提高生产线生产率的带孔的锭
1.本发明涉及金属锭,该金属锭允许通过提高锭的熔化速度和简化生产线管理来减少浮渣的形成并提高涂覆线生产率,同时保持锭的令人满意的机械性能。
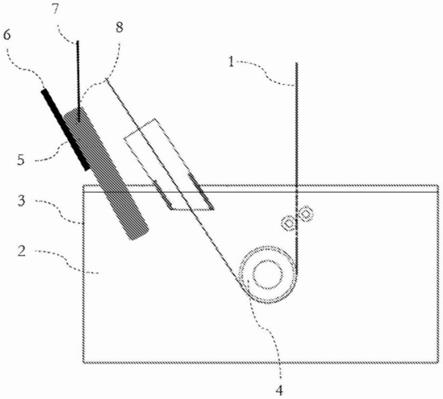
2.如今,大多数金属产品都被涂覆以增强金属产品的性能、尤其是金属产品的表面性能。这样的涂层通常是主要基于铝和/或锌的合金。如图1中所示,最常见的涂覆工艺中的一者是热浸,其中,将要涂覆的产品1(例如:带材、条带或线材)浸入到容纳在罐3中的熔融金属的浴2中,熔融金属将粘附至产品表面,并且然后形成期望的涂层。所述产品通常借助于传送装置和浸入辊4连续地穿过浴。
3.此外,由于产品离开浴时带有涂覆层,如果不提供涂覆材料,则浴液位会降低。因此,浴应当被定期地供给以将浴液位保持或者至少调节在期望的液位。该供给可以通过锭添加来完成,其中,使用插入台6和保持或插入装置7以受控的速度将锭5引入到浴2中。
4.显然,离开浴的产品越多,沉积的涂层越多,离开浴的熔融金属越多,并且浴液位下降得越快。因此,涂覆线生产率越高,为了将浴保持在期望的液位所需的供给速度越高。
5.将锭供应到浴中通常但不一定分三个步骤完成。首先,将锭从储存位置搬运至引入位置,在引入位置处,锭通常由保持装置6保持并定位在插入台5上。其次,将锭一点一点地引入到浴2中直到保持锭的锭部分8熔化。在那一刻,锭的未熔化部分、通常是芯部落至罐底部。尽管锭是逐步引入的,但在第二步骤结束时锭并没有完全熔化,除了在极少数情况下、比如低生产率的情况。第三,位于罐底部处的锭熔化。
6.在锭熔化期间,锭的形状会演变成不同的形状,如图2中通过经建模的锭形状a至锭形状d所示。仅对锭的一半进行建模,因为对称的行为对于另一半而言是预期的,所述一半沿着锭长度。形状a表示在步骤2结束时锭完全浸入时的锭形状。形状b至形状d表示在熔融金属浴中完全浸入确定的时间之后的锭形状:b:10min
–
c:20min
–
d:25min。该序列和计算的锭是针对长度为2150mm、固相线温度为575℃、液相线温度为601℃的锭在650℃的熔融金属浴中在由以下步骤构成的供给过程期间计算得出的:
7.1)第一浸入序列:30mm浸入4s 保持25s,
8.2)重复上述序列71次以使锭完全浸入(步骤2结束对应于图2a),
9.3)保持整个锭浸入并且等待锭完全熔化(图2b至图2d)。
10.如图2中建模和表示的,在工业序列期间供给的锭可能需要多于30min才能完全熔化,因此一个或若干个锭可能存在和/或堆积在罐底部。当然,所述熔化时间取决于浸入序列、锭和浴的性能以及工艺条件。例如,热浴性能取决于浴组成,例如对于锌基浴,温度通常为大约470℃,并且对于铝硅基浴,浴温度为大约650℃。
11.然而,在罐底部处存在一个或若干个锭会导致针对涂覆质量的若干缺陷,因为这会在浴中产生所谓的“冷点”,除此之外,还会导致浮渣形成,浮渣最终会降低涂覆质量。此外,如果在罐底部处存在太多锭,则锭可能会堆积并且与待涂覆的产品接触,从而导致对条带质量和涂覆设备造成灾难性后果。
12.因此,为了提高涂覆线生产率,必须减少或阻止锭堆形成。
13.本发明的目的是提供一种解决前述问题的解决方案。
14.该目的通过提供根据权利要求1所述的锭来实现。锭还可以包括权利要求2至9的任何特征。该目的还通过提供根据权利要求10所述的方法来实现。
15.本发明的其他特征和优点将通过下面对本发明的详细描述而变得明显。
16.为了说明本发明,将特别地参照以下附图来描述非限制性示例的各种实施方式和试验:
17.图1是典型的涂覆设备的示意图。
18.图2显示了在确定的熔化时间针对典型锭的实施方式在确定的工业工艺条件下的锭供给过程期间的若干经建模的锭形状。
19.图3是本发明的实施方式的示意图。
20.图4显示了本发明的实施方式的前视图(a)和俯视图(b)。
21.图5显示了在确定的熔化时间针对本发明的实施方式在确定的工业工艺条件下的锭供给过程期间的若干经建模的锭形状。
22.图6是如本发明中所理解的平行六面体锭的实施方式的示意图。
23.图7是本发明的具有2个孔的实施方式的示意图。
24.图8是本发明的具有2个孔的实施方式的示意性俯视图。
25.如图3和图4中所图示的,本发明涉及由至少一种金属制成的锭10,锭10具有在0.15m3与0.80m3之间的体积以及在10m
‑1与18m
‑1之间的表面积与体积比,锭10具有在两个端面(14a、14b)之间延伸的纵向面13并且包括从所述纵向面13中的一个纵向面延伸至第二纵向面的至少一个孔11,孔周缘110的任何点到最近的纵向面(13)之间的最大距离被标记为maxl,所述至少一个孔构造成使得所述最大距离maxl小于孔周缘的任何点与最近的端面(14a、14b)之间的被标记为mine的最小距离。锭由大于所述锭的高度和宽度的长度限定。在锭不能用长度、宽度和高度明确限定、例如锭为蛋形或棱锥形的情况下,可以使用这种锭在表面上的投影来限定宽度和高度,并且长度可以被限定为锭的两个点之间的最大距离。
26.所述锭具有在0.15m3到0.80m3之间的体积。一方面,如果锭体积超过0.80m3,锭可能难以运输、储存、搬运和/或被涂覆线的供应装置使用。另一方面,如果锭体积低于0.15m3,生产率可能会受到负面影响,因为与锭熔化时间相比,将锭搬运并放置在供应装置上所花费的时间太长。
27.所述锭具有在10m
‑1与18m
‑1之间的表面积与体积比。一方面,如果该比率低于10m
‑1,则由于锭与熔融金属浴之间的低的交换表面而降低了锭的熔化速度,这会对生产线生产率和浴管理产生负面影响,因为在罐底部处存在形成锭堆的风险。另一方面,如果该比率超过18m
‑1,考虑到所要求保护的锭,这显然会削弱锭的耐冲击性,并且因此会增加锭破裂的风险。
28.在减少锭熔化时间和锭堆形成的想法的推动下,包括如先前所描述的孔的锭出于两个主要原因而特别令人关注。首先,这样的孔允许在锭的供应期间使锭碎裂成若干块。如图5中所图示的,所述碎裂在包括孔(11a和11b)并且与所述锭的锭长度垂直的平面(12a和12b)中进行。在图5中,所述碎裂是针对与图1中相同的条件建模的。所标注的从0min到25min的时间是锭完全浸入的时间。由于这种碎裂,熔融金属浴与锭之间的表面交换增加,并且因此锭熔化速度也增加。其次,所述要求保护的锭易于铸造,即使是从现有模具铸造亦是如此。例如,可以在模具内部添加零部件以具有期望的孔。
29.因此,锭的熔化速度因此增加,这减少了锭堆在所述罐的底部处的形成,从而允许提高生产线生产率和涂层质量并且减少浮渣形成。
30.孔可以具有锥形、筒形、旋转筒形、球形的一部分的形式。所述孔仅用于增加锭熔化速度。所述孔不用于将锭搬运或插入到浴中。
31.所要求保护的锭由至少一种金属制成。优选地,锭至少由锌和/或硅和/或镁和/或铝制成。
32.优选地,所述锭10是平行六面体。锭被描述为平行六面体,但如图6中所示,术语“平行六面体”包括锯齿部16、附接装置17、任何边沿或边缘18和/或任何常见的锭几何结构。这种锯齿部仅用于搬运目的,例如:用于提升锭。此外,对于锭形状,平行六面体是常用的,并且因此只需对供应系统进行微小的改变或无需改变即可在工业上实施和使用。此外,由于锭不包含可能在锭搬运和/或添加期间破裂的任何突起或易碎的边缘或部段,因此所要求保护的锭是耐冲击的,并且因此是工业适用的。
33.优选地,如图3中所图示的,所述至少一个孔(11)从所述锭的第一纵向面延伸至所述锭的第二纵向面,所述锭的第二纵向面是所述第一纵向面的相对面。
34.优选地,所述至少一个孔11具有筒形或锥形形状。当锥形形状的孔不从一个面延伸至另一面时,锥形的孔优选地定向成使得锥形体基部在沿着锭的表面上。因为具有筒形或锥形形状的孔的锭的周长不沿着孔深度增加,所以这允许具有筒形或锥形形状的孔的锭容易地脱模。
35.优选地,所述至少一个孔的特征在于高度h,其中,所述高度h垂直于锭长度。与具有相同的几何结构(形状和直径)但是高度不垂直于所述锭长度的孔的锭相比,具有这样的孔易于锭碎裂,因为碎裂计划中的表面由于该孔取向而更小。优选地,所有孔的特征在于高度,其中,所述高度垂直于所述锭长度。
36.优选地,所述锭包括n个孔和n个孔周缘,n个孔限定了n个最大距离(maxd1、
…
、maxdn),孔周缘的任何点与另一孔周缘的任何点间隔开一定距离,标记为sp,该距离至少大于max(maxd1、
…
、maxdn)。以这样的距离将孔间隔开允许在锭熔化期间使锭碎裂成(n 1)个部分,并且因此增加熔化速度并减少锭堆的形成。
37.优选地,如图7和图8中所图示的,所述锭包括两个孔(11’、11”)和两个孔周缘(110’、110”),两个孔(11’、11”)限定了两个最大距离maxl’和maxl”,孔周缘(110’)的任何点与另一孔周缘(110”)的任何点间隔开一定距离,标记为sp,该距离至少大于max(maxl’、maxl”)。以这样的距离将孔间隔开允许在锭熔化期间使锭碎裂成三个部分,并且因此增加熔化速度并减少锭堆的形成。
38.优选地,所述锭包括三个孔和三个孔周缘,三个孔限定了三个最大距离maxl’、maxl”和maxl
”’
,孔周缘的任何点与另一孔周缘的任何点间隔开一定距离,该距离至少大于max(maxl’、maxl”和maxl
”’
)。以这样的距离将孔间隔开允许在锭熔化期间使锭碎裂成四个部分,并且因此增加熔化速度并减少锭堆的形成。
39.优选地,所述锭具有在0.15m3与0.40m3之间的体积。
40.优选地,所述锭具有在12m
‑1与18m
‑1之间的表面积与体积比。这样的比率范围甚至进一步提高了生产率,因为与前面提及的范围相比,增加了下阈值。
41.本发明还涉及一种用于管理熔融合金的浴液位并减少在罐内部形成浮渣的方法,
其中,将根据权利要求1至10中的任一项所述的锭完全地浸入到所述浴中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。