1.本发明属于锂离子电池技术领域,具体涉及一种集流体的制备方法及极片。
背景技术:
2.近十几年来,锂离子电池以其优越的电化学性能在便携式设备以及动力电池上被广泛应用,但是现有的锂离子电池的能量密度和功率密度无法满足人们对电动汽车、混合电动车的要求。目前正负极集流体一般采用铜铝箔,集流体的主要功能是将电池活性物质产生的电流汇集起来以便形成较大的电流对外输出,因此集流体应与活性物质充分接触,并且内阻应尽可能小为佳。传统的电极极片制作方法是直接把活性物质通过一定量的粘结剂附着在集流体上,活性物质与集流体的结合方式属于简单的机械结合,活性物质的有效接触面积有限,从而增大了活性物质与集流体的接触内阻。
3.因此为提升电池的能量密度,现有技术中通过制作微孔铜箔、铝箔来提升电池能量密度成了一种颇受欢迎的方法,同规格的箔材下,减轻了箔材的重量,提升电池的能量密度,同时通过孔隙间形成的“工”型咬合,提升铜箔、铝箔与表面活性物质层的粘结力。申请人在研究过程中发现,现有常见的集流体制备方法一般是整片金属箔表面形成微孔结构,然后根据需要使用的极片的大小进行切片,获得预设宽度的集流体,然后在集流体上进行涂覆活性浆料、烘干等工艺,进而获得极片。然而该种方法在进行切片时,容易经过极片上的微孔,在微孔处易形成撕裂,导致极片的外边缘不齐,以致在后续辊压等操作中受力产生断带等不良现象。
技术实现要素:
4.针对现有锂电池集流体在制备中容易出现断带的问题,本发明提供了一种集流体的制备方法及极片。
5.本发明解决上述技术问题所采用的技术方案如下:
6.本发明提供了一种集流体的制备方法,包括以下步骤:
7.s1:在金属箔上预设多个微孔区和多个未打孔区,多个所述微孔区并排设置,其中相邻的两个所述微孔区之间由单个所述未打孔区间隔设置,在微孔区上开设若干贯穿金属箔的微孔,所述未打孔区不开设微孔;
8.s2:将打完孔的金属箔在未打孔区沿其延伸方向进行切割,得到多个所述集流体。
9.可选的,所述未打孔区的宽度为1~30mm。
10.可选的,所述微孔的孔径为10~200μm。
11.可选的,所述微孔的孔间距为1~5mm。
12.可选的,所述集流体的孔隙率为0.0003%~3.5%。
13.可选的,所述集流体为铝箔或者铜箔;所述集流体的厚度为2~100μm。
14.可选的,所述“在金属箔的微孔区上开设若干贯穿金属箔的微孔”包括:
15.通过机械钻孔的方式在金属箔的微孔区开设贯穿于金属箔的呈规则矩阵分布的
微孔。
16.本发明还提供了一种极片,包括上述制备方法制备得到的集流体以及位于集流体表面的活性物质层。
17.本发明的有益效果:
18.(1)本发明通过开设贯穿集流体的微孔,保证正负极浆料能够均匀涂覆在微孔集流体上,且涂布不渗漏,极片柔韧性好,微孔集流体的使用能够在同等规格的箔材基础上,减轻箔材重量,提高电芯能量密度,微孔的设置能够增大活性物质与箔材之间的粘合面积,有效提升锂离子电池电解液的浸润效率和水分烘干效率,同时减少箔材的内阻,提高电池的充放电倍率和产能。
19.(2)在相邻两个微孔区之间设置未打孔区,后续切割时沿不开设微孔的未打孔区进行切割,有效保证极片边缘的平整性,避免直接切割微孔结构带来的断带问题,进一步提升产品质量和生产效率。
附图说明
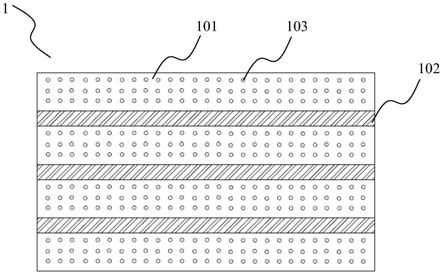
20.图1是本发明实施例提供的金属箔的结构示意图;
21.图2是本发明另一实施例提供的金属箔的结构示意图;
22.图3是本发明实施例提供的集流体的结构示意图;
23.图4是本发明另一实施例提供的集流体的结构示意图;
24.图5是本发明实施例提供的沿宽度方向的极片剖面结构示意图;
25.说明书附图中的附图标记如下:
26.1、金属箔;101、微孔区;102、未打孔区;103、微孔;2、集流体;3、极片;4、活性物质层。
具体实施方式
27.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.需要说明,本发明实施例中所有方向性指示(诸如上、两侧、表面
……
)仅用于解释在某一特定姿态(如附图所示)下各结构之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.请参见图1
‑
图4,一方面,本发明实施例提供了一种集流体的制备方法,包括以下步骤:
30.s1:在金属箔1上预设多个微孔区101和多个未打孔区102,多个所述微孔区101并排设置,其中相邻的两个所述微孔区101之间由单个所述未打孔区102间隔设置,在微孔区101上开设若干贯穿金属箔的微孔103,所述未打孔区102不开设微孔;
31.s2:将打完孔的金属箔1在未打孔区102沿其延伸方向进行切割,得到多个所述集流体2。
32.本发明通过在金属箔1上设置微孔区101,保证正负极浆料能够均匀涂覆在微孔集流体上,且涂布不渗漏,极片柔韧性好,微孔集流体的使用能够在同等规格的箔材基础上,
减轻箔材重量,提高电芯能量密度,微孔103的设置能够增大活性物质与金属箔1之间的粘合面积,有效提升锂离子电池电解液的浸润效率和水分烘干效率,提升了活性物质与集流体之间的附着力,减少界面电阻,从而降低电池内阻,提高电池的充放电倍率和产能。
33.在相邻两个微孔区101之间设置未打孔区102,后续切割时沿不开设微孔的未打孔区102进行切割,避免直接切割微孔结构带来的断带问题,进一步提升产品质量和生产效率。
34.请参照图2
‑
图4,在一些优选的实施例中,所述金属箔1沿微孔区101长度方向的两侧边缘处均设置未打孔区102,进一步保证切割得到的每片集流体2的两侧均含有未打孔区102,避免了集流体2因边缘处存在微孔结构而导致后续辐压过程出现断带等情况。
35.在一些实施例中,所述未打孔区102的宽度为1~30mm。
36.所述未打孔区102的宽度小于1mm时,由于未打孔区102的宽度过小,而切割设备的刀片具有一定的宽度,因此容易导致后续切割金属箔1时,误切到微孔区101从而导致断带等问题,若未打孔区102的宽度大于30mm,由于未打孔区102面积的增大,一方面会导致微孔区101的面积减小,微孔区101的面积过小,使得微孔103的数量减少,从而无法显著增大活性物质层与集流体的粘结面积,因此不能有效提升锂离子电池电解液的浸润效率和水分烘干效率,另一方面设置过宽的未打孔区102会造成原材料的浪费,增加生产成本,因此未打孔区102的宽度优选为1~30mm。
37.在一些实施例中,所述微孔103的孔径为10~200μm。
38.所述微孔103的孔径小于10μm时,不利于活性物质层的涂覆,无法有效增大活性物质层与集流的粘结面积,容易造成活性物质材料的堵塞,影响集流体2的导离子/导电能力,从而影响电芯功能,若微孔103的孔径大于200μm时,过大的孔径容易降低集流体的机械性能,降低极片的稳定性和安全性。
39.在一些实施例中,所述微孔103的孔间距为1~5mm。
40.在上述范围内的孔间距利于集流体保持较高的机械强度,进一步提高极片的安全性和稳定性。
41.在一些实施例中,所述集流体2的孔隙率为0.0003%~3.5%。
42.所述集流体2的孔隙率大于3.5%时,不利于电池能量密度的提高同时使得集流体在后续高强度张力拉伸辊压过程中易出现断带,导致生产加工效率低;所述集流体2的孔隙率小于0.0003%时,锂离子扩散路径少,传输受限,无法提高电池的充放电倍率以及电解液的浸润效率和水分的挥发效率。
43.在一些实施例中,所述集流体2为铝箔或者铜箔;所述集流体的厚度为2~100μm。
44.通常锂离子电池的正极片采用铝箔作为集流体,负极片采用铜箔作为集流体。在上述厚度范围内的集流体2既能保持较高的机械强度,同时可以保证活性物质层顺利贯穿微孔103,增大与集流体2的粘结面积,有利于提升锂离子电池电解液的浸润效率和水分蒸发效率,提高电池的充放电倍率和产能。
45.在一些实施例中,所述“在金属箔1的微孔区101上开设若干贯穿金属箔1的微孔103”包括:
46.通过机械钻孔的方式在金属箔1的微孔区101开设若干贯穿于金属箔1的呈规则矩阵分布的微孔103。
47.采用机械钻孔的方式形成微孔103,保持了金属箔1原有的物理化学性能不变,同时可保持较高的延展率与抗拉强度。优选微孔103的排布方式为规则矩阵分布,可以保证孔间距的均匀性,从而保证正负极浆料涂覆的均匀性,提升电池的充放电性能。
48.需要说明的是,所述微孔区101的宽度是根据实际生产需要的集流体2的尺寸设计得出的,在此对微孔区101的宽度不做特别的限定。
49.请参照图5,本发明还提供了一种极片3,包括上述的集流体2以及位于集流体2表面的活性物质层4。
50.进一步的,所述活性物质层4通常包括活性物质材料、导电剂、粘结剂等,活性物质层的具体材料为本领域常用材料,可根据实际需要添加,在此不做特别限定,集流体2两个表面的活性物质层通过微孔103处连接,呈“工”型咬合结构,显著增大了集流体2与活性物质层4的粘结面积,微孔103为电解液以及离子迁移提供了通道,进一步提高电解液的浸润效率和水分烘干效率以及电池充放电倍率和产能。
51.需要说明的是,所述未打孔区102的集流体表面既可以涂覆有活性物质层也可以不涂覆活性物质层,所述未打孔区102的集流体表面是否需要涂覆活性物质层根据实际需要决定,在此不做特别的限定。
52.以下通过具体的实施例对本发明作进一步说明:
53.实施例1
54.本实施例用于说明本发明公开的集流体的制备方法,包括以下步骤:
55.s1:取厚度为50μm的铝箔,按照图1所示在铝箔上间隔设置微孔区和未打孔区,其中,未打孔区的宽度为15mm,使用打孔设备,通过机械钻孔的方式在微孔区开设若干贯穿铝箔的呈规则矩阵分布的微孔,其中,孔径为80μm,孔间距为2mm,孔隙率为2.0%;
56.s2:将打完孔的铝箔沿未打孔区的长度方向使用切割设备进行切割,得到若干张集流体a。
57.实施例2
58.本实施例用于说明本发明公开的集流体的制备方法,包括以下步骤:
59.s1:取厚度为30μm的铜箔,按照图2所示在铜箔上间隔设置微孔区和未打孔区,其中,未打孔区的宽度为20mm,使用打孔设备,通过机械钻孔的方式在微孔区开设若干贯穿铜箔的呈规则矩阵分布的微孔,其中,孔径为100μm,孔间距为4mm,孔隙率为0.0008%;
60.s2:将打完孔的铜箔沿未打孔区的长度方向使用切割设备进行切割,得到若干张集流体b。
61.实施例3
62.本实施例用于说明本发明公开的极片:
63.取集流体a,在集流体a的微孔区涂布正极浆料,经过烘干、辊压得到所述极片a。
64.实施例4
65.本实施例用于说明本发明公开的极片:
66.取集流体b,在集流体b的微孔区涂布负极浆料,经过烘干、辊压得到所述极片b。
67.对比例1
68.本对比例用于对比说明本发明公开的集流体的制备方法和极片,包括以下步骤:
69.s1:取厚度为50μm的铝箔,使用打孔设备,通过机械钻孔的方式在铝箔表面所有区
域开设若干贯穿铝箔的呈规则矩阵分布的微孔,其中,80μm,孔间距为2mm,孔隙率为2.0%;
70.s2:将打完孔的铝箔按照预设尺寸切割,得到若干张集流体c。
71.s3:取集流体c,在集流体c的表面整面涂布正极浆料,经过烘干、辊压得到极片c。
72.对比例2
73.本对比例用于对比说明本发明公开的集流体的制备方法和极片,包括以下步骤:
74.s1:取厚度为30μm的铜箔,使用打孔设备,通过机械钻孔的方式在铜箔表面所有区域开设若干贯穿铜箔的呈规则矩阵分布的微孔,其中,孔径为100μm,孔间距为4mm,孔隙率为0.0008%;
75.s2:将打完孔的铜箔按照预设尺寸切割,得到若干张集流体d。
76.s3:取集流体d,在集流体d的表面整面涂布负极浆料,经过烘干、辊压得到极片d。
77.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。