1.本实用新型涉及阀门设备技术领域,具体涉及一种阀门铸造模。
背景技术:
2.阀门是生活中不可缺少的物品,阀门广泛运用在气体和液体储存或者运输的设备上,阀门是用来开闭管路、控制流向、调节和控制输送介质的参数(温度、压力和流量)的管路附件。根据其功能,可分为关断阀、止回阀、调节阀等。阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。
3.现有技术中,通过往铸造模中注入铸造浆料,但是往往这种模具并没有冷却系统,在注塑完后,只能等自然冷却,该模具在冷却比较大的塑件发费时间比较常长,效率不高。
技术实现要素:
4.本技术中为了解决上述技术问题,本实用新型提供了一种阀门铸造模。
5.本实用新型提供了如下的技术方案:一种阀门铸造模,包括下模座、下模板、上模板以及上模座;所述下模板设置在所述下模座的上方,所述上模板设置在所述下模板的下端面,所述上模板和所述下模板合模时形成铸模腔,所述上模座上设有注塑口,所述上模板上设有注塑通道,所述注塑口通过所述注塑通道连通于所述铸模腔,所述铸模腔中设有铸模塞;所述下模板上设有冷却管道,所述冷却管道包围住所述铸模腔。
6.优选的,所述铸模腔包括主体腔和法兰盘腔,所述主体腔的两侧各设置一个所述法兰盘腔。
7.优选的,所述上模板上设有第一柱塞,所述下模板上设有第二柱塞,所述第一柱塞呈水平设置,从所述上模板一侧延伸至所述法兰盘腔,所述第二柱塞呈水平设置,从下模板的一侧延伸至所述法兰腔。
8.优选的,所述上模板上设有隔热板,所述隔热板上方设有至少一个加热棒,至少一个所述加热棒设置在所述注塑通道的两侧。
9.优选的,所述下模板通过脚支座设置在所述下模座的上方,所述下模板和所述下模座之间形成安装空间。
10.优选的,所述铸模腔下方设有注气腔,所述注气腔通过至少一个所述吹气通道连通于所述铸模腔,所述注气腔下方设有注气通道,所述安装空间内设有吹气泵,所述吹气泵通过所述注气通道连通于所述注气腔。
11.优选的,所述铸模腔的上方和下方设有缝隙,所述缝隙连通于所述铸模腔。
12.优选的,所述上模板设有导柱腔,所述下模板上设有与所述导柱腔匹配的导柱。
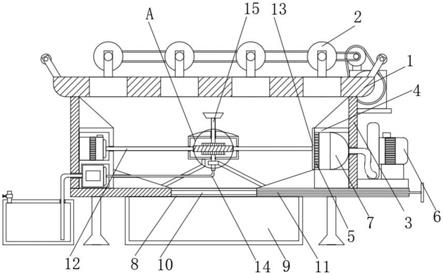
13.本实用新型涉及一种阀门铸造模,其有益效果在于:1、从冷却管道的进水口进入,通过冷却管道给铸模腔中的浆料进行降温,冷却水从另一端的出水口流出来,提高了产品的冷却时间,避免了自然冷却时间过长,提高了效率;2、吹气泵启动,通过吹气通道将气体输入进注气腔中,再通过吹气通道将气体注入铸模腔底部,将整个阀门给顶出来,提高了脱
模效率。
附图说明
14.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
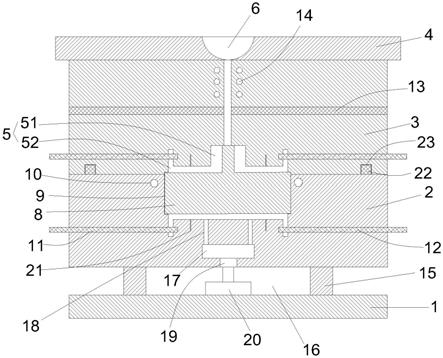
15.图1是本实用新型装置的结构示意图;
16.图2是本实用新型装置冷却管道的分布结构示意图;
17.图中标记为:1、下模座;2、下模板;3、上模板;4、上模座;5、铸模腔;51、主体腔;52、法兰盘腔;6、注塑口;7、注塑通道;8、铸模塞; 9、安装槽;10、冷却管道;11、第一柱塞;12、第二柱塞;13、隔热板; 14、加热棒;15、脚支座;16、安装空间;17、注气腔;18、吹气通道; 19、注气通道;20、吹气泵;21、缝隙;22、导柱腔;23、导柱。
具体实施方式
18.以下结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分理解本实用新型的目的、方案和效果。需要说明的是,在不冲突的情况下本技术中的实施例及实施例中的特征可以相互组合。需要说明的是,如无特殊说明,当某一特征被称为“固定”、“连接”在另一个特征,它可以直接固定、连接在另一个特征上,也可以间接地固定、连接在另一个特征上。此外,本实用新型中所使用的上、下、左、右等描述仅仅是相对于附图中本实用新型各组成部分的相互位置关系来说的。
19.下面结合附图详细说明本实用新型的最优实施方式。
20.如图1至2所示,一种阀门铸造模,包括下模座1、下模板2、上模板 3以及上模座4;所述下模板2设置在所述下模座1的上方,所述上模板3 设置在所述下模板2的下端面,所述上模板3和所述下模板2合模时形成铸模腔5,所述上模座4上设有注塑口6,所述上模板2上设有注塑通道7,所述注塑口6通过所述注塑通道7连通于所述铸模腔5,所述铸模腔5中设有铸模塞8,铸模塞8的两端卡嵌于模具的安装槽9中。所述下模板2上设有冷却管道10,所述冷却管道10包围住所述铸模腔5。注模浆料从注塑口 6处注入,通过注塑通道7注入铸模腔5中,成型出阀门。从冷却管道10 的进水口进入,通过冷却管道10给铸模腔5中的浆料进行降温,冷却水从另一端的出水口流出来,提高了产品的冷却时间,避免了自然冷却时间过长,提高了效率。
21.所述铸模腔5包括主体腔51和法兰盘腔52,所述主体腔51的两侧各设置一个所述法兰盘腔52。所述上模板3上设有第一柱塞11,所述下模板 2上设有第二柱塞12,所述第一柱塞11呈水平设置,从所述上模板3一侧延伸至所述法兰盘腔52,所述第二柱塞12呈水平设置,从下模板2的一侧延伸至所述法兰盘腔52。上模板3两侧和下模板2的两侧分别设有第一柱塞11和第二柱塞12,第一柱塞11和第二柱塞12延伸至法兰盘腔52且超过法兰盘腔52,从而在法兰盘处形成若干螺纹孔。
22.所述上模板3上设有隔热板13,所述隔热板13上方设有至少一个加热棒14,至少一个所述加热棒14设置在所述注塑通道7的两侧。通过加热棒 14给注塑通道7内的浆料进行加热,避免注塑通道7内浆料快速冷却固化,从而堵塞注塑通道7,隔热板13可以避免加热棒14产生的热量迅速的传输到底部,起到保温作用。
23.所述下模板2通过脚支座15设置在所述下模座1的上方,所述下模板 2和所述下模座1之间形成安装空间16。所述铸模腔5下方设有注气腔17,所述注气腔17通过至少一个所述吹气通道18连通于所述铸模腔5,所述注气腔17下方设有注气通道19,所述安装空间16内设有吹气泵20,所述吹气泵20通过所述注气通道19连通于所述注气腔17。脱模时,拔出第一柱塞11和第二柱塞12,在阀门上的法兰盘上形成螺纹孔,然后,向上抬起上模座4和上模板3,为了更为方便的脱出铸模腔5,吹气泵20启动,通过吹气通道18将气体输入进注气腔17中,再通过吹气通道18将气体注入铸模腔5底部,将整个阀门给顶出来,提高了脱模效率。
24.所述铸模腔5的上方和下方设有缝隙21,所述缝隙21连通于所述铸模腔5,注入的浆料往往含有大量的气体,这样会影响铸造的阀门的质量。铸模腔5内浆料的气泡会进入到缝隙21中,避免了气泡影响阀门的质量。缝隙21处产生的多余的部分,在脱模之后进行切割和打磨。
25.所述上模板3设有导柱腔22,所述下模板2上设有与所述导柱腔22匹配的导柱23。
26.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。