新型yb17b卸盘机转角通道防堵塞用触发单元及防堵塞装置
技术领域
1.本实用新型属于烟草产品生产技术领域,具体涉及一种新型yb17b卸盘机转角通道防堵塞用触发单元及防堵塞装置。
背景技术:
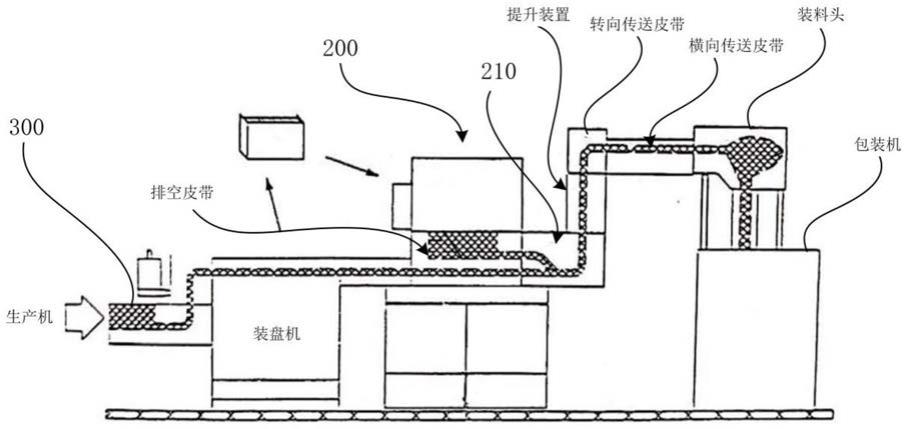
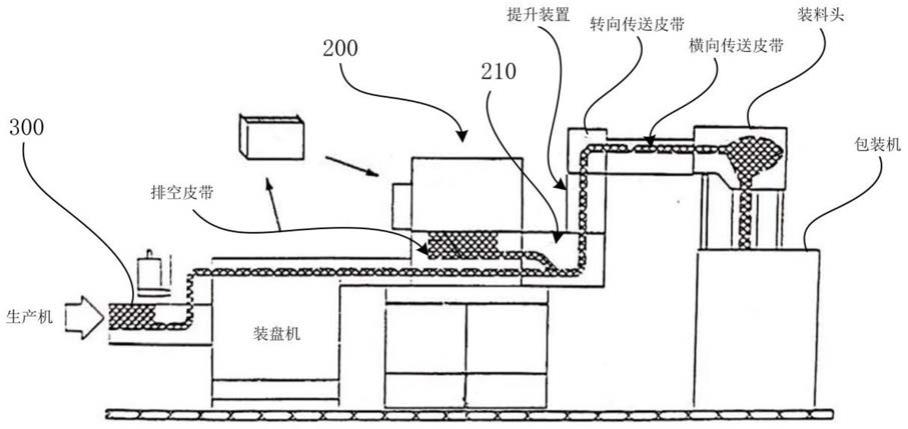
2.zb45细支包装组是当今主流烟机设备,它采用生产卷烟机组与yb17b卸盘机添加模式和yb17b卸盘机单机模式两种模式供烟。为了达到给包装机组最佳供烟效果,yb17b卸盘机设有四个光电开关和两个接近开关以及一个极限位停止接近开关。如图1所示,三个接近开关b143、b144、b145沿图1所示的烟支流向分别设置在转向角的位置,通过转角的触发挡板控制转角内的烟支流量,第一个接近开关b143是排空传送带的料位监测,在添加模式下给定料位,若开关没有触发则控制加速补烟,若开关触发则控制减速补烟,当触发第三个接近开关b145时,控制停止补烟;第二个接近开关b144是排空传送带的料位监测,在单机模式下给定料位,若开关没有触发则控制排空传送带加速,若开关触发则控制减速,当触发接近开关b145时,控制排空传送带停止。
3.实际生产过程中,卸盘机转角区不定时会出现挤皱烟支或刮破烟支的情况,在zb45细支包装组下烟排部位有的会堵塞烟支,造成缺支停车,影响包装设备的生产效率,原辅材料消耗也会增加;目前就zb45细支包装组现有的检测器并不能检测到挤皱烟支或刮破烟支,如果操作工或质检员没有发现刮破烟支,包裹成成品将是a类质量事故。从现场看,造成烟支刮破、挤烟根本原因是转角区烟支过满导致的。
4.根据上述三个接近开关的结构与设计,理论上只有当第一个接近开关b143完全触发,第三个接近开关b145才能被触发;第二个接近开关b144完全触发,b145也才能被触发。但时,从设备上看到接近开关b145的触发挡板是由两部分接起来的,上端是添加模式最大流量的触发面,下端是单机模式的最大触发面;然而,实际生产过程中根本无法达到上述效果,可见现有的接近开关b145的设计存在缺陷,经分析发现:b145的触发挡板的两个触发面不在一个平面上,接近开关的触发距离很近,当上端被调整至可以触发开关的时候,下端到了最大流量位却会被接近开关侧面挡住,无法触发开关的,这样一来很容易导致当转角流量控制参数没有调的适合时引起转角烟支过满(即转角区的烟支到达最大位排空皮带还未停止运行),最终引起阻塞,导致烟支刮破或挤皱。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足之处,提供一种新型yb17b卸盘机转角通道防堵塞用触发单元及防堵塞装置,能够有效解决新型yb17b卸盘机在添加模式或单机模式进行烟支供给过程中在转角通道内烟支流量过大时及时停止烟支供给,防止因烟支流量过大导致卸盘机转角通道烟支过满而发生挤皱烟支或刮破烟支等重大生产质量事故。
6.为解决上述技术问题,本实用新型采用如下技术方案:
7.一种新型yb17b卸盘机转角通道防堵塞用触发单元,所述卸盘机具有两种烟支供
给模式,被供给的烟支通过转角通道进入下一工序,所述触发单元具有以预定间距相间隔设置的两个触发部,该两个触发部位于同一平面内,并且分别用于在不同烟支供给模式下触发所述卸盘机停止供给烟支。
8.进一步地,所述两个触发部一体形成于连接部的两端,从而构成所述触发单元。
9.进一步地,所述触发单元连接于形成所述转角通道的活动挡板上,所述活动挡板随烟支的流量大小产生位移从而带动触发单元移动。
10.进一步地,所述两个触发部沿与所述活动挡板的端部相垂直的方向上下间隔设置。
11.进一步地,在所述两个触发部中,第一触发部位于第二触发部上方,所述第一触发部与所述第二触发部之间的间隔与所述转角通道内的烟支流量大小相匹配。
12.进一步地,所述触发单元呈七字形结构,所述连接部连接于所述第一触发部和所述第二触发部同一侧的端部之间。
13.进一步地,所述第一触发部沿所述活动挡板移动方向上的高度值为10mm至15mm之间。
14.进一步地,所述第二触发部沿所述活动挡板移动方向上的高度值为42mm至47mm之间。
15.一种新型yb17b卸盘机转角通道防堵塞装置,所述卸盘机具有两种烟支供给模式,被供给的烟支通过转角通道进入下一工序,包括:
16.感应单元,设置于形成所述转角通道的活动挡板的上方预定位置上;
17.触发单元,设置于所述活动挡板上并随着所述活动挡板同步产生位移,并且与所述感应单元相匹配设置从而触发所述感应单元生成用于控制所述卸盘机停止供给烟支的停止控制信号,
18.其中,所述触发单元为上述任意方案所述的新型yb17b卸盘机转角通道防堵塞用触发单元。
19.与现有技术相比,本实用新型的有益效果为:本实用新型将用于控制烟支停止供给的触发单元设计为一体结构,具体通过以预定间距相间隔设置在同一平面内的两个触发部分别触发不同烟支供给模式下的烟支停止供给,两个触发部位于同一平面上,实现准确触发解决现有技术中存在的触发挡板无法准确触发烟支停止供给的问题,具有较高可靠性,可以轻松杜绝烟支在卸盘机转角区不定时会出现挤皱或刮破的现象,有效提高产品质量,提高包装设备的运行效率,降低包装机组的原辅材料消耗。
附图说明
20.图1为现有技术中新型yb17b卸盘机的烟支供给结构示意图。
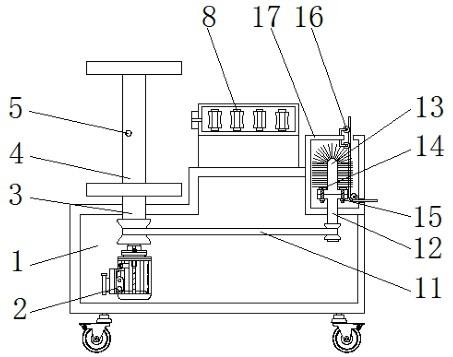
21.图2为本实用新型的实施例中防堵塞用触发单元的结构示意图。
22.其中,200
‑
新型yb17b卸盘机210
‑
转角通道300
‑
烟支100
‑
触发单元10
‑
第一触发部20
‑
第二触发部30
‑
连接部
具体实施方式
23.下面结合附图所示的实施例对本实用新型作进一步说明。
24.如附图1和2所示,本实施例公开了一种新型yb17b卸盘机转角通道防堵塞装置,用于控制新型yb17b卸盘机200的转角通道210内的烟支300的流量,在烟支流量过大时及时控制卸盘机200停止烟支供给。这里,烟支300的流通路径依次为生产机、装盘机、卸盘机200,而后被供应到下一工序进行包装成为盒烟。另外,卸盘机200卸盘机具有两种烟支供给模式,被供给的烟支300通过转角通道210进入下一工序进行烟支包装从而得到盒烟。
25.具体地,该防堵塞装置包括:感应单元和触发单元100。
26.感应单元,即接近开关b145,设置于形成新型yb17b卸盘机200的转角通道210的活动挡板的上方的预定位置上,被触发单元100触发生成用于控制卸盘机200停止供应烟支的停止供应信号。活动挡板可活动设置于转角通道210对应的位置上,通过活动挡板的位移使转角通道210的大小得到调整,具体是进入转角通道210的烟支抵推活动挡板使活动挡板发生移动,从而指示出匹配的烟支流量的大小。基于此,需要在预定的烟支最高流量位置上及时控制烟支停止进入转角通道210内,防止出现转角通道210内的烟支过多而造成烟支挤压、挤皱或刮破等情况。
27.为了及时控制烟支停止输送,通过设置与感应单元相配对的触发单元100及时触发停止,也就是说,触发单元100是一种新型yb17b卸盘机转角通道防堵塞用的触发结构。具体地,触发单元100设置于活动挡板上并且与感应单元相匹配设置,在活动挡板移动时能够带着触发单元100随着活动挡板同步产生位移。在触发单元100移动过程,当感应单元感应到触发单元100时,则被触发生成用于控制卸盘机停止供给烟支的停止控制信号,从而控制卸盘机200停止供给烟支300。
28.如上所述,新型yb17b卸盘机200具有两种烟支供应模式,而转角通道210为一固定结构,只有一个,因此,为了实现两种烟支供应模式下都能够及时可靠地控制卸盘机200停止供给烟支300,因此,对触发单元100的具体结构与尺寸进行了如下设置。
29.如图2所示,触发单元100整体呈类似七字形,它具有以预定间距相间隔设置的两个触发部,即第一触发部10和第二触发部20,并且第一触发部10和第二触发部20位于同一平面内,分别用于在不同烟支供给模式下触发卸盘机200停止供给烟支300。具体为,通过第一触发部10在添加模式下触发感应单元控制停止供给烟支,通过第二触发部20在单机模式下触发感应单元控制停止供给烟支。作为第一触发部10和第二触发部20形成的一种方式,两个触发部为一体形成,具体形成于连接部30的两端,也就是连接部30连接于第一触发部10和第二触发部20同一侧的端部之间,从而构成触发单元100。
30.具体在新型yb17b卸盘机200中,第一触发部10和第二触发部20沿与活动挡板的端部相垂直的方向上下间隔设置,即第一触发部10位于第二触发部20上方,第一触发部10与第二触发部20之间具有如上所述的预定间距。在本实施例中,第一触发部10与第二触发部20之间的间隔与转角通道210内的烟支流量大小相匹配,也就是说,第一触发部10的触发位置为添加模式下烟支300的最大流量,即活动挡板可前移的最高位置;第二触发部20的触发位置为单机模式下烟支300的最大流量,即活动挡板可前移的最高位置。作为一个示例性的流量控制方案,可以将添加模式下烟支的最大流量设为总流量(活动挡板自身可前移的最高位置)的0.4倍,并将单机模式下烟支的最大流量设为总流量的0.8倍。
31.在本实施例中,第一触发部10沿活动挡板移动方向上的高度值为10mm至15mm之间,第二触发部20沿活动挡板移动方向上的高度值为42mm至47mm之间。
32.在实际使用中,作为触发单元100的整体尺寸的最佳设计方案,将触发单元100的整体高度设为72mm,即第一触发部10的顶面到第二触发部20的底面的距离值为72mm。另外,设为作为第一触发部10和第二触发部20的最佳高度值,基于此,将第一触发部10的最佳高度设为12mm,第二触发部20的最佳高度设为45mm。另外,为了便于触发单元100在活动挡板上的固定以及固定结构的稳定性,将第二触发部20的水平方向的宽度设为32mm,并通过两个螺钉将第二触发部20固定在活动挡板上。
33.在上述结构中,阐述了第一触发部10和第二触发部20分别作为添加模式下和单机模式下的流量控制设计。将触发单元设计为一体结构,具体通过以预定间距相间隔设置在同一平面内的两个触发部分别触发不同烟支供给模式下的烟支停止供给,两个触发部位于同一平面上,解决原触发板下端撞感应单元(即接近开关b145)的弊端;实现准确触发解决现有技术中存在的触发挡板无法准确触发烟支停止供给的问题,具有较高可靠性,可以轻松杜绝烟支在卸盘机转角区不定时会出现挤皱或刮破的现象,有效提高产品质量,提高包装设备的运行效率,降低包装机组的原辅材料消耗。
34.在新型yb17b卸盘机200中,具体控制过程为:卸盘机200在添加模式下,当接近开关b143完全被遮挡时,使触发单元100上端的第一触发部10刚刚触发接近开关b145,此时排开皮带停止运行,确保转角通道210内的烟支不会过满。通过把接近开关b145的触发单元100设计成一体结构,确保触发单元100的第一触发部10和第二触发部20的触发面在一个平面内,并且把接近开关b145的触发单元100下端的第二触发部20加高设计,卸盘机200在单机模式下,接近开关b144完全被遮挡时,使触发单元100下端的第二触发部20触发接近开关b145,此时排空皮带停止运行,确保转角通道210内的烟支不会过满。
35.这里是基于转角通道内的烟支流量进行的对应触发控制。然而,基于该结构,还可以将第一触发部10和第二触发部20在添加模式或单机模式下混用,例如,将第二触发部20作为第一触发部10的备用触发控制结构,也就是说,当第一触发部10发生故障而没有准确触发感应单元进行烟支停止供给控制,在第二触发部20触发感应单元时,还可以设定感应单元进行烟支停止供给控制,进一步提高控制的可靠性,准确地控制转角区烟支流量,杜绝刮破烟支和皱纹烟支的发生。
36.本实用新型的保护范围不限于上述的实施例,显然,本领域的技术人员可以对本实用新型进行各种改动和变形而不脱离本实用新型的范围和精神。倘若这些改动和变形属于本实用新型权利要求及其等同技术的范围,则本实用新型的意图也包含这些改动和变形在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。