1.本实用新型涉及加样针工装领域,特别是涉及一种自动化的加样针滤芯安装装置及使用方法。
背景技术:
2.一次性加样针是临床检验医疗设备中常用的耗材,在使用自动加样设备进行加样实验的过程中,需要经常使用一次性加样针用于液体的分配和转移。目前,一次性加样针内常装有滤芯,这种装有滤芯的加样针在使用过程中,可在自动加样设备与样品之间形成有效防护,保证吸样的安全性,并且防止自动加样设备被样品损坏,提高自动加样设备的使用寿命。
3.目前,现有的加样针滤芯安装设备较少,自动化程度也不高,安装效率低,并且出错率高,旁边需配有多名操作工进行操作,因此,尚需提供一种自动化的加样针滤芯安装装置。
技术实现要素:
4.基于此,有必要提供一种自动化的加样针滤芯安装装置,该自动化的加样针滤芯安装装置能够实现自动化的滤芯上料,并通过抓手机械臂拾取滤芯,移动放入加样针内,同时对滤芯冲压,完成加样针滤芯的安装,该装置自动化程度高,无需人工干预,提高了工作效率,出错率低,并且运行过程安全稳定。
5.为实现上述目的,本实用新型提供了一种自动化的加样针滤芯安装装置,采取以下技术方案:
6.一种自动化的加样针滤芯安装装置,其特征在于,包括:滤芯上料机构,滤芯冲压机构,所述滤芯上料机构包括振动盘、滤芯传送组件、直线运动机构,所述振动盘设置于所述上料机构支撑底架的上表面平台上,所述滤芯传送组件的一端与所述振动盘的出口相连接,另一端深入所述滤芯冲压机构内,所述直线运动机构设置于所述滤芯传送组件的下方,所述滤芯冲压机构包括冲压机构上框架、机械臂组件、加样针放置平台组件、控制装置组件,所述机械臂组件设置于冲压机构上框架内且位于加样针放置平台组件上方,能够进行z向、x向及y向移动,将滤芯拾取至加样针内,同时完成冲压运动。
7.进一步地,所述滤芯传送组件设有多个并排的供滤芯通过的轨道,所述轨道的直径与滤芯的直径相配,所述轨道的间距与加样针盒内加样针的孔距相匹配,所述轨道的深度与滤芯的高度相匹配。
8.进一步地,所述滤芯传送组件还包括透明挡板,所述透明挡板贴合设置于靠近滤芯冲压机构的一端的轨道的上表面上,所述直线运动机构设置于装有透明挡板的轨道的下方。
9.进一步地,所述轨道设置为8条。
10.进一步地,所述滤芯传送组件还包括滤芯定位机构,所述滤芯定位机构位于所述
冲压机构上框架内且与所述轨道的出口处连接,滤芯定位机构还包括滤芯检测组件。
11.进一步地,所述机械臂组件包括x向运动机构、y向运动机构、z向运动机构及与z向运动机构下方连接的抓手,所述x向运动机构包括设置于冲压机构上框架上的x向导轨及x向电机,x向电机能够驱动y向运动机构在x向导轨上运动,y向运动机构包括y向导轨及y向电机,y向电机能够驱动z向运动机构在y向导轨上运动,z向运动机构包括气缸,所述气缸能够带动抓手上下运动。
12.进一步地,所述抓手包括多个并列的冲压柱,每个冲压柱的下端设置有抓取针。
13.进一步地,加样针放置平台组件包括加样针放置平台及位于其上的多个钢制加样针座,所述钢制加样针座上可拆卸放置有加样针放置板,加样针放置板上开设有矩形矩阵排列的加样针放置孔。
14.进一步地,所述加样针放置平台组件为可推拉抽屉式结构。
15.进一步地,所述加样针放置平台上加样针座设置有3排3列共9个。
16.与现有技术相比,本实用新型的自动化的加样针滤芯安装装置,包括:滤芯上料机构,滤芯冲压机构,所述滤芯上料机构包括振动盘、滤芯传送组件、直线运动机构,所述滤芯传送组件的一端与所述振动盘的出口相连接,另一端深入所述滤芯冲压机构内,所述滤芯冲压机构包括冲压机构上框架、机械臂组件、加样针放置平台组件、控制装置组件,所述机械臂组件能够进行z向、x向及y向移动,将滤芯拾取至加样针内,同时完成冲压运动。该装置能够实现滤芯上料,拾取滤芯,移动放入加样针内,同时对滤芯冲压,加样针安装后的收集的全过程自动化,该装置自动化程度高,无需人工干预,提高了工作效率,而且出错率低,运行过程安全稳定。
附图说明
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
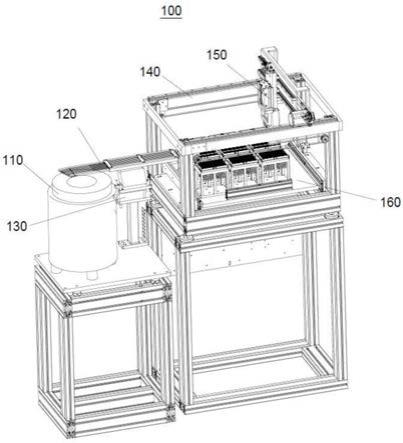
18.图1为一个实施例的自动化的加样针滤芯安装装置的结构示意图;
19.图2为一个实施例的滤芯上料机构的结构爆炸示意图;
20.图3为一个实施例的轨道的结构示意图;
21.图4为一个实施例的机械臂组件的结构示意图;
22.图5为一个实施例的加样针放置平台组件的结构示意图;
23.图6为一个实施例的抓手结构示意图;
24.图7为一个实施例的自动化的加样针滤芯安装装置的另一视角结构示意图。
25.其中,100
‑
加样针滤芯安装装置,110
‑
振动盘,120
‑
滤芯传送组件,121
‑
轨道,122
‑
透明挡板,123
‑
滤芯定位机构,124
‑
滤芯,130
‑
直线运动机构,140
‑
冲压机构上框架,150
‑
机械臂组件,151
‑
x向导轨,153
‑
y向导轨,154
‑
y向电机,155
‑
气缸,156
‑
抓手,157
‑
冲压柱,158
‑
抓取针,160
‑
加样针放置平台组件,161
‑
加样针放置平台,162
‑
加样针座,163
‑
加样针放置板,164
‑
加样针,165
‑
加样针放置孔,170
‑
控制装置组件。
具体实施方式
26.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.需要说明,本实用新型实施例中所有方向性指示(如上、下、左、右、前、后等)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应随之改变。
28.如图1
‑
图7所示,一种自动化的加样针滤芯安装装置100,包括:滤芯上料机构,滤芯冲压机构,滤芯上料机构包括振动盘110、滤芯传送组件120、直线运动机构130,滤芯传送组件120的一端与振动盘110的出口相连接,另一端深入所述滤芯冲压机构内,直线运动机构130设置于滤芯传送组件120的下方,滤芯冲压机构包括冲压机构上框架140、机械臂组件150、加样针放置平台组件160、控制装置组件170,机械臂组件150设置于冲压机构上框架140内且位于加样针放置平台组件160上方,能够进行z向、x向及y向移动,将滤芯124拾取至加样针164内,同时完成冲压运动。
29.该装置通过振动盘及滤芯传送组件实现滤芯成排自动上料,通过机械臂组件实现移动拾取滤芯,并放入加样针内,同时对滤芯冲压,通过加样针放置平台组件实现加样针安装后的自动收集,该装置自动化程度高,无需人工干预,即可实现加样针滤芯的自动安装及收集,提高了工作效率,而且出错率低,运行过程安全稳定。
30.如图2
‑
3所示,滤芯传送组件120设有多个并排的供滤芯通过的轨道121,轨道的直径与滤芯的直径相配,轨道的间距与加样针盒内加样针的孔距相匹配,轨道的深度与滤芯的高度相匹配。批量的滤芯通过振动盘的振动,逐渐移动至轨道121内,轨道的直径与滤芯的直径相配,使得每条轨道121内,可容纳一列滤芯,多条轨道并列,使得每列滤芯同时向前推进,出轨道后得到一排滤芯。在其中一实施例中,轨道设置为8条,即出轨道后可得到8个并排的滤芯,可以理解的,轨道设置数量可根据加样针收集盒的每行放置加样针数进行设置。轨道的间距与加样针盒内加样针的孔距相匹配,使得出轨道的一排滤芯由抓手同时拾取,并放入已放置好的加样针内完成滤芯的安装,整个过程无需人工干预,大大提高了滤芯安装的工作效率。
31.如图2
‑
3所示,在其中一实施例中,滤芯传送组件120还包括透明挡板122,透明挡板122贴合设置于靠近滤芯冲压机构的一端的轨道121的上表面上,直线运动机构130设置于装有透明挡板122的轨道121下方。直线运动机构130将并排轨道内的滤芯通过振动逐步向前推进,并且在轨道121上方贴合设置透明挡板122能够限制滤芯的高度,每个轨道内只有一个滤芯可通过透明挡板,防止出现两个滤芯粘贴造成出错的情况,并且操作人员直接通过透明挡板122可观察到滤芯的上料情况,便于监控及维护。
32.如图3所示,滤芯传送组件120还包括滤芯定位机构123,滤芯定位机构123位于所述冲压机构上框架140内且与轨道121的出口处连接,滤芯定位机构还包括滤芯检测组件(未示出)。滤芯定位机构设置有与轨道121间距对应的供滤芯容纳的定位孔,滤芯出轨道后落入定位孔内,实现定位,利于抓手同时精准拾取一排滤芯。每个定位孔下方还设置有滤芯检测组件,用于对定位孔内的滤芯进行检测,若某个定位孔内未检测到滤芯,设备发出信息
提示,减少安装过程中的出错率。
33.如图4所示,机械臂组件150包括x向运动机构、y向运动机构、z向运动机构及与z向运动机构下方连接的抓手156,x向运动机构包括设置于冲压机构上框架上的x向导轨151及x向电机(未示出),x向电机能够驱动y向运动机构在x向导轨151上运动,y向运动机构包括y向导轨153及y向电机154,y向电机154能够驱动z向运动机构在y向导轨153上运动,z向运动机构包括气缸155,所述气缸能够带动抓手156上下运动。机械臂组件实现了抓手能够在冲压机构上框架内做x向、y向及z向运动,自动完成滤芯的拾取、转移至加样针内并冲压动作,提高了设备的自动化水平。
34.如图5所示,抓手156包括多个并列的冲压柱157,每个冲压柱的下端设置有抓取针158。当需要对滤芯进行拾取时,抓手156移动到设定位置,气缸155带动抓手156向下运动,抓取针158刺入滤芯中,气缸155带动抓手156向上运动,完成滤芯的拾取;当需要对拾取的滤芯安装入加样针内时,抓手156移动到待安装加样针上方,气缸155带动抓手156向下运动,冲压柱157将滤芯压入加样针内,完成滤芯的安装。该抓手能够完成滤芯的拾取及冲压动作,大大提高了设备的工作效率,并且运行过程安全稳定。
35.如图1及图5所示,加样针放置平台组件160包括加样针放置平台161及位于其上的多个钢制加样针座162,钢制加样针座162上可拆卸放置有加样针放置板163,加样针放置板163上开设有矩形矩阵排列的加样针放置孔(未示出)。在设备启动前,将放有加样针的加样针放置板163置于钢制加样针座162上,在其中一实施例中,加样针放置平台161上可设有3排3列共9个钢制加样针座162,每个加样针座内可放置96个加样针,即可进行一批864个加样针的安装,大大提高了设备的处理量。钢制加样针座162上设有钢制筋条,能够保护加样针在受到冲压力量时,加样针不会形变。
36.在另一实施例中,加样针放置平台组件为推拉抽屉式结构。在设备安装前,将加样针放置平台组件拉出,将放满加样针的加样针放置板163放入钢制加样针座162上,再推入设备中;当安装完成后,再将加样针放置平台组件拉出,将放满安装滤芯后的加样针的加样针放置板163取出。加样针放置平台组件的推拉抽屉式结构提高了加样针取、放的便利性。
37.其中一实施例的自动化的加样针滤芯安装装置100,其工作原理及其使用方法包括:将滤芯124放入振动盘110内,将装满加样针的钢制加样针座162放入加样针放置平台161;振动盘110的振动使滤芯124逐步成排,并进入到滤芯传送组件120的轨道121内;直线运动机构130驱动轨道内的滤芯124向前移动至滤芯定位机构123处定位;抓手156移动到滤芯定位机构123上方,进行z向向下运动,抓手156上的抓取针158刺入滤芯124,抓手156再进行z向向上运动,将滤芯124拾取;抓手156移动到与待安装滤芯124的加样针164相对位置,进行z向向下运动,抓手上的冲压柱157将滤芯124压入加样针164中;抓手156进行z向向上运动,抓取针158脱离滤芯124,完成一排加样针滤芯的安装;重复上面步骤,直至全部加样针的滤芯完成安装。
38.该装置通过振动盘及滤芯传送组件实现滤芯成排自动上料,通过机械臂组件实现移动拾取滤芯,并放入加样针内,同时对滤芯冲压,通过加样针放置平台组件实现加样针安装后的自动收集,该装置自动化程度高,无需人工干预,即可实现加样针滤芯的自动安装及收集,提高了工作效率,而且出错率低,运行过程安全稳定。
39.以上所述实施方式仅表达了本实用新型的几种实施方式,其描述较为具体和详
细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。