1.本发明属于包装技术领域,特别是涉及一种基于全自动包装机的自动供袋结构。
背景技术:
2.包装行业一般称不超过5kg物料包装为小袋包装,国内小袋包装的包装袋多为一字带和m袋,实现其自动包装的设备为旋转给袋机。在旋转给袋包装机中,自动供袋部件是其必备的功能性机构,而旋转给袋包装机自动供袋部件的供袋方式直接影响着包装用材,上袋可靠度及包装速度。目前市面上针对m型包装袋还没有专门的包装设备。目前市面上的旋转给袋机主要针对一字型包装袋,且要求包装袋有一定的硬度,不能太软,包装机的袋仓为平铺码垛,对于m型包装袋显然不适用。
3.基于我国包装行业对于m袋包装机的市场的欠缺,m袋包装机将填补m袋包装的这一市场,m袋包装机中袋仓部件是必不可少的关键部件,解决了m袋包装的诸多难点。但是,现有的m袋包装机中的供袋部件功能单一,不能很好的满足不同尺寸包装袋的支撑,不能很好的对较软包装袋的进行限位支撑,进而大大降低了m袋包装机的适用范围。为此,我们设计了一种基于全自动包装机的自动供袋结构,用以解决上述中的技术问题。
技术实现要素:
4.本发明的目的在于提供一种基于全自动包装机的自动供袋结构,通过直线轴承、导向轴、电缸托板、推袋板、高度调节杆、调节组件、袋仓传感器、导向条、双向丝杆、螺纹套、横向啮合柱、纵向啮合柱和袋压片的设计,解决了现有的m袋包装机中的供袋部件功能单一,不能很好的满足不同尺寸包装袋的支撑,不能很好的对较软包装袋的进行限位支撑,进而大大降低了m袋包装机的适用范围的问题。
5.为解决上述技术问题,本发明是通过以下技术方案实现的:
6.本发明为一种基于全自动包装机的自动供袋结构,包括安装在机架上的两袋仓安装板,所述袋仓安装板上表面固定有方钢立柱,所述方钢立柱顶部安装有袋仓支撑板,且所述方钢立柱周侧面固定有袋仓封板,所述袋仓封板沿袋仓支撑板周侧方向设置;所述袋仓支撑板上表面安装有若干直线轴承,所述直线轴承内部滑动配合有导向轴,所述导向轴顶部固定有电缸托板,所述电缸托板上表面安装有电缸,所述电缸连接有推袋板;所述袋仓支撑板上表面滑动连接有高度调节杆,所述高度调节杆顶部与电缸托板底部固定连接;其中一所述袋仓封板表面转动连接有调节组件,所述调节组件与高度调节杆相啮合;所述袋仓支撑板上表面对称安装有两导杆固定组,所述导杆固定组由对称设置的两导杆固定座组成,两所述导杆固定座之间固定有导杆,所述导杆周侧面对称滑动配合有两滑动块,对称设置的两所述导杆固定组之间的滑动块固定有袋仓侧板;所述电缸托板上表面安装有传感器固定板,所述传感器固定板表面安装有袋仓传感器;相对设置的两所述袋仓侧板表面均滑动连接有若干限位滑孔,所述限位滑孔内部滑动连接有滑杆,所述滑杆靠近袋仓侧板内侧的一端面固定有袋压片。
7.进一步地,所述电缸托板上表面安装有传感器护罩,所述传感器固定板和袋仓传感器均位于传感器护罩内侧。
8.进一步地,所述袋仓支撑板上表面固定有电缸防护罩,所述电缸防护罩位于传感器护罩的相对侧,且所述电缸一端贯穿电缸防护罩。
9.进一步地,所述袋仓支撑板上表面对称安装有丝杆固定组,所述丝杆固定组位于两导杆固定组之间;
10.所述丝杆固定组由对称设置的两丝杆固定座组成,两所述丝杆固定座之间转动连接有双向丝杆,所述双向丝杆周侧面对称螺纹配合有两螺纹套,所述螺纹套与袋仓侧板固定连接;
11.所述双向丝杆一端固定有宽度调节手轮。
12.进一步地,所述电缸托板上表面对称固定有导向条支撑件,所述导向条支撑件顶部固定有导向条,相对设置的两所述导向条均位于两袋仓侧板之间。
13.进一步地,所述滑杆远离袋压片的端面固定有横向啮合柱;
14.所述袋仓侧板远离袋压片的侧面上下固定有两耳板,两所述耳板之间转动连接有旋转杆,所述旋转杆周侧面固定有纵向啮合柱,所述纵向啮合柱与横向啮合柱相啮合。
15.进一步地,所述调节组件包括有与对应袋仓封板转动连接的中空外螺纹杆,所述中空外螺纹杆外表面固定有第一调节齿形件;
16.所述中空外螺纹杆外表面滑动配合有与第一调节齿形件同轴心同直径的第二调节齿形件,所述第一调节齿形件和第二调节齿形件均与高度调节杆相啮合。
17.进一步地,所述中空外螺纹杆内表面开设有限位孔道;
18.所述第二调节齿形件内表面固定有与限位孔道滑动配合的第一支杆,所述第一支杆一端固定有第一连接盘;
19.所述中空外螺纹杆外表面螺纹连接有调节转动环,所述调节转动环内表面滑动连接有与限位孔道滑动配合的第二支杆,所述第二支杆一端固定有第二连接盘,所述第二连接盘与第一连接盘之间固定有连杆;
20.所述中空外螺纹杆远离第一调节齿形件的端面固定有高度调节手轮。
21.本发明具有以下有益效果:
22.1、本发明单次能够存放大量的包装袋,延长工人的装袋周期,进而大大提高包装机的包装效率,同时驱动推袋板前进的电缸采用扭矩控制,步进前进,使得供袋稳定可靠,同时通过袋仓传感器的设置,使得供袋部件的使用更加自动化,有利于提高包装机的包装效率,降低操作人员的工作强度。
23.2、本发明通过转动旋转杆,利用纵向啮合柱与横向啮合柱的啮合作用,实现相对设置的两袋压片水平间距的灵活调节,满足不同硬度包装袋的侧向支撑,可兼容硬的包装袋和软的包装袋的竖立放置,进而大大扩大了本发明的适用范围。
24.3、本发明通过袋仓侧板、导杆、双向丝杆、螺纹套、高度调节杆和调节组件的设计,可灵活调节导向条的高度以及两袋仓侧板的间距,满足不同尺寸包装袋的支撑。
25.4、本发明通过中空外螺纹杆、第一调节齿形件、第二调节齿形件、限位孔道、调节转动环和连杆的设计,既可以实现支撑包装袋的导向条所处高度的微调,也可以实现导向条所处高度的较大幅度的调节,实现导向条位置的快速回位,进而大大提高了工人的工作
效率。
26.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
27.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
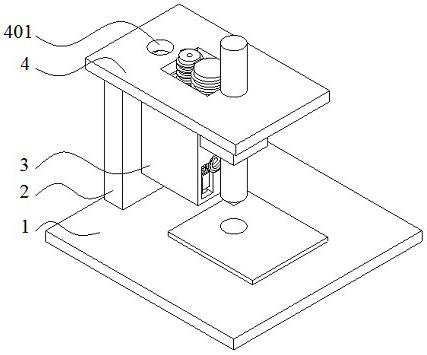
28.图1为一种基于全自动包装机的自动供袋结构的结构示意图。
29.图2为图1仰视角度的结构示意图。
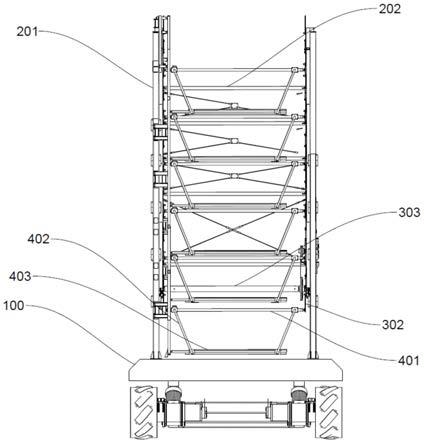
30.图3为图1的部分结构示意图。
31.图4为图3的结构正视图。
32.图5为图3的结构俯视图。
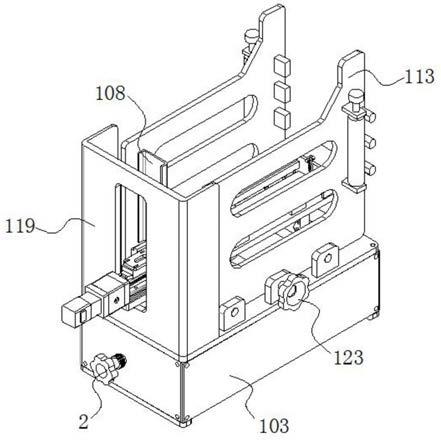
33.图6为图3另一角度的结构示意图。
34.图7为图6仰视角度的结构示意图。
35.图8为调节组件的结构示意图。
36.图9为图8的结构正视图。
37.附图中,各标号所代表的部件列表如下:
[0038]1‑
袋仓安装板,101
‑
方钢立柱,102
‑
袋仓支撑板,103
‑
袋仓封板,104
‑
直线轴承,105
‑
导向轴,106
‑
电缸托板,107
‑
电缸,108
‑
推袋板,109
‑
高度调节杆,110
‑
导杆固定座,111
‑
导杆,112
‑
滑动块,113
‑
袋仓侧板,114
‑
传感器固定板,115
‑
袋仓传感器,116
‑
滑杆,117
‑
袋压片,118
‑
传感器护罩,119
‑
电缸防护罩,120
‑
丝杆固定座,121
‑
双向丝杆,122
‑
螺纹套,123
‑
宽度调节手轮,124
‑
导向条支撑件,125
‑
导向条,126
‑
横向啮合柱,127
‑
耳板,128
‑
旋转杆,129
‑
纵向啮合柱,2
‑
调节组件,201
‑
中空外螺纹杆,202
‑
第一调节齿形件,203
‑
第二调节齿形件,204
‑
限位孔道,205
‑
调节转动环,206
‑
连杆,207
‑
高度调节手轮。
具体实施方式
[0039]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0040]
请参阅图1
‑
9,本发明为一种基于全自动包装机的自动供袋结构,包括安装在机架上的两袋仓安装板1,袋仓安装板1上表面固定有方钢立柱101,方钢立柱101顶部安装有袋仓支撑板102,且方钢立柱101周侧面固定有袋仓封板103,袋仓封板103沿袋仓支撑板102周侧方向设置;
[0041]
袋仓支撑板102上表面安装有若干直线轴承104,直线轴承104内部滑动配合有导向轴105,导向轴105顶部固定有电缸托板106,电缸托板106上表面安装有电缸107,电缸107连接有推袋板108;通过设置直线轴承104,便于进行推袋板108所处高度的调节;
[0042]
袋仓支撑板102上表面滑动连接有高度调节杆109,高度调节杆109顶部与电缸托
板106底部固定连接;其中一袋仓封板103表面转动连接有调节组件2,调节组件2与高度调节杆109相啮合,通过转动调节组件2,可实现推袋板108所处高度的灵活调节;
[0043]
袋仓支撑板102上表面对称安装有两导杆固定组,导杆固定组由对称设置的两导杆固定座110组成,两导杆固定座110之间固定有导杆111,导杆111周侧面对称滑动配合有两滑动块112,对称设置的两导杆固定组之间的滑动块112固定有袋仓侧板113,使得袋仓侧板113只能沿着导杆111进行滑动,不能进行转动;
[0044]
电缸托板106上表面安装有传感器固定板114,传感器固定板114表面安装有袋仓传感器115,通过袋仓传感器115的响应与否,来判断供袋部件内部是否还放置有包装袋;
[0045]
相对设置的两袋仓侧板113表面均滑动连接有若干限位滑孔,限位滑孔内部滑动连接有滑杆116,滑杆116靠近袋仓侧板113内侧的一端面固定有袋压片117,通过调节相对设置的两袋压片117的间距,满足不同硬度的包装袋侧面的抵压支撑。
[0046]
其中,电缸托板106上表面安装有传感器护罩118,传感器固定板114和袋仓传感器115均位于传感器护罩118内侧;
[0047]
袋仓支撑板102上表面固定有电缸防护罩119,电缸防护罩119位于传感器护罩118的相对侧,且电缸107一端贯穿电缸防护罩119。
[0048]
其中,袋仓支撑板102上表面对称安装有丝杆固定组,丝杆固定组位于两导杆固定组之间;
[0049]
丝杆固定组由对称设置的两丝杆固定座120组成,两丝杆固定座120之间转动连接有双向丝杆121,双向丝杆121周侧面对称螺纹配合有两螺纹套122,螺纹套122与袋仓侧板113固定连接;双向丝杆121一端固定有宽度调节手轮123;通过转动宽度调节手轮123,利用双向丝杆121与螺纹套122的螺纹配合作用,实现两袋仓侧板113水平间距的灵活调节,进而满足不同宽度包装袋的放置。
[0050]
其中,电缸托板106上表面对称固定有导向条支撑件124,导向条支撑件124顶部固定有导向条125,相对设置的两导向条125均位于两袋仓侧板113之间,包装袋的底部支撑在导向条125上;
[0051]
滑杆116远离袋压片117的端面固定有横向啮合柱126;袋仓侧板113远离袋压片117的侧面上下固定有两耳板127,两耳板127之间转动连接有旋转杆128,旋转杆128周侧面固定有纵向啮合柱129,纵向啮合柱129与横向啮合柱126相啮合;通过转动旋转杆128,利用旋转的纵向啮合柱129带动横向啮合柱126进行转动,从而实现相对的两袋压片117间距的调节。
[0052]
其中,调节组件2包括有与对应袋仓封板103转动连接的中空外螺纹杆201,中空外螺纹杆201外表面固定有第一调节齿形件202;
[0053]
中空外螺纹杆201外表面滑动配合有与第一调节齿形件202同轴心同直径的第二调节齿形件203,第一调节齿形件202和第二调节齿形件203均与高度调节杆109相啮合;
[0054]
中空外螺纹杆201内表面开设有限位孔道204;第二调节齿形件203内表面固定有与限位孔道204滑动配合的第一支杆,第一支杆一端固定有第一连接盘;
[0055]
中空外螺纹杆201外表面螺纹连接有调节转动环205,调节转动环205内表面滑动连接有与限位孔道204滑动配合的第二支杆,第二支杆一端固定有第二连接盘,第二连接盘与第一连接盘之间固定有连杆206;中空外螺纹杆201远离第一调节齿形件202的端面固定
有高度调节手轮207;当需要对电缸托板106进行较大幅度的高度调节或者需要对电缸托板106进行快速回位时,可转动调节转动环205,使移动调节转动环205往高度调节手轮207靠近,进而使得第二调节齿形件203与第一调节齿形件202分离,转动中空外螺纹杆201时,利用第一调节齿形件202带动高度调节杆109进行上下移动,当第一调节齿形件202转动至其缺口对应高度调节杆109时,在重力作用下使得电缸托板106快速回位至所需高度,进而大大提高了电缸托板106高度调节的效率。
[0056]
本实施例的工作原理为:该全自动包装机自动供袋部件的一个工作循环依次包括:
[0057]
首先,推袋板108在袋仓部件最左侧的起始位置处,相对两袋仓侧板113之间间距最大,电缸托板106在高度方向位置最低,袋仓前端的袋仓传感器115处于未响应状态,袋压片117在两个袋仓侧板113之间的间距最大,此时该全自动包装机自动供袋部件定义为初始位置;
[0058]
然后,包装袋尺寸已经确定时,根据包装袋高度调节高度调节手轮207,使袋口与袋仓侧板113上侧面齐平即可。根据包装袋宽度调节宽度调节手轮123,使袋仓部件两个袋仓侧板113之间的间距大于包装袋宽度3mm
‑
5mm即可。袋仓侧板113之间的间距调整好之后,根据包装袋的硬度,调节两个袋仓侧板113上的袋压片117之间的间距,包装袋较硬时,增大袋压片117之间的间距,包装袋较软时,减小袋压片117之间的间距。推袋板108仍在初始位置,袋仓传感器115仍处于未响应状态,此时刻该全自动包装机自动供袋部件定义为放袋位置;
[0059]
接着,把码好的包装袋平齐的装入两个袋仓侧板113之间,包装袋前端压在袋压片117上,袋压片117和推袋板108之间尽可能多的装入包装袋,装好包装袋之后,操作触摸屏上的电缸107夹紧按钮,推袋板108向前移动挤压包装袋,直到袋仓中的包装袋挤压袋仓前端的袋仓传感器115,传感器响应,推袋板108继续向前挤压包装袋,直到电缸107到达相应扭矩之后推袋板108停止向前,此时刻该全自动包装机自动供袋部件定义为供袋位置;
[0060]
最后,自动包装机运行时,取袋机构会从袋仓部件前端逐一取出包装袋,袋仓部件之中的包装袋逐渐减少时,电缸107上的推袋板108的扭矩减小,推袋板108自动向前步进移动,直到达到原来的扭矩之后自动停止,袋仓中包装袋逐渐减少,推袋板108慢慢向前移动。当取走最后一个包装袋时,袋仓传感器115重新回到未响应状态,此时触发袋仓部件装袋报警信号,推袋板108自动回到最左侧起始位置,即回到初始位置,一个工作循环结束。
[0061]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0062]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。