侧设置第二定位工装410,滑台电机405驱动所述丝杠404旋转,所述丝杠404的旋转带动所述滑块402沿水平方向滑动,进而所述第二支架406带动所述第二吸盘409沿水平方向滑动,所述第二吸盘409将产品从所述第二定位工装410转移至所述角度定位工装503内。
[0049]
优选地,如图4所示,所述角度定位装置5为两组,所述角度定位装置5设置在所述滑台模组两侧;所述角度定位装置5包括第三底板501,所述第三底板501设置在所述第二底板401上;所述第三底板501上设置电机502和角度定位工装503,所述角度定位工装503的圆心位于所述第二吸盘409的滑动轨迹上,所述电机502通过皮带传动机构驱动所述角度定位工装503旋转,所述皮带传动机构设置于所述第三底板501下方;所述第三底板501一侧设置红外传感器504,相应地,待测产品上设置红外感应点。
[0050]
优选地,所述第一机械手1为五轴机械手,所述第一机械手1包括设置于所述第一机械手1执行端的第三固定板101,所述第三固定板101能够上下翻转,所述第三固定板101上设置若干用于抓取产品的第一夹具102。
[0051]
优选地,所述第二机械手6为四轴机械手,所述第二机械手6包括设置于所述第二机械手6执行端的第四固定板601,所述第四固定板601能够沿y方向旋转,所述第四固定板601上设置若干用于抓取产品的第二夹具602。
[0052]
优选地,所述动平衡检测仪7数量为2个,所述动平衡检测仪7包括脚轮,所述工作台2上设置与所述脚轮对应的凹槽,所述脚轮嵌入所述凹槽内。
[0053]
所述工作台2上还可以设置挡板,所述挡板将所述动平衡检测仪7、第二机械手6、输送机8围成封闭区域,避免周围环境对所述动平衡检测仪7的影响。
[0054]
优选地,所述输送机8为皮带输送机,也可以为链条输送机或者滚筒输送机,所述输送机8上方沿产品输送方向的两侧设置挡板801。
[0055]
优选地,为了提高动平衡检测仪7的使用效率,减少测量误差,本发明还包括校正件放置区9,所述校正件放置区9设置在所述角度定位装置5和所述第二机械手6之间;所述校正件放置区9包括第四底板901,所述第四底板901上设置若干合格产品902。在使用动平衡检测仪7之前使用合格产品902对动平衡检测仪7进行定标,将动平衡检测仪7测到的振动信号进行量化,根据振动信号的强弱计算出测量产品的不平衡量值,生产线开启后,由于发热和老化因素对动平衡检测仪7的影响,一段时间进行一次定标。
[0056]
本发明还提供一种叶轮动平衡检测自动化工艺流程,使用上述的叶轮动平衡检测自动化生产线,具体步骤为:
[0057]
s1、第一机械手1抓取产品,并旋转所述第三固定板101,将产品旋转至所述第三固定板101上方,所述第一机械手1将产品移动至所述第一吸盘306下方;
[0058]
s2、所述第一吸盘306将产品吸起,所述第一机械手1移出所述翻转装置3,所述第一吸盘306将产品放入所述第一定位工装307内;
[0059]
s3、所述第一机械手1将所述第一定位工装307内的产品转移至所述第二定位工装410内;
[0060]
s4、所述第二吸盘409将产品吸起,所述滑台模组驱动所述第二吸盘409将产品转移至所述角度定位工装503内;
[0061]
s5、所述电机502驱动所述角度定位工装503旋转,同时,所述红外感应器504感应产品的角度,当产品旋转至所需角度时,所述电机502停止旋转;
[0062]
s6、所述第二机械手6抓取产品放至所述动平衡检测仪7上进行动平衡检测;
[0063]
s7、如果检测合格,所述第二机械手6抓取产品放至所述输送机8上,所述输送机8将产品输送至所述打包区10;如果检测不合格,所述第二机械手6抓取产品放至不良品箱内。
[0064]
以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。