1.本发明涉及纸制品生产技术领域,更具体地说,它涉及一种薄型纸制品生产设备及生产工艺。
背景技术:
2.随着人们环保意识的加强以及国家对环保要求的提高,可降解的纸制餐具逐渐广泛应用,其中纸制餐具包括纸餐盒、纸碗、纸勺、纸叉以及纸吸管等。
3.现有的纸浆餐具一般采用热模塑成型工艺,生产过程包括碎浆、混浆、过滤、抽湿等工序。
4.但是,纸浆的生产过程中需要消耗大量的水资源,而且使用后的污水需要处理后满足环保要求才能够排放,导致生产成本较高。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的之一在于提供一种薄型纸制品生产设备,其适用于薄型纸制品的加工,在生产过程中不需要形成纸浆,从而能够减少水资源的消耗,也不需要对污水进行处理,进而能够降低生产成本,而且也能够简化生产流程,提高生产效率。此外,还能增强纸制产品的功能性,提升防水防油等使用性能。
6.为实现上述目的,本发明提供了如下技术方案:一种薄型纸制品生产设备,包括:纸卷放料机构,用于释放出多层沿竖直方向布置的单纸;挂浆机构,用于在中间层的单纸表面涂覆粘结剂;压合机构,用于将多层的单纸压合形成复合纸;压模成型机构,用于在复合纸上模压形成产品;压送机构,用于移送形成有产品的复合纸;以及,剪切机构,用于剪切复合纸上的产品。
7.进一步地,所述压合机构与压模成型机构之间设置有储存机构,所述储存机构用于缓存复合纸。
8.进一步地,所述压合机构与压模成型机构之间设置有喷淋机构,所述喷淋机构用于在复合纸表面喷淋表面处理剂。
9.进一步地,所述喷淋机构包括多个沿复合纸移动方向布置的喷淋头。
10.进一步地,所述压模成型机构为热压模成型机构,所述热压模成型机构在复合纸上模压形成产品的同时能够对产品进行烘干。
11.进一步地,所述喷淋机构与压模成型机构之间设置有烘干机构。
12.进一步地,所述生产设备还包括纸卷残料收取机构,所述纸卷残料收取机构用于收集剪切后的复合纸。
13.进一步地,所述纸卷放料机构包括多个放料辊,且多个所述放料辊呈多行多列布
置。
14.进一步地,所述纸卷放料机构还包括用于驱动所述放料辊转动的放料驱动装置。
15.为实现上述目的,本发明还提供了如下技术方案:一种薄型纸制品生产设备,包括:纸卷放料机构,用于释放出多层沿竖直方向布置的单纸;挂浆机构,用于在中间层的单纸表面涂覆粘结剂;压合机构,用于将多层的单纸压合形成复合纸;储存机构,用于缓存复合纸;喷淋机构,用于在复合纸表面喷淋表面处理剂;压模成型剪切机构,用于在复合纸上模压并剪切得到产品;压送机构,用于移送形成有产品的复合纸;以及,卷残料收取机构,用于收集剪切后的复合纸。
16.针对现有技术存在的不足,本发明的另一目的在于提供一种薄型纸制品生产工艺,适用于薄型纸制品的加工,在生产过程中不需要形成纸浆,从而能够减少水资源的消耗,也不需要对污水进行处理,进而能够降低生产成本,而且也能够简化生产流程,提高生产效率。
17.为实现上述目的,本发明提供了如下技术方案:一种薄型纸制品生产工艺,包括以下步骤:s01,将多层的单纸压合形成复合纸;s02,在复合纸表面喷淋表面处理剂;s03,在复合纸上模压形成产品,并且可以在模压的同时对产品进行烘干,或者在模压之前对喷淋后的复合纸进行烘干;s04,从复合纸上剪切得到产品。
18.综上所述,本发明具有以下有益效果:1、将多层的单纸压合后形成复合纸,然后利用复合纸来模压和剪切得到薄型纸制品,生产过程中省去了纸浆这一中间环节,从而能够节省水资源,并且不会产生污水,使得生产符合环保要求,降低了生产门槛,以及生产成本;2、降低生产成本,简化生产流程,提高生产效率。
附图说明
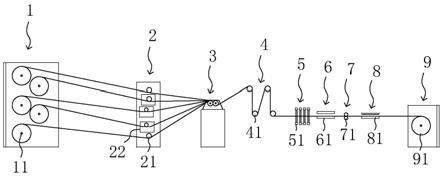
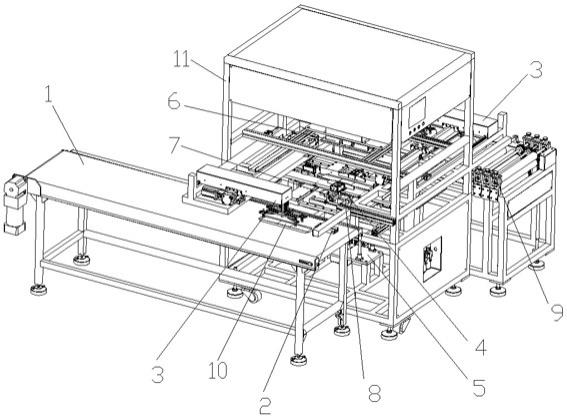
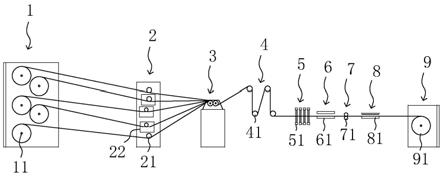
19.图1为实施例1中一种薄型纸制品生产设备的结构示意图一;图2为实施例1中一种薄型纸制品生产设备的结构示意图二。
20.图中:1、纸卷放料机构;11、放料辊;12、放料驱动装置;2、挂浆机构;21、挂浆导向辊;22、浆槽;3、压合机构;31、压合辊;32、压合驱动装置;4、储存机构;41、储存导向辊;5、喷淋机构;51、喷淋头;6、压模成型机构;61、成型模组;7、压送机构;71、压送轴;72、压送驱动装置;8、剪切机构;81、剪切模组;9、纸卷残料收取机构;91、收料辊;92、收料驱动装置。
具体实施方式
21.以下结合附图对本发明作进一步详细说明。
22.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
23.实施例1:一种薄型纸制品生产设备,参照图1和图2,其包括:纸卷放料机构1,纸卷放料机构1用于释放出多层沿竖直方向布置的单纸。
24.具体地,纸卷放料机构1包括多个放料辊11,且多个放料辊11呈多行多列布置;本实施例中纸卷放料机构1包括五个放料辊11,五个放料辊11呈五行两列布置,相比于五行一列的布置,这样能够减小纸卷放料机构1的高度,便于在放料辊11上安装纸卷;在其他可选的实施例中,放料辊11的数量(即单纸的层数)可以根据需要进行调整,在此不做限制;同时,多个放料辊11也可以呈一行多列布置,然后利用多个导向辊来使多层单纸沿竖直方向布置,在此不做限制。
25.本实施例中纸卷放料机构1还包括用于驱动放料辊11转动的放料驱动装置12,具体地,放料驱动装置12包括电机;纸卷的重量较大,所以采用放料驱动装置12来实现主动放料,能够避免扯裂纸张,保证纸张正常传送;当然,是每个放料辊11均配置一个电机,还是多个放料辊11通过传动结构连接后配置一个电机,在此不做限制。
26.挂浆机构2,挂浆机构2用于在中间层的单纸表面涂覆粘结剂。
27.具体地,挂浆机构2包括多个挂浆导向辊21和多个浆槽22;本实施例中多层的单纸分为最上层、中间层和最下层,即中间层可以是一层单纸,也可以是多层的单纸;浆槽22内设置有粘接剂,最上层和最下层的单纸表面不需要涂覆粘结剂,中间层的单纸在传送时经过浆槽22,即可在单纸的两个表面均涂覆粘结剂,在压合时即可将多层的单纸压合粘接为一体。
28.压合机构3,压合机构3用于将多层的单纸压合形成复合纸。
29.具体地,压合机构3包括两个压合辊31,以及用于驱动两个压合辊31转动的压合驱动装置32,压合驱动装置32包括电机;多层的单纸同时从两个压合辊31之间经过,从而被压合形成复合纸;本实施例中两个压合辊31配合对多层的单纸实现一次压合,在其他可选的实施例中,也可以增加压合辊31的数量来实现多次压合,在此不做限制;具体地,本实施例中两个压合辊31沿水平方向布置,则利用纸张与压合辊31之间的摩擦力,压合机构3还起到传送和张紧的作用。
30.储存机构4,储存机构4用于缓存复合纸。
31.具体地,储存机构4包括多个储存导向辊41,即本实施例中储存机构4包括两个作用,一个是导向作用,另一个是缓存作用;在储存机构4之前,将多层的单纸压合形成复合纸属于不间断连续作业,而储存机构4之后对复合纸的加工属于间断性连续作业,所以利用储存机构4来缓存加工好的复合纸,有利于控制生产节拍,实现整个设备的连续作业;本实施例中储存机构4包括四个储存导向辊41,四个储存导向辊41呈两行四列布置;当然,在其他可选的实施例中,储存导向辊41的数量和布置方式可以根据需要进行调整,在此不做限制;当然,在其他可选的实施例中,储存机构4也可以仅用于储存复合纸,形成复合纸卷,再将复合纸卷用于后续加工,在此不做限制。
32.喷淋机构5,喷淋机构5用于在复合纸表面喷淋表面处理剂。
33.具体地,喷淋机构5包括多个沿复合纸移动方向布置的喷淋头51,且喷淋头51分别布置于复合纸的上下两侧,从而能够对复合纸的两个表面均喷淋表面处理剂;表面处理剂包括防水、防油等添加剂,从而在复合纸表面形成防水防油等功能涂层,而不同的添加剂可以由沿复合纸移动方向布置的多个喷淋头51分别喷淋;当然,在其他可选的实施例中,如果复合纸表面不需要表面处理剂,则可以取消喷淋机构5,在此不做限制。
34.压模成型机构6,压模成型机构6用于在复合纸上模压形成产品。
35.具体地,压模成型机构6包括成型模组61,成型模组61包括下模和上模;复合纸传送至下模和上模之间,上模和下模压合后,在复合纸上模压形成产品;冲压的行程不宜过大,避免因冲压行程过大而冲断纸张纤维造成产品报废,故本设备以生产薄型纸制品为主,包括产品深度较浅甚至完全平面的产品,例如纸叉、纸勺、纸盘子等;优选地,本实施例中压模成型机构为热压模成型机构,热压模成型机构在复合纸上模压形成产品的同时能够对产品进行烘干;具体地,成型模组61内设置有加热装置,在模压的同时对产品进行烘干,从而能够省去后续的烘干工序,简化生产设备,提高生产效率,降低生产成本;在其他可选的实施例中,也可以在喷淋机构5与压模成型机构6之间增加烘干机构,在此不做限制,即喷淋后的复合纸经过烘干机构后被烘干,然后再进入压模成型机构6中。
36.压送机构7,压送机构7用于移送形成有产品的复合纸。
37.具体地,压送机构7包括两个压送轴71,以及用于驱动压送轴71转动的压送驱动装置72,压送驱动装置72包括伺服电机;两个压送轴71之间设置有两个齿轮组,复合纸传送至两个压送轴71之间,两个齿轮组分别与复合纸的两个侧边接触,而不会干涉到复合纸上模压后的产品,齿轮组将复合纸夹于其中,然后伺服电机控制压送轴71转动,来实现对复合纸的传送;压模成型机构6完成一次模压动作后,压送机构7启动,对复合纸进行压送,将复合纸上的产品移动至下一工序;本实施例中压送机构7包括两个动作,一个是对复合纸的主动夹取,另一个是对复合纸进行传送;在其他可选的实施例中,也可以采用水平移动模组配合夹取机构来实现对复合纸的压送,在此不做限制;而本实施例中采用压送轴71与齿轮组配合,具有结构简单,稳定性好,体积小的优势。
38.剪切机构8,剪切机构8用于剪切复合纸上的产品。
39.具体地,剪切机构8包括剪切模组81,剪切模组81包括剪切上模和剪切下模;复合纸传送至剪切上模与剪切下模之间,剪切上模与剪切下模压合,将复合纸上的产品剪切下来;分离后的产品,穿过剪切下模后掉落至剪切下模下方,在剪切下模下方放置收料箱,即可实现对产品的收集;当然,在其他可选的实施例中,也可以将分离后的产品保留在剪切下模上,然后采用吸取下料机构来对剪切下模上的产品进行转移,实现下料,在此不做限制。
40.纸卷残料收取机构9,纸卷残料收取机构9用于收集剪切后的复合纸。
41.具体地,纸卷残料收取机构9包括收料辊91,以及用于驱动收料辊91转动的收料驱动装置92,收料驱动装置92包括电机;复合纸经过剪切机构8时,复合纸上的产品被剪切分离,剪切后的复合纸残料卷绕在收料辊91上,电机控制收料辊91转动,实现主动收取复合纸残料,便于后续的回收处理;纸卷残料收取机构9上还可以增加导向辊,复合纸残料经过导向辊后卷绕在收料辊91上,来保证剪切机构8出料端的复合纸保持水平状态,从而保证加工精度。
42.工作原理如下:
本实施例中将多层的单纸压合后形成复合纸,然后利用复合纸来模压和剪切得到薄型纸制品,生产过程中省去了纸浆这一中间环节,从而能够节省水资源,并且不会产生污水,使得生产符合环保要求,降低了生产门槛,以及生产成本。
43.生产设备包括依次布置的纸卷放料机构1、挂浆机构2、压合机构3、储存机构4、喷淋机构5、压模成型机构6、压送机构7、剪切机构8以及纸卷残料收取机构9,九个机构配合形成一套完成的生产流水线,能够提高生产效率。
44.实施例2:一种薄型纸制品生产设备,参照图1,以实施例1为基础,本实施例与实施例1的区别在于:本实施例中压模成型机构6与剪切机构8集成为一体,形成压模成型剪切机构,用于在复合纸上模压并剪切得到产品;通过压模成型剪切机构得到的产品,需要配置下料机构来进行产品下料,下料后的产品还需要进一步进行烘干;当然,在其他可选的实施例中,也可以在喷淋机构5与压模成型剪切机构之间增加烘干机构,即喷淋后的复合纸经过烘干机构后被烘干,然后再进入压模成型剪切机构中。
45.实施例3:一种薄型纸制品生产工艺,其应用实施例1中的生产设备,包括以下步骤:s01,将多层的单纸压合形成复合纸;s02,在复合纸表面喷淋表面处理剂;s03,在复合纸上模压形成产品,并且可以在模压的同时对产品进行烘干,或者在模压之前对喷淋后的复合纸进行烘干;s04,从复合纸上剪切得到产品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。