1.本发明属于摄像头镜片加工技术领域,具体涉及一种摄像头镜片加工工艺。
背景技术:
2.摄像头是一种视频输入设备,属闭路电视的一种,被广泛的运用于视频会议,远程医疗及实时监控等方面。摄像头一般具有视频摄影、传播和静态图像捕捉等基本功能,是借由镜头采集图像后,由摄像头内的感光组件电路及控制组件对图像进行处理并转换成计算机所能识别的数字信号,然后借由并行端口、usb连接,输入到计算机后由软件再进行图像还原,从而形成画面。
3.随着科学技术的快速发展,摄像头应用在在手机、平板电脑、相机等设备中,应用范围极为广泛。伴随着摄像头的使用量增大,各个摄像头制造厂商都在寻找更为高效的生产方式,尤其与摄像头产品质量息息相关的镜片生产。在摄像头中,镜片是最主要的结构之一,镜片在进行加工时,需要进行切割,裂片操作,而且在切割以及裂片过程中,经常容易造成玻璃碎裂,造成浪费,耗费较多的时间,且增大了成本。因此,我们提出一种摄像头镜片加工工艺。
技术实现要素:
4.本发明的目的在于提供一种摄像头镜片加工工艺,以解决上述背景技术中提出现有技术中摄像头镜片在加工过程中容易碎裂的问题。
5.为实现上述目的,本发明采用了如下技术方案:
6.一种摄像头镜片加工工艺,包括以下步骤:
7.s1、将玻璃原料材料进行开料处理,以得到条形结构的玻璃基材;
8.s2、将完成s1得到的玻璃基料放置钢化炉中加热至630-650℃,保温后30-60分钟后,通过急剧风冷以使玻璃的硬度以及强度提高,然后将钢化后的玻璃基材放入均质炉中,在220-240℃温度范围内保温20-30分钟,然后冷却,完成淬火回火处理;
9.s3、对完成s2的所述玻璃基材上进行激光切割处理,以在所述玻璃基材上切割出多个设定深度的轮廓线,所述轮廓线为摄像头的镜片成品的外边缘轮廓线;
10.s4、二次切割,将条形的玻璃基材进一步切割去除条形玻璃基材外部多余的材料,仅保留较少的连接材料;
11.s5、化学减薄处理,使用酸洗机及玻璃减薄药液将玻璃抛光到0.30
±
0.03厚度;
12.s6、将酸洗后的玻璃基材放在清洗液中,利用超声波清洗后干燥;
13.s7、增透膜蒸镀附加,将完成s6的玻璃基材放入蒸镀设备中进行镀膜;
14.s8、对完成蒸镀后的玻璃基材进行裂片处理,得到加工完成的摄像头镜片。
15.优选的,所述激光切割处理采用皮秒非线性激光切割方式,使用皮秒激光切割器对所述玻璃基材进行激光切割处理,具体包括:使用红外皮秒激光在所述玻璃基材的表面打点,打点间距为4.5-6um,以形成多个所述镜片成品的外侧边缘轮廓线。所述红外皮秒激
光的波长为1064nm,频率为40-60khz,所述皮秒激光切割器中皮秒激光器的腔倒空时间为297.9ns,压缩机延时线为120000-320000steps,切割速度小于100mm/s。
16.优选的,在s1中,玻璃基材的宽度设置为得到完工产品直径的2.5-3.0倍,在进行切割时,两排摄像头镜片产品并排交错设置,且相邻两个摄像头镜片边缘的间距设置为5-10mm。
17.优选的,在s7增透膜蒸镀时设置有双层或多层膜。
18.优选的,在s7中进行蒸镀时,包括以下步骤:将待蒸镀的玻璃基材固定在薄膜蒸镀设备中,利用火焰对玻璃基材进行烘烤,对玻璃基材进行预热,接着立即将薄膜蒸镀设备抽真空,然后对薄膜进行加热蒸镀,使薄膜粘附在薄膜表面,在玻璃背面设置多块阵列布置的加热板,在进行蒸镀的同时,加热板对玻璃进行加热,将玻璃取出,完成蒸镀。
19.优选的,在蒸镀时,蒸镀材料采用氟化镁材料,在真空室中加热蒸发容器中的原料,使其原子或分子从表面气化逸出,形成蒸气流,入射到玻璃基材表面。
20.优选的,所述化学减薄处理时,抛光采用氢氟酸抛光液;且酸洗减薄抛光的温度为25~35℃;所述酸洗减薄抛光的时间为15~25min。
21.优选的,在裂片处理时,先从外侧对镜片产品包覆保护膜,裂片完成后,再从另一侧包覆保护膜,完成镜片成品的包装。
22.本发明的技术效果和优点:本发明提出的一种摄像头镜片加工工艺,与现有技术相比,具有以下优点:
23.1、本发明开料后得到的玻璃基材进行淬火回火处理,进一步增强玻璃材料的硬度以及强度,然后在进行切割处理,减少后续切割以及二次切割造成玻璃断裂或破裂产品生产,提高产品质量;
24.2、本发明通过二次切割直接将产品的一侧半面暴露出来,便于进行增镀膜蒸镀,且在裂片时,可以先进行一侧的包覆处理在进行裂片,降低产品裂片时破碎率,节省成本。
附图说明
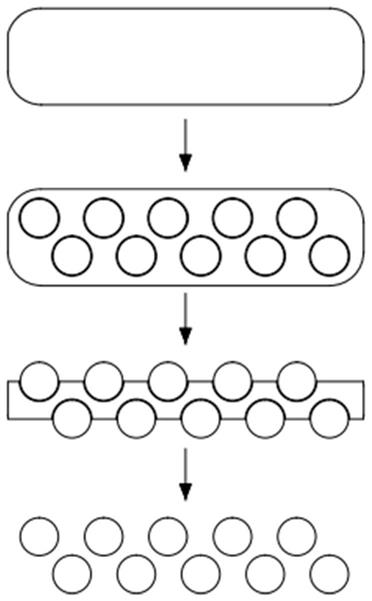
25.图1为本发明摄像头镜片生产各流程的结构示意图。
具体实施方式
26.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1
28.本发明提供了如图1所示的一种摄像头镜片加工工艺,包括以下步骤:
29.s1、将玻璃原料材料进行开料处理,以得到条形结构的玻璃基材,玻璃基材的宽度设置为得到完工产品直径的2.5-3.0倍,在进行切割时,两排摄像头镜片产品并排交错设置,且相邻两个摄像头镜片边缘的间距设置为5-10mm;
30.s2、将完成s1得到的玻璃基料放置钢化炉中加热至630-650℃,保温后30-60分钟后,通过急剧风冷以使玻璃的硬度以及强度提高,然后将钢化后的玻璃基材放入均质炉中,
在220-240℃温度范围内保温20-30分钟,然后冷却,完成淬火回火处理;
31.s3、对完成s2的所述玻璃基材上进行激光切割处理,以在所述玻璃基材上切割出多个设定深度的轮廓线,所述轮廓线为摄像头的镜片成品的外边缘轮廓线;
32.s4、二次切割,将条形的玻璃基材进一步切割去除条形玻璃基材外部多余的材料,仅保留较少的连接材料;
33.s5、化学减薄处理,使用酸洗机及玻璃减薄药液将玻璃抛光到0.30
±
0.03厚度;
34.s6、将酸洗后的玻璃基材放在清洗液中,利用超声波清洗后干燥;
35.s7、增透膜蒸镀附加,将完成s6的玻璃基材放入蒸镀设备中进行镀膜;
36.s8、对完成蒸镀后的玻璃基材进行裂片处理,得到加工完成的摄像头镜片。
37.所述激光切割处理采用皮秒非线性激光切割方式,使用皮秒激光切割器对所述玻璃基材进行激光切割处理,具体包括:使用红外皮秒激光在所述玻璃基材的表面打点,打点间距为4.5-6um,以形成多个所述镜片成品的外侧边缘轮廓线。所述红外皮秒激光的波长为1064nm,频率为40-60khz,所述皮秒激光切割器中皮秒激光器的腔倒空时间为297.9ns,压缩机延时线为120000-320000steps,切割速度小于100mm/s。
38.进行蒸镀时,包括以下步骤:将待蒸镀的玻璃基材固定在薄膜蒸镀设备中,利用火焰对玻璃基材进行烘烤,对玻璃基材进行预热,接着立即将薄膜蒸镀设备抽真空,然后对薄膜进行加热蒸镀,使薄膜粘附在薄膜表面,在玻璃背面设置多块阵列布置的加热板,在进行蒸镀的同时,加热板对玻璃进行加热,将玻璃取出,完成蒸镀,增透膜蒸镀时设置有双层或多层膜。
39.在蒸镀时,蒸镀材料采用氟化镁材料,在真空室中加热蒸发容器中的原料,使其原子或分子从表面气化逸出,形成蒸气流,入射到玻璃基材表面。所述化学减薄处理时,抛光采用氢氟酸抛光液;且酸洗减薄抛光的温度为25~35℃;所述酸洗减薄抛光的时间为15~25min。在裂片处理时,先从外侧对镜片产品包覆保护膜,裂片完成后,再从另一侧包覆保护膜,完成镜片成品的包装。
40.实施例2
41.与实施例1不同的是,本发明提供了一种摄像头镜片加工工艺,包括以下步骤:
42.s1、将玻璃原料材料进行开料处理,以得到条形结构的玻璃基材,玻璃基材的宽度设置为得到完工产品直径的2.5-3.0倍,在进行切割时,两排摄像头镜片产品并排交错设置,且相邻两个摄像头镜片边缘的间距设置为5-10mm;
43.s2、将完成s1得到的玻璃基料放置钢化炉中加热至630-650℃,保温后30-60分钟后,通过急剧风冷以使玻璃的硬度以及强度提高,然后将钢化后的玻璃基材放入均质炉中,在220-240℃温度范围内保温20-30分钟,然后冷却,完成淬火回火处理;
44.s3、对完成s2的所述玻璃基材上进行激光切割处理,以在所述玻璃基材上切割出多个设定深度的轮廓线,所述轮廓线为摄像头的镜片成品的外边缘轮廓线;
45.s4、化学减薄处理,使用酸洗机及玻璃减薄药液将玻璃抛光到0.30
±
0.03厚度;
46.s5、将酸洗后的玻璃基材放在清洗液中,利用超声波清洗后干燥;
47.s6、二次切割,将条形的玻璃基材进一步切割去除条形玻璃基材外部多余的材料,仅保留较少的连接材料;
48.s7、增透膜蒸镀附加,将完成s6的玻璃基材放入蒸镀设备中进行镀膜;
49.s8、对完成蒸镀后的玻璃基材进行裂片处理,得到加工完成的摄像头镜片。
50.本发明开料后得到的玻璃基材进行淬火回火处理,进一步增强玻璃材料的硬度以及强度,然后在进行切割处理,减少后续切割以及二次切割造成玻璃断裂或破裂产品生产,提高产品质量;本发明通过二次切割直接将产品的一侧半面暴露出来,便于进行增镀膜蒸镀,且在裂片时,可以先进行一侧的包覆处理在进行裂片,降低产品裂片时破碎率,节省成本。
51.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。