1.本实用新型属于服装加工设备技术领域,具体涉及一种服装加工用自动双头改版装置。
背景技术:
2.西服通常是公司企业从业人员,政府机关从业人员在较为正式的场合男士着装的首选,主要特点是外观挺括,线条流畅,穿着舒适。在进行西服布料修剪的过程中,会有裁片存在线缝不顺直、特体部位处理不到位的修剪缺陷,故需要对剪切后的裁片进行改版处理。在现有的技术中,尺寸不合适的裁片改版主要包括下列步骤:一是要先打印排料纸,把需要改版的每个部位和每个流水号都要打印,然后要把打印纸一片一片按样板线条先剪下来按流水号顺序摆放;二是将需要整理的裁片对齐摆放好;三是找到相对应流水号的纸样板再摆放在裁片上;四是把裁片和纸样用夹子夹好,避免纸张与裁片跑位;五是按照样板上的线条拿剪刀对其进行修剪;六是修剪完成后将排料纸丢掉,即可完成裁片的排版整理。上述的排版整理都是采用人工进行,手工排版整理不仅工序多较繁琐,改版准确度不稳定,特体加减处理不到位,速度慢,而且对员工技术熟练度要求高。因此,研制开发一种既能简化改版工序、降低劳动强度;又能提高生产效率和提高改版质量的服装加工用自动双头改版装置是客观需要的。
技术实现要素:
3.本实用新型的目的在于提供一种既能简化改版工序、降低劳动强度;又能提高生产效率和提高改版质量的服装加工用自动双头改版装置。
4.本实用新型的目的是这样实现的,包括修剪机构和排版输送机构,排版输送机构包括上支撑座、输送钢带、主动辊轴、从动辊轴和第一电机,上支撑座间隔对称设置,主动辊轴位于两上支撑座之间的一端,且主动辊轴的两端与上支撑座转动连接,从动辊轴位于两上支撑座之间的另一端,且从动辊轴的两端与上支撑座转动连接,输送钢带套设在主动辊轴和从动辊轴之间,第一电机位于上支撑座的外侧并与主动辊轴的其中一端传动连接;
5.输送钢带的上方沿着输送钢带的宽度方向横跨架设有两组移动架,每组移动架上均设置有沿着输送钢带宽度方向往复移动的第一平移机构,每组移动架的底部均设置有沿着输送钢带的输送方向往复移动的第二平移机构,修剪机构包括滑座、升降气缸和修剪刀,滑座安装在第一平移机构上,升降气缸的缸座竖直安装在滑座上,修剪刀安装在升降气缸的活塞杆上,上支撑座的一侧设置有控制器,控制器上设置有显示屏,所述第一电机、第一平移机构、第二平移机构和升降气缸均与控制器电连接。
6.进一步的,第一平移机构包括调节丝杆、第二电机、主动齿轮和从动齿轮,移动架包括横梁和安装在横梁两端的支撑梁,横梁底部沿着横梁的长度方向加工有工作槽,调节丝杆转动安装在工作槽内,从动齿轮安装在调节丝杆的其中一端,第二电机安装在支撑梁上,主动齿轮安装在第二电机的输出轴上,主动齿轮与从动齿轮相互啮合,第二电机与控制
器电连接。
7.进一步的,第二平移机构包括第三电机、主动转轴、从动转轴、主动带轮、从动带轮和传动带,上支撑座的底部固定安装有下支撑座,下支撑座之间安装有支撑板,下支撑座的上表面沿着输送钢带的输送方向上横向加工有向下凹陷的滑槽,主动转轴转动安装在两滑槽之间的一端,从动转轴转动安装在两滑槽之间的中部,主动带轮安装在位于两滑槽内的主动转轴上,从动带轮安装在位于两滑槽内的从动转轴上,传动带套设在位于同一滑槽内的主动带轮和从动带轮上,支撑梁的下端位于相对应的滑槽内并与传动带的上表面连接固定,第三电机与控制器控制连接。
8.进一步的,升降气缸的活塞杆下端安装有安装板,修剪刀安装在安装板上,修剪刀外侧的安装板上均布设置有定位组件,定位组件包括弹簧和压头,压头t型结构,压头的底部呈圆弧型,压头的底面高于修剪刀的底面,所述弹簧的上端与安装板连接,下端与压头的上端连接。安装板的底面上加工有螺纹孔,弹簧的上端连接有螺柱,螺柱的上端安装在螺纹孔内。所述压头的顶部加工有沉孔,所述沉孔内滑动安装有导向柱,所述导向柱套设在弹簧内且上端与螺柱连接。
9.进一步的,工作槽内设置有与调节丝杆平行的滑杆,滑座滑动安装在滑杆上。
10.本装置产生的有益效果是:本装置采用控制器对修剪机构进行自动控制,在对裁片进行排版处理时,只需要将裁片的流水信号、样板的尺寸等信息导入到控制器,控制器控制第一平移机构带动相应的第二平移机构和修剪机构进行运动,即可自动完成裁片排版修剪处理工作。本装置的实施,不仅取消了打印样板、贴合等的工序,简化了改版的工序,且利用自动改版代替手工改版,一方面加快了改版的速度,提高了生产的效率,另一方面降低了对工人熟练度需求,而且利用控制器控制修剪机构工作,修剪的精度较高,可以保证改版的精准度,提高了裁片改版的质量,另外,采用两组修剪机构交替循环工作,减少了修剪排版等待的时间,能够进一步的提高生产的效率,能产生良好的经济效益,易于推广使用。
附图说明
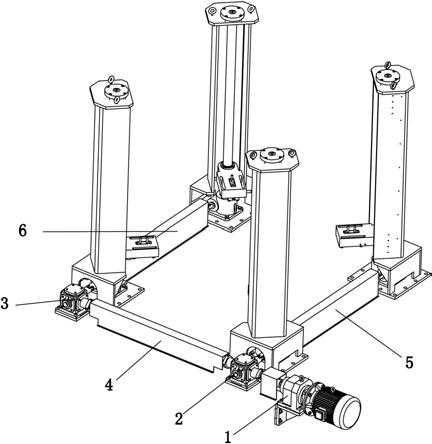
11.图1为本实用新型的主视示意图;
12.图2为本实用新型的俯视示意图;
13.图3为本实用新型的侧视示意图;
14.图4为修剪刀13与压头25安装的主视示意图;
15.图5为修剪刀13与压头25安装的侧视示意图;
16.图中:1
‑
上支撑座,2
‑
输送钢带,3
‑
主动辊轴,4
‑
从动辊轴,5
‑
第一电机,6
‑
移动架,61
‑
横梁,62
‑
支撑梁,7
‑
调节丝杆,8
‑
第二电机,9
‑
主动齿轮,10
‑
从动齿轮,11
‑
滑座,12
‑
升降气缸,13
‑
修剪刀,14
‑
第三电机,15
‑
主动转轴,16
‑
从动转轴,17
‑
主动带轮,18
‑
从动带轮,19
‑
传动带,20
‑
下支撑座,21
‑
滑槽,22
‑
控制器,23
‑
安装板,24
‑
弹簧,25
‑
压头,26
‑
螺柱,27
‑
导向柱,28
‑
滑杆。
具体实施方式
17.下面结合附图对本实用新型作进一步的说明,但不以任何方式对本实用新型加以限制,基于本实用新型教导所作的任何变更或改进,均属于本实用新型的保护范围。
18.如图1~5所示,本实用新型包括修剪机构和排版输送机构,所述排版输送机构包括上支撑座1、输送钢带2、主动辊轴3、从动辊轴4和第一电机5,所述上支撑座1间隔对称设置,所述主动辊轴3位于两上支撑座1之间的一端,且主动辊轴3的两端与上支撑座1转动连接,所述从动辊轴4位于两上支撑座1之间的另一端,且从动辊轴4的两端与上支撑座1转动连接,所述输送钢带2套设在主动辊轴3和从动辊轴4之间,所述第一电机5位于上支撑座1的外侧并与主动辊轴3的其中一端传动连接,第一电机5为现有技术,第一电机5带动主动辊轴3转动,进而即可带动输送钢带2在主动辊轴3和从动辊轴4上移动,输送钢带2的移动可以实现对裁片的输送。
19.所述输送钢带2的上方沿着输送钢带2的宽度方向横跨架设有两组移动架6,每组移动架6上均设置有沿着输送钢带2宽度方向往复移动的第一平移机构,每组移动架6的底部均设置有沿着输送钢带2的输送方向往复移动的第二平移机构,所述修剪机构包括滑座11、升降气缸12和修剪刀13,升降气缸12为现有技术,所述滑座11安装在第一平移机构上,所述升降气缸12的缸座竖直安装在滑座11上,所述修剪刀13安装在升降气缸12的活塞杆上;所述上支撑座1的一侧设置有控制器22,所述控制器22上设置有显示屏,所述第一电机5、第一平移机构、第二平移机构和升降气缸12均与控制器22电连接,裁片摆放在输送钢带2上,在输送钢带2的移动下,两组修剪机构可以交替循环的输送钢带2上的裁片进行排版修剪,避免了需要等待修剪机构排版修剪结束后排版再修剪等待的时间,可以大幅的提高生产效率。
20.进一步的,第一平移机构包括调节丝杆7、第二电机8、主动齿轮9和从动齿轮10,所述移动架包括横梁61和安装在横梁61两端的支撑梁62,所述横梁61底部沿着横梁61的长度方向加工有工作槽,所述调节丝杆7转动安装在工作槽内,所述从动齿轮10安装在调节丝杆7的其中一端,所述第二电机8安装在支撑梁62上,所述主动齿轮9安装在第二电机8的输出轴上,所述主动齿轮9与从动齿轮10相互啮合,第二电机8与控制器22电连接,第二电机8为现有技术,第二电机8带动主动齿轮9转动,主动齿轮9带动从动齿轮10转动,进而带动调节丝杆7转动,调节丝杆7在转动的过程,即可实现修剪机构在调节丝杠7上往复滑动。
21.进一步的,所述第二平移机构包括第三电机14、主动转轴15、从动转轴16、主动带轮17、从动带轮18和传动带19,所述上支撑座1的底部固定安装有下支撑座20,下支撑座20之间安装有支撑板,所述下支撑座20的上表面沿着输送钢带2的输送方向上横向加工有向下凹陷的滑槽21,所述主动转轴15转动安装在两滑槽21之间的一端,所述从动转轴16转动安装在两滑槽21之间的中部,所述主动带轮17安装在位于两滑槽21内的主动转轴15上,所述从动带轮18安装在位于两滑槽21内的从动转轴16上,所述传动带19套设在位于同一滑槽21内的主动带轮17和从动带轮18上,所述支撑梁62的下端位于相对应的滑槽21内并与传动带19的上表面连接固定,第三电机14与控制器22控制连接,第三电机14为现有技术,第三电机14带动主动转轴15转动,主动转轴15带动主动带轮17转动,主动带轮17带动传动带19移动,下支撑座20两侧的传动带19同步转动,即可带动支撑梁62沿着输送钢带2的输送方向往复移动。
22.本装置的工作过程是:先将需要排版修剪裁片的流水信号、样板的尺等信息导入到控制器22,然后将需要排版修剪的裁片摆放在输送钢带2上,控制器22控制第一电机5工作,第一电机5带动主动辊轴3转动,进而带动输送钢带2移动,当载有裁片的输送钢带2移动
至对应的修剪机构的下方时,第一电机5停止工作,此时,控制器22控制第二电机8工作,第二电机8带动主动齿轮9转动,主动齿轮9带动从动齿轮10转动,进而带动调节丝杆7转动,调节丝杆7在转动的过程中,即可带动滑座11往复滑动,此时控制控制器22升降气缸12带动修剪刀13向下运动,让修剪刀13的刀片与输送钢带2的表面接触,通过滑座11的往复滑动即可实现对裁片的排版修剪,在两组修剪组件对裁片进行修剪的过程中,可以在输送钢带2的不工作区域再次摆放裁片,当两组修剪组件对其裁片修剪完成后,控制器22控制第三电机14工作,第三电机14带动主动转轴15和主动带轮17转动,即可带动传动带19移动,传动带19在移动的过程中,就可以带动移动架6在滑槽21内往复滑动,移动架6滑动至相应的工作区域后,再按上述的修剪工序对裁片进行排版修剪,在此工作中,工人可以对修剪后的裁片进行收料,并摆上相应的需要排版修剪的裁片,重复上述的工序即可实现裁片的循环交替修剪工作。本装置的实施,不仅简化了改版的工序,加快了改版的速度,提高了生产的效率,而且降低了对工人熟练度需求,提高了裁片改版的质量,另外,采用两组修剪机构交替循环工作,减少了修剪排版等待的时间,能够进一步的提高生产的效率
23.进一步的,所述升降气缸12的活塞杆下端安装有安装板23,所述修剪刀13安装在安装板23上,所述修剪刀13外侧的安装板23上均布设置有定位组件,所述定位组件包括弹簧24和压头25,所述压头25 t型结构,所述压头25的底部呈圆弧型,所述压头25的底面高于修剪刀13的底面,所述弹簧24的上端与安装板23连接,下端与压头25的上端连接,在修剪刀13修剪裁片的过程中,压头25可以对裁片起到压紧的作用,避免裁片在修剪的过程中,被卷起,造成修剪质量存在缺陷的问题。优选地,为了保证压头的压紧效果,所述安装板23的底面上加工有螺纹孔,所述弹簧24的上端连接有螺柱26,所述螺柱26的上端安装在螺纹孔内,所述压头25的顶部加工有沉孔,所述沉孔内滑动安装有导向柱27,所述导向柱27套设在弹簧24内且上端与螺柱26连接,导向柱27的设置可以增强压头25与螺柱26之间的连接强度,能够更进一步的提高压紧的效果。
24.进一步的,为了保证滑座11在调节丝杆7上的滑动运行稳定,所述工作槽内设置有与调节丝杆7平行的滑杆28,所述滑座11滑动安装在滑杆28上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。