—
种笔袋加工用输送检测装置及操作方法
技术领域
1.本发明涉及笔袋检测技术领域,具体为—种笔袋加工用输送检测装置及操作方法。
背景技术:
2.笔袋,又称铅笔包、拉链文具袋,它是文具盒的延伸,更拥有文具盒无法达到的妙处,笔袋可以用来装笔或其它小型文具,比文具盒携带更方便,手感更舒服,比它更省空间,做到以最小的空间装最多的东西,把更多的细小空间给利用起来,笔袋深受学生们的青睐,笔袋在进行加工时需要使用到输送检测装置对笔袋进行质量检测,但是,目前现有的笔袋加工用输送检测装置及操作方法存在以下几个问题:一、现有的在对笔袋进行检测厚度时,通常都是通过人工观测,人工观测会导致检测数据不准确,容易导致笔袋加工完成之后质量不一,且人工观测效率低下。
3.二、现有的笔袋加工用输送检测装置不具备对笔袋中含有的化学物质的含量进行检测的功能,会造成含量高的笔袋流至使用者的手中进行使用,会对使用者造成伤害。
4.三、现有的笔袋加工用输送检测装置不具备自动化对合格产品和不合格产品进行挑拣分类放置的功能,靠人工进行分拣,容易导致不合格产品遗漏,从而会导致不合格的产品流至外界被销售,影响使用者的正常使用。
5.因此需要提供—种可自动化对笔袋的厚度以及化学物质含量进行检测,且能够自动化对产品进行分拣的笔袋加工用输送检测装置及操作方法来满足使用者的需求。
技术实现要素:
6.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式,在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
7.鉴于现有笔袋加工用输送检测装置及操作方法中存在的问题,提出了本发明。
8.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:一种笔袋加工用输送检测装置,包括输送带和自动检测系统,所述输送带的表面固定连接有检测罩,所述输送带的后侧固定连接有转向带,所述检测罩的顶部固定连接有检测机构,所述检测机构的底部贯穿至检测罩的内腔,所述检测罩的内部设置有检测板,所述检测板底部的前侧和后侧均固定连接有检测轮,所述检测板的顶部固定连接有记录机构;所述记录机构包括吊杆、第一弹性触头、第二弹性触头和固定杆,所述固定杆的底部与检测板的顶部固定连接,所述固定杆的顶部与第二弹性触头固定连接,所述第一弹性触头与第二弹性触头配合使用,所述第一弹性触头的顶部与吊杆固定连接,所述吊杆的顶部与检测罩的内壁固定连接;所述检测机构包括气缸、连接块和检测头,所述气缸靠近检测罩的一侧与检测罩
固定连接,所述气缸的底部贯穿至检测罩的内腔并与连接块固定连接,所述连接块的底部与检测头固定连接;所述自动检测系统包括反馈模块、录入模块、存储模块、控制终端和显示模块,所述控制终端的输出端分别与录入模块和显示模块单向电性连接,所述控制终端的输出端与存储模块双向电性连接,所述记录机构和检测机构的输出端与反馈模块单向电性连接,所述反馈模块的输出端与控制终端单向电性连接。
9.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述输送带的后侧固定连接有支撑座,所述支撑座的顶部固定连接有与转向带配合使用的转向机构,所述控制终端的输出端与转向机构单向电性连接。
10.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述转向机构包括转动板、拨料板、转动杆和电机,所述电机的输出轴与转动杆固定连接,所述转动板的后侧与转动杆的表面固定连接,所述拨料板的顶部与转动板的底部固定连接。
11.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述支撑座的顶部固定连接有电机配合使用的防护罩,所述防护罩的顶部开设有与电机配合使用的散热孔,所述散热孔的数量为若干个,所述防护罩的前侧开设有转动孔,所述转动板的前侧穿过转动孔并延伸至防护罩的外侧,所述电机两侧的顶部和底部均固定连接有安装块,所述安装块靠近防护罩内壁的一侧与防护罩的内壁固定连接,所述转动杆的底部套设有轴承,所述轴承的表面与防护罩的内壁固定连接。
12.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述拨料板的底部固定连接有推料斜板,所述转动板底部的前侧固定连接有稳固轮,所述拨料板的左侧固定连接有防护板。
13.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述检测板的两侧均固定连接有复位机构,所述复位机构包括滑动杆、复位弹簧、滑动套和限位块,所述滑动杆的顶部与检测罩的内壁固定连接,所述复位弹簧和滑动套均套设于滑动杆的表面,所述滑动套靠近检测板的一侧与检测板固定连接,所述限位块的顶部与滑动杆的底部固定连接。
14.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述气缸的表面套设有稳固套,所述稳固套的前侧和后侧均固定连接有稳固杆,所述稳固杆远离稳固套的一侧与检测罩的内部固定连接。
15.作为本发明所述的一种笔袋加工用输送检测装置的一种优选方案,其中:所述控制终端的输出端单向电性连接有警示模块,所述警示模块为警示灯,所述警示灯的数量为两个,所述警示灯的底部与检测罩的顶部固定连接,所述显示模块为显示器,所述显示器的后侧与检测罩固定连接。
16.另外,本发明还提供一种笔袋加工用输送检测操作方法,所述笔袋加工用输送检测操作方法用于如上所述的一种笔袋加工用输送检测装置,该笔袋加工用输送检测操作方法包括以下几个步骤:s1)、首先待检测的笔袋在输送带的顶部进行输送;s2)、待检测的笔袋输送至检测罩的内部,且移动至检测轮的底部,但笔袋的厚度不一时,则会带动检测轮向上移动,检测轮通过检测板分别带动记录机构和复位机构移动,
记录机构能够记录不合格产品的数量,并通过控制终端传输至显示模块进行显示,复位机构能够使记录机构进行复位;s3)、检测完厚度的笔袋继续在输送带上进行输送,当输送至检测机构的底部时,检测机构对笔袋进行化学含量检测,并将数据传输至控制终端;s4)、检测完成后的笔袋继续在输送带上进行输送,当控制终端接收的数据为不合格产品时,则会控制转向机构顺时针转动,带动不合格的笔袋转送至转向带上进行分类,当为合格时,则会逆时针转动,使笔袋在输送带上继续输送至下一步骤进行加工。
17.与现有技术相比,本发明的有益效果是:1、通过自动检测系统,能够实现对笔袋实现自动化检测,避免人工检测的误差率高,使较多的不合格产品流出售卖,在该自动检测系统中,通过录入模块,实现录入笔袋合格的指标,然后通过控制终端传输至存储模块中进行存储,然后待检测的笔袋在输送带上传输至检测罩内部,依次经过记录模块和检测机构进行检测相关的数据,并会将相关的数据通过反馈模块反馈至控制终端,控制终端会根据接收的数据与存储模块中实现存入的信息进行对比,当对比数据为合格时,则控制转向机构逆时针转动,使笔袋继续在输送带进行输送至下一步工序进行加工,当对比数据为不合格时,则控制转向机构顺时针转动,转动的同时带动不合格的产品转送至转向带上进行输送,实现了自动化挑拣,减少了残次品的流出。
18.2、通过记录机构和复位机构的配合使用,能实现自动化对笔袋的厚度均匀度进行检测的效果,当待检测的笔袋别传输至记录机构中的检测轮底部时,则会带动检测轮进行移动,当出现产品的厚度不一时,则检测轮会带动检测板向上移动,检测板会带动固定杆向上移动,固定杆向上带动第二弹性触头向上移动,当第二弹性触头与第一弹性触头接触时,则表示该笔袋为不合格产品,则会将信息传输至控制终端进行记录,复位机构则实现对记录机构进行复位的效果,检测板向上移动的同时会带动滑动套在滑动杆的表面进行滑动,且挤压复位弹簧,当检测轮的底部为输送带时,则复位弹簧则会通过滑动套带动检测板向下移动,检测板带动检测轮向下移动与输送带接触,且同时带动记录机构向下移动复位,实现了自动化复位的效果,方便了后续的笔袋进行检测。
19.3、通过检测机构,能够实现对笔袋中化学物质的含量进行检测,当笔袋在输送带上传输至检测机构的底部时,检测机构中的气缸则会带动连接块向下移动,连接块带动检测头向下移动对笔袋进行检测,实现了对自动化检测的效果,避免了不合格产品流出进行售卖。
20.4、通过转向机构,能够实现对残次品以及不合格产品进行自动化剔除,自动化进行分类的效果,当判定为不合格产品时,则转向机构中的电机控制转动杆顺时针转动,转动杆的转动能够带动转动板的转动,转动板转动时会通过拨料板将不合格的产品移送至转向带上进行进一步的处理,当判定为合格产品时,则转向机构中的电机控制转动杆逆时针转动,转动杆的转动能够带动转动板的转动,转动板带动拨料板转向九十度,使笔袋继续在输送带上进行传输,然后进行下一步加工工序。
附图说明
21.为了更清楚地说明本发明实施方式的技术方案,下面将将结合附图和详细实施方
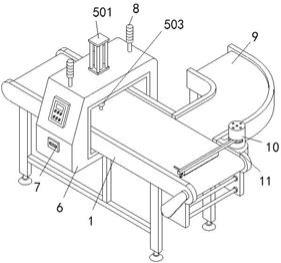
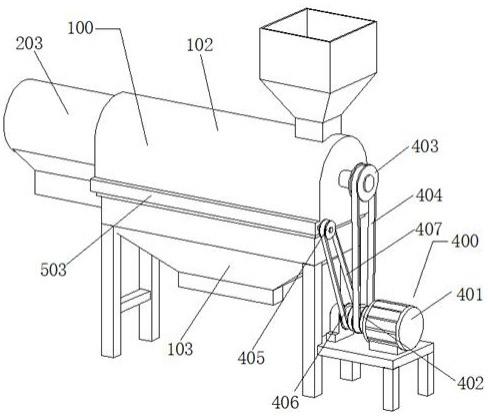
式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:图1是本发明—种笔袋加工用输送检测装置立体结构示意图;图2是本发明—种笔袋加工用输送检测装置中检测罩的立体结构示意图;图3是本发明—种笔袋加工用输送检测装置中转向机构与防护罩之间的连接示意图;图4是本发明—种笔袋加工用输送检测装置中转向机构的立体结构示意图;图5是本发明—种笔袋加工用输送检测装置中局部结构的立体示意图;图6是本发明—种笔袋加工用输送检测装置记录机构、复位机构与检测板之间的连接示意图;图7是本发明—种笔袋加工用输送检测装置检测机构的立体结构示意图;图8是本发明—种笔袋加工用输送检测装置中自动检测系统示意图。
22.图中标号:1、输送带;2、转向机构;201、转动板;202、拨料板;203、转动杆;204、电机;3、记录机构;301、吊杆;302、第一弹性触头;303、第二弹性触头;304、固定杆;4、复位机构;401、滑动杆;402、复位弹簧;403、滑动套;404、限位块;5、检测机构;501、气缸;502、连接块;503、检测头;6、检测罩;7、显示器;8、警示灯;9、转向带;10、防护罩;11、支撑座;12、检测板;13、检测轮;14、防护板;15、稳固轮;16、转动孔;17、散热孔;18、推料斜板;19、轴承;20、安装块;21、稳固套;22、稳固杆;23、反馈模块;24、录入模块;25、存储模块;26、控制终端;27、警示模块;28、显示模块;29、自动检测系统。
具体实施方式
23.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
24.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施方式的限制。
25.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
实施例
26.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
27.如图1
‑
8所示,一种笔袋加工用输送检测装置及操作方法,包括输送带1和自动检测系统29,输送带1的表面固定连接有检测罩6,输送带1的后侧固定连接有转向带9,检测罩6的顶部固定连接有检测机构5,检测机构5的底部贯穿至检测罩6的内腔,检测罩6的内部设置有检测板12,检测板12底部的前侧和后侧均固定连接有检测轮13,检测板12的顶部固定连接有记录机构3;
记录机构3包括吊杆301、第一弹性触头302、第二弹性触头303和固定杆304,固定杆304的底部与检测板12的顶部固定连接,固定杆304的顶部与第二弹性触头303固定连接,第一弹性触头302与第二弹性触头303配合使用,第一弹性触头302的顶部与吊杆301固定连接,吊杆301的顶部与检测罩6的内壁固定连接;检测机构5包括气缸501、连接块502和检测头503,气缸501靠近检测罩6的一侧与检测罩6固定连接,气缸501的底部贯穿至检测罩6的内腔并与连接块502固定连接,连接块502的底部与检测头503固定连接;自动检测系统29包括反馈模块23、录入模块24、存储模块25、控制终端26和显示模块28,控制终端26的输出端分别与录入模块24和显示模块28单向电性连接,控制终端26的输出端与存储模块25双向电性连接,记录机构3和检测机构5的输出端与反馈模块23单向电性连接,反馈模块23的输出端与控制终端26单向电性连接。
28.在本实例中,输送带1的后侧固定连接有支撑座11,支撑座11的顶部固定连接有与转向带9配合使用的转向机构2,控制终端26的输出端与转向机构2单向电性连接,通过支撑座11,有效的实现了对转向机构2进行支撑定位的作用,通过控制终端26与转向机构2的电性连接,能够实现自动化对不合格的产品进行自动化分拣的效果。
29.在本实例中,转向机构2包括转动板201、拨料板202、转动杆203和电机204,电机204的输出轴与转动杆203固定连接,转动板201的后侧与转动杆203的表面固定连接,拨料板202的顶部与转动板201的底部固定连接,通过转向机构2,能够实现对残次品以及不合格产品进行自动化剔除,自动化进行分类的效果,当判定为不合格产品时,则转向机构2中的电机204控制转动杆203顺时针转动,转动杆203的转动能够带动转动板201的转动,转动板201转动时会通过拨料板202将不合格的产品移送至转向带9上进行进一步的处理,当判定为合格产品时,则转向机构2中的电机204控制转动杆203逆时针转动,转动杆203的转动能够带动转动板201的转动,转动板201带动拨料板202转向九十度,使笔袋继续在输送带1上进行传输,然后进行下一步加工工序。
30.在本实例中,支撑座11的顶部固定连接有电机204配合使用的防护罩10,防护罩10的顶部开设有与电机204配合使用的散热孔17,散热孔17的数量为若干个,防护罩10的前侧开设有转动孔16,转动板201的前侧穿过转动孔16并延伸至防护罩10的外侧,电机204两侧的顶部和底部均固定连接有安装块20,安装块20靠近防护罩10内壁的一侧与防护罩10的内壁固定连接,转动杆203的底部套设有轴承19,轴承19的表面与防护罩10的内壁固定连接,通过防护罩10,有效的实现了对电机204进行防护定位的效果,通过散热孔17,有效的实现了对电机204运转时产生的热量进行散发的效果,通过转动孔16,给转动板201的转动提供了空间,方便了转动板201的转动,通过安装块20,实现了对电机204的定位安装效果,通过轴承19,转动杆203在轴承19的内部进行转动,有效的增加了转动杆203转动时的稳定性和流畅性。
31.在本实例中,拨料板202的底部固定连接有推料斜板18,转动板201底部的前侧固定连接有稳固轮15,拨料板202的左侧固定连接有防护板14,通过推料斜板18,能够更加方便的将不合格的产品推送至转向带9上进行输送,通过稳固轮15,稳固轮15在输送带1上进行滚动,有效的增加了转动板201转动时的稳定性,通过防护板14,有效的实现了对推动时的笔袋进行限位的作用,使不合格的笔袋能够稳定移动至转向带9上进行输送。
32.在本实例中,检测板12的两侧均固定连接有复位机构4,复位机构4包括滑动杆401、复位弹簧402、滑动套403和限位块404,滑动杆401的顶部与检测罩6的内壁固定连接,复位弹簧402和滑动套403均套设于滑动杆401的表面,滑动套403靠近检测板12的一侧与检测板12固定连接,限位块404的顶部与滑动杆401的底部固定连接,通过复位机构4,则实现对记录机构3进行复位的效果,检测板12向上移动的同时会带动滑动套403在滑动杆401的表面进行滑动,且挤压复位弹簧402,当检测轮13的底部为输送带1时,则复位弹簧402则会通过滑动套403带动检测板12向下移动,检测板12带动检测轮13向下移动与输送带1接触,且同时带动记录机构3向下移动复位,实现了自动化复位的效果,方便了后续的笔袋进行检测。
33.在本实例中,气缸501的表面套设有稳固套21,稳固套21的前侧和后侧均固定连接有稳固杆22,稳固杆22远离稳固套21的一侧与检测罩6的内部固定连接,通过稳固套21和稳固杆22的配合使用,稳固套21通过稳固杆22固定于检测罩6的内壁,且气缸501在稳固套21的内部进行滑动,从而增加了气缸501运转时的稳定性,且实现了对其进行限位的效果,使其只能保持上下移动轨迹,保证了检测时的稳定性。
34.在本实例中,控制终端26的输出端单向电性连接有警示模块27,警示模块27为警示灯8,警示灯8的数量为两个,警示灯8的底部与检测罩6的顶部固定连接,显示模块28为显示器7,显示器7的后侧与检测罩6固定连接,通过警示模块27,当检测到的不合格产品在同一阶段过多时,则控制终端26会控制警示模块27进行警示,以方便使用者及时查看问题所在,通过显示模块28,能够实现对检测数据结果进行观看。
35.在本实例中,该笔袋加工用输送检测操作方法包括以下几个步骤:s1)、首先待检测的笔袋在输送带1的顶部进行输送;s2)、待检测的笔袋输送至检测罩6的内部,且移动至检测轮13的底部,但笔袋的厚度不一时,则会带动检测轮13向上移动,检测轮13通过检测板12分别带动记录机构3和复位机构4移动,记录机构3能够记录不合格产品的数量,并通过控制终端26传输至显示模块28进行显示,复位机构4能够使记录机构3进行复位;s3)、检测完厚度的笔袋继续在输送带1上进行输送,当输送至检测机构5的底部时,检测机构5对笔袋进行化学含量检测,并将数据传输至控制终端26;s4)、检测完成后的笔袋继续在输送带1上进行输送,当控制终端26接收的数据为不合格产品时,则会控制转向机构2顺时针转动,带动不合格的笔袋转送至转向带9上进行分类,当为合格时,则会逆时针转动,使笔袋在输送带1上继续输送至下一步骤进行加工。
36.需要说明的是,本发明为—种笔袋加工用输送检测装置,首先,通过录入模块24,实现录入笔袋合格的指标,然后通过控制终端26传输至存储模块25中进行存储,然后待检测的笔袋在输送带1上传输至检测罩6内部,当待检测的笔袋别传输至记录机构3中的检测轮13底部时,则会带动检测轮13进行移动,当出现产品的厚度不一时,则检测轮13会带动检测板12向上移动,检测板12会带动固定杆304向上移动,固定杆304向上带动第二弹性触头303向上移动,当第二弹性触头303与第一弹性触头302接触时,则表示该笔袋为不合格产品,则会将信息传输至控制终端26进行记录,复位机构4则实现对记录机构3进行复位的效果,检测板12向上移动的同时会带动滑动套403在滑动杆401的表面进行滑动,且挤压复位弹簧402,当检测轮13的底部为输送带1时,则复位弹簧402则会通过滑动套403带动检测板
12向下移动,检测板12带动检测轮13向下移动与输送带1接触,且同时带动记录机构3向下移动复位,实现了自动化复位的效果,方便了后续的笔袋进行检测,在经过检测轮13检测完成后,笔袋会在输送带1上输送至检测机构5的底部,检测机构5中的气缸501则会带动连接块502向下移动,连接块502带动检测头503向下移动对笔袋进行检测,实现了对自动化检测的效果,避免了不合格产品流出进行售卖,检测完成后的笔袋继续在输送带1上进行输送,输送的同时,控制终端26会根据接收的数据与存储模块25中实现存入的信息进行对比,当对比数据为合格时,则控制转向机构2逆时针转动,转动杆203的转动能够带动转动板201的转动,转动板201转动时会通过拨料板202将不合格的产品移送至转向带9上进行进一步的处理,当判定为合格产品时,则转向机构2中的电机204控制转动杆203逆时针转动,转动杆203的转动能够带动转动板201的转动,转动板201带动拨料板202转向九十度,使笔袋继续在输送带1上进行传输,然后进行下一步加工工序,实现了自动化挑拣,减少了残次品的流出。
37.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。