一种智能化led灯箱结构制作加工机械
技术领域
1.本发明涉及灯箱修整打磨制作领域,特别涉及一种智能化led灯箱结构制作加工机械。
背景技术:
2.智能化led灯箱是采用导光板并由多种多样的外框材料而制成的一种多功能的新的广告载体,具有较强的视觉冲击力,满足观者视觉感受,推动广告主获取最大经济效益,因其具备节能、外观精美、质轻和使用寿命较长等优点而被广泛应用于商场、连锁店、车站和影楼等地方;智能化led灯箱的种类多种多样,因此其灯箱结构种类也多种多样,其中有一种圆筒形灯箱,因其能够起到滚动式展示宣传的效果,提高了广告单位面积利用率而被许多商家广泛使用;这种圆筒形灯箱在制作时大多采用吸塑成型的工艺制作而成,在脱模后,该圆筒形灯箱表面通产会有大量毛刺,因此需要对其表面进行修整打磨处理。
3.现有的修整打磨方式分为人工修整打磨和机械修整打磨两种,其中人工修整打磨时人工成本较高,且修整打磨效率较低且修整打磨效果难以控制。
4.专利号为202110084560x的发明专利公布了一种便于固定的塑料修整装置,可对圆筒形灯箱外表面进行修整去毛刺处理,包括底座、外壳、第一齿轮、第一连杆、壳体、第一套轴、第一固定件和固定块;该便于固定的塑料修整装置通过底座、第一固定件的连接,实现了对刀具和塑料制品的固定,解决了现有技术的塑料修整装置人工成本高的问题,有效提高工作效率,可靠性高。
5.但是上述专利在修整打磨过程中会遇到以下难题:a.采用从外部夹紧固定的方式对待修整打磨的圆筒形灯箱进行夹紧固定,使得修整时无法对圆筒形灯箱外表面的进行全面修整,后续还需花费人力进行二次修整,导致成本增加;b.采用刀具刚性材料进行修整去毛刺,修整时刀具容易在圆筒形灯箱表面留下划痕,从而导致修整效果较差,从而影响了圆筒形灯箱的后续使用效果。
技术实现要素:
6.(一)技术方案:为了解决上述技术问题,本发明提供了一种智能化led灯箱结构制作加工机械,包括工作台、撑紧部件、匚形板和修整部件,所述的工作台顶部中间设置有撑紧部件,撑紧部件上方安装有匚形板,匚形板下端固定连接在工作台上,匚形板上安装有修整部件。
7.所述的撑紧部件包括转动支链、空心圆筒和撑紧支链,其中工作台下端中部安装有转动支链,转动支链的上端贯穿工作台并固定连接有空心圆筒,空心圆筒的下端和工作台之间为滑动配合,空心圆筒的内部设置有撑紧支链。
8.所述的修整部件包括驱动支链、匚型架、调节支链、t形连接座、l形板和修整支链,其中匚形板上端设置有驱动支链,驱动支链的下端贯穿匚形板并固定连接有匚型架,匚型架的开口朝下,匚型架上安装有调节支链,匚型架下端开设有t型通槽,t型通槽内滑动设置
有t形连接座,t形连接座下端固定连接有l形板,l形板上设置有修整支链。
9.作为本发明的一种优选技术方案,所述的转动支链包括安装立板、转动电机、驱动锥齿轮、辅助锥齿轮和转动轴,其中工作台下端面靠近左端的位置固定连接有安装立板,安装立板右侧壁上通过电机机座安装有转动电机,转动电机的输出轴上通过键连接的方式设置有驱动锥齿轮,驱动锥齿轮上方啮合有辅助锥齿轮,辅助锥齿轮通过键连接的方式安装在转动轴下端,转动轴上端贯穿工作台中部并固定连接在空心圆筒底部,转动轴和工作台之间通过轴承相连。
10.作为本发明的一种优选技术方案,所述的空心圆筒下端面设置有滚珠,滚珠能够减小空心圆筒下端面和工作台上端面之间的摩擦,从而有利于转动轴带动空心圆筒转动。
11.作为本发明的一种优选技术方案,所述的撑紧支链包括电动推杆、矩形块、安装槽、支杆、挤压杆、牙形板和橡胶吸盘,其中空心圆筒内部下端放置有矩形块,矩形块上端开设有安装槽,安装槽底部和电动推杆伸缩端固定相连,电动推杆固定端通过推杆底座安装在空心圆筒内部上端,矩形块的四周侧壁上均开设有多个连接槽,四周侧壁上的连接槽均呈矩阵分布且连接槽内通过销轴和支杆的下端相连,支杆远离矩形块的一端通过销轴和挤压杆一端转动相连,空心圆筒侧壁上对应挤压杆的位置开设有圆形通孔,挤压杆滑动设置在圆形通孔内,挤压杆的另一端固定连接有牙形板,牙形板外侧壁上均匀设置有橡胶吸盘。
12.作为本发明的一种优选技术方案,所述的驱动支链包括安装座、驱动电机、偏心轮、半球凸起、支撑弹簧和支撑杆,其中匚形板上端面靠近后端的位置固定设置有安装座,安装座上端通过电机机座安装有驱动电机,驱动电机的输出轴上通过键连接的方式安装有偏心轮,偏心轮下端滑动贴合有半球凸起,半球凸起固定连接在支撑杆上端,支撑杆下端贯穿匚形板并固定连接有匚型架,支撑杆和匚形板之间为滑动配合,匚形板和半球凸起之间的支撑杆上套设有支撑弹簧。
13.作为本发明的一种优选技术方案,所述的调节支链包括螺纹杆、滑动块、连接套筒、转盘、把手和l形杆,其中匚型架内侧壁上通过轴承安装有螺纹杆,螺纹杆的右端延伸至匚型架的外侧壁并固定安装有连接套筒,连接套筒右端固定连接有转盘,转盘右侧壁上靠近外沿的位置固定设置有把手,螺纹杆上左右对称开设有两组方向相反的螺纹,每组螺纹上均螺接有滑动块,滑动块下端和l形杆的一端固定相连,l形杆的另一端固定连接在t形连接座上。
14.作为本发明的一种优选技术方案,所述的修整支链包括底板、竖杆、挤压板、缓冲弹簧、一号海绵块、一号梯形块、二号梯形块、二号海绵块、单向进气阀、通气口、出气口和l形打磨层,其中l形板的内部开设有l形空腔,l形空腔的外侧壁上从上至下均匀开设有多个进气口,进气口上安装有单向进气阀,l形空腔的下端设置有挤压板,挤压板下端固定连接有竖杆,竖杆下端延伸至l形板下侧并固定连接有底板,底板和l形板之间的竖杆上套设有缓冲弹簧,挤压板的上端贴合有一号海绵块,一号海绵块上端安装有一号梯形块,一号梯形块上方设置有二号梯形块且一号梯形块的斜边和二号梯形块的斜边滑动配合,二号梯形块远离一号梯形块的一端贴合有二号海绵块,l形板内侧壁上均匀开设有通气口,通气口的一端和l形空腔相连通,l形板内侧壁上安装有l形打磨层,l形打磨层上均匀开设有出气口,通气口的另一端和出气口相连通。
15.作为本发明的一种优选技术方案,所述的出气口远离通气口的一端安装有过滤
网,过滤网能够防止修整打磨过程中产生的碎屑进入到出气口内将出气口堵塞,从而保证了出气口的畅通性。
16.(二)本发明的有益效果是:1.本发明所述的撑紧部件能够通过撑紧支链从圆筒形灯箱的内部对其进行撑紧固定处理,设置的橡胶吸盘不仅能提高撑紧固定效果,还能防止圆筒形灯箱的内壁出现印痕,使得修整支链能够对其外侧壁进行全面修整打磨处理,降低了修整打磨成本,保证了修整打磨效果。
17.2.本发明所述的修整部件通过柔性的l形打磨层代替了刚性的打磨板对圆筒形灯箱的外侧壁进行修整打磨处理,解决了打磨过程中容易在圆筒形灯箱外侧壁上留下划痕的问题,同时修整支链能够在打磨过程中及时对产生的碎屑进行吹气处理,防止碎屑粘附在圆筒形灯箱表面影响修整打磨效果,提高了圆筒形灯箱的外观质量。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
19.图1是本发明的第一立体结构示意图。
20.图2是本发明的第二立体结构示意图。
21.图3是本发明的俯视图。
22.图4是本发明中图3的a
‑
a向剖视图。
23.图5是本发明中空心圆筒和撑紧支链的立体结构示意图。
24.图6是本发明中空心圆筒和撑紧支链的结构示意图。
25.图7是本发明中匚型架、调节支链和t形连接座的结构示意图。
26.图8是本发明中l形板和修整支链的结构示意图。
27.图9是本发明中圆筒形灯箱的立体结构示意图。
28.图中:1、工作台;2、撑紧部件;21、转动支链;211、安装立板;212、转动电机;213、驱动锥齿轮;214、辅助锥齿轮;215、转动轴;22、空心圆筒;23、撑紧支链;231、电动推杆;232、矩形块;233、安装槽;234、支杆;235、挤压杆;236、牙形板;237、橡胶吸盘;3、匚形板;4、修整部件;41、驱动支链;411、安装座;412、驱动电机;413、偏心轮;414、半球凸起;415、支撑弹簧;416、支撑杆;42、匚型架;43、调节支链;431、螺纹杆;432、滑动块;433、连接套筒;434、转盘;435、把手;436、l形杆;44、t形连接座;45、l形板;46、修整支链;461、底板;462、竖杆;463、挤压板;464、缓冲弹簧;465、一号海绵块;466、一号梯形块;467、二号梯形块;468、二号海绵块;469、单向进气阀;4610、通气口;4611、出气口;4612、l形打磨层;5、圆筒形灯箱。
具体实施方式
29.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
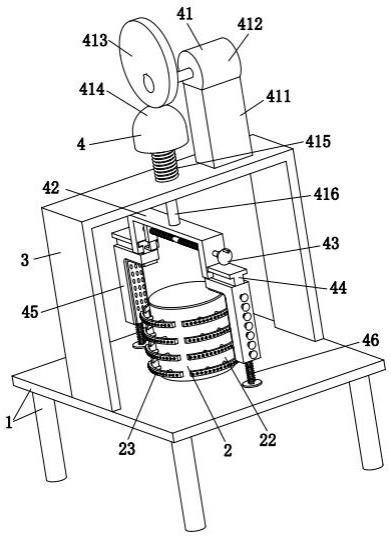
30.参阅图1至图4,一种智能化led灯箱结构制作加工机械,包括工作台1、撑紧部件2、匚形板3和修整部件4,所述的工作台1顶部中间设置有撑紧部件2,撑紧部件2上方安装有匚形板3,匚形板3下端固定连接在工作台1上,匚形板3上安装有修整部件4。
31.参阅图1、图2、图4和图9,所述的撑紧部件2包括转动支链21、空心圆筒22和撑紧支链23,其中工作台1下端中部安装有转动支链21,转动支链21的上端贯穿工作台1并固定连
接有空心圆筒22,空心圆筒22的下端和工作台1之间为滑动配合,所述的空心圆筒22下端面设置有滚珠,滚珠能够减小空心圆筒22下端面和工作台1上端面之间的摩擦力,从而有利于转动轴215带动空心圆筒22转动,空心圆筒22的内部设置有撑紧支链23。
32.参阅图2,所述的转动支链21包括安装立板211、转动电机212、驱动锥齿轮213、辅助锥齿轮214和转动轴215,工作台1下端面靠近左端的位置固定连接有安装立板211,安装立板211右侧壁上通过电机机座安装有转动电机212,转动电机212的输出轴上通过键连接的方式设置有驱动锥齿轮213,驱动锥齿轮213上方啮合有辅助锥齿轮214,辅助锥齿轮214通过键连接的方式安装在转动轴215下端,转动轴215上端贯穿工作台1中部并固定连接在空心圆筒22底部,转动轴215和工作台1之间通过轴承相连。具体工作时,启动转动电机212,通过转动电机212带动驱动锥齿轮213进行转动,从而带动辅助锥齿轮214和转动轴215进行转动,通过转动轴215带动空心圆筒22进行转动,从而带动撑紧固定后的圆筒形灯箱5转动,有利于提高对圆筒形灯箱5外侧壁的修整效率。
33.参阅图5、图6和图9,所述的撑紧支链23包括电动推杆231、矩形块232、安装槽233、支杆234、挤压杆235、牙形板236和橡胶吸盘237,其中空心圆筒22内部下端放置有矩形块232,矩形块232上端开设有安装槽233,安装槽233底部和电动推杆231伸缩端固定相连,电动推杆231固定端通过推杆底座安装在空心圆筒22内部上端,矩形块232的四周侧壁上均开设有多个连接槽,四周侧壁上的连接槽均呈矩阵分布且连接槽内通过销轴和支杆234的下端相连,支杆234远离矩形块232的一端通过销轴和挤压杆235一端转动相连,空心圆筒22侧壁上对应挤压杆235的位置开设有圆形通孔,挤压杆235滑动设置在圆形通孔内,挤压杆235的另一端固定连接有牙形板236,牙形板236外侧壁上均匀设置有橡胶吸盘237。
34.具体工作时,通过人工将需要进行修整的圆筒形灯箱5倒扣在空心圆筒22上,启动电动推杆231,通过电动推杆231带动矩形块232向上运动,从而带动支杆234转动,通过支杆234带动挤压杆235向外侧运动,从而带动牙形板236和橡胶吸盘237向外侧运动并从圆筒形灯箱5的内部对其进行撑紧固定,橡胶吸盘237的设置有利于提高圆筒形灯箱5在修整过程中的稳定性,从而保证修整效果。
35.参阅图1、图2和图4,所述的修整部件4包括驱动支链41、匚型架42、调节支链43、t形连接座44、l形板45和修整支链46,其中匚形板3上端设置有驱动支链41,驱动支链41的下端贯穿匚形板3并固定连接有匚型架42,匚型架42的开口朝下,匚型架42上安装有调节支链43,匚型架42下端开设有t型通槽,t型通槽内滑动设置有t形连接座44,t形连接座44下端固定连接有l形板45,l形板45上设置有修整支链46。
36.参阅图1,所述的驱动支链41包括安装座411、驱动电机412、偏心轮413、半球凸起414、支撑弹簧415和支撑杆416,匚形板3上端面靠近后端的位置固定设置有安装座411,安装座411上端通过电机机座安装有驱动电机412,驱动电机412的输出轴上通过键连接的方式安装有偏心轮413,偏心轮413下端滑动贴合有半球凸起414,半球凸起414固定连接在支撑杆416上端,支撑杆416下端贯穿匚形板3并固定连接有匚型架42,支撑杆416和匚形板3之间为滑动配合,匚形板3和半球凸起414之间的支撑杆416上套设有支撑弹簧415。具体工作时,启动驱动电机412,通过驱动电机412带动偏心轮413进行转动,偏心轮413在转动过程中会给半球凸起414一定的挤压力并带动半球凸起414向下运动,从而带动支撑杆416向下运动,此时支撑弹簧415处于压缩状态,通过支撑杆416带动匚型架42向下运动,从而带动安装
在l形板45内侧壁上的l形打磨层4612向下运动,随着偏心轮413的继续转动,支撑弹簧415的反作用力会带动半球凸起414和支撑杆416向上运动,从而带动匚型架42向上运动,通过匚型架42带动安装在l形板45内侧壁上的l形打磨层4612向上运动,如此往复,以此实现带动l形打磨层4612进行上下往复运动的功能,通过l形打磨层4612在圆筒形灯箱5转动的过程完成对其外侧壁的修整打磨处理。
37.参阅图7,所述的调节支链43包括螺纹杆431、滑动块432、连接套筒433、转盘434、把手435和l形杆436,其中匚型架42内侧壁上通过轴承安装有螺纹杆431,螺纹杆431的右端延伸至匚型架42的外侧壁并固定安装有连接套筒433,连接套筒433右端固定连接有转盘434,转盘434右侧壁上靠近外沿的位置固定设置有把手435,螺纹杆431上左右对称开设有两组方向相反的螺纹,每组螺纹上均螺接有滑动块432,滑动块432下端和l形杆436的一端固定相连,l形杆436的另一端固定连接在t形连接座44上。具体工作时,当圆筒形灯箱5撑紧固定后,通过人工转动把手435,从而带动转盘434和连接套筒433进行转动,同时带动螺纹杆431转动,螺纹杆431在转动过程中会带动左右两侧的滑动块432相向运动,从而带动l形杆436相向运动,通过l形杆436带动t形连接座44和l形板45相向运动并使l形打磨层4612紧贴在圆筒形灯箱5的外侧壁上。
38.参阅图8,所述的修整支链46包括底板461、竖杆462、挤压板463、缓冲弹簧464、一号海绵块465、一号梯形块466、二号梯形块467、二号海绵块468、单向进气阀469、通气口4610、出气口4611和l形打磨层4612,其中l形板45的内部开设有l形空腔,l形空腔的外侧壁上从上至下均匀开设有多个进气口,进气口上安装有单向进气阀469,l形空腔的下端设置有挤压板463,挤压板463下端固定连接有竖杆462,竖杆462下端延伸至l形板45下侧并固定连接有底板461,底板461和l形板45之间的竖杆462上套设有缓冲弹簧464,挤压板463的上端贴合有一号海绵块465,一号海绵块465上端安装有一号梯形块466,一号梯形块466上方设置有二号梯形块467且一号梯形块466的斜边和二号梯形块467的斜边滑动配合,二号梯形块467远离一号梯形块466的一端贴合有二号海绵块468,l形板45内侧壁上均匀开设有通气口4610,通气口4610的一端和l形空腔相连通,l形板45内侧壁上安装有l形打磨层4612,l形打磨层4612上均匀开设有出气口4611,通气口4610的另一端和出气口4611相连通,所述的出气口4611远离通气口4610的一端安装有过滤网,过滤网能够防止修整打磨过程中产生的碎屑进入到出气口4611内将出气口4611堵塞,从而保证了出气口4611的畅通性。
39.本实施例中,一号海绵块465内部和二号海绵块468内部均设置有连接弹簧,位于一号海绵块465内部的连接弹簧上端与一号梯形块466下端面固定相连,位于一号海绵块465内部的连接弹簧下端和挤压板463固定相连,位于二号海绵块468内部的连接弹簧左端和二号梯形块467固定相连,位于二号海绵块468内部的连接弹簧右端和l形空腔内部右端固定相连,连接弹簧的设置能够保证一号海绵块465在发生形变的过程中带动一号梯形块466对二号梯形块467产生足够大的挤压,从而带动二号海绵块468发生形变,具体工作时,在l形板45向下运动的过程中,会带动底板461向下运动,当底板461下端接触到工作台1时,随着l形板45继续向下运动,l形板45和挤压板463之间会产生一定的相对位移,挤压板463挤压一号海绵块465,同时带动一号梯形块466向上运动,通过一号梯形块466对二号梯形块467的挤压带动二号梯形块467运动并挤压二号海绵块468,从而将一号海绵块465和二号海绵块468内部的空气压出,压出后的空气依次通过通气口4610和出气口4611喷出,从而将圆
筒形灯箱5外侧壁的修整打磨过程中产生的碎屑吹落,有利于提高修整打磨的效果,当l形板45向上运动时,一号海绵块465和二号海绵块468恢复原状同时通过单向进气阀469将外界空气吸入,从而实现连续吹气处理的功能。
40.本发明在使用时的步骤如下:第一步:通过人工将需要进行修整的圆筒形灯箱5倒扣在空心圆筒22上,启动电动推杆231,通过电动推杆231带动矩形块232向上运动,从而带动支杆234转动,通过支杆234带动挤压杆235向外侧运动,从而带动牙形板236和橡胶吸盘237向外侧运动并从圆筒形灯箱5的内部对其进行撑紧固定处理。
41.第二步:启动驱动电机412,通过驱动电机412带动偏心轮413进行转动,偏心轮413在转动过程中带动半球凸起414向下运动,从而带动支撑杆416向下运动,此时支撑弹簧415处于压缩状态,通过支撑杆416带动匚型架42向下运动,使l形板45与圆筒形灯箱5处于相同高度;通过人工转动把手435,从而带动转盘434和连接套筒433进行转动,同时带动螺纹杆431转动,螺纹杆431在转动过程中会带动左右两侧的滑动块432相向运动,从而带动l形杆436相向运动,通过l形杆436带动t形连接座44同步运动,从而带动l形打磨层4612紧贴在圆筒形灯箱5的外侧壁上,当l形打磨层4612内侧壁紧贴在圆筒形灯箱5外侧壁上时,启动转动电机212,通过转动电机212带动驱动锥齿轮213进行转动,从而带动辅助锥齿轮214和转动轴215进行转动,通过转动轴215带动空心圆筒22进行转动,从而带动撑紧固定后的圆筒形灯箱5转动,使l形打磨层4612对圆筒形灯箱5外侧壁进行打磨;在l形板45向下运动的过程中,会带动底板461向下运动,当底板461下端接触到工作台1时,随着l形板45继续向下运动,l形板45和挤压板463之间会产生一定的挤压,挤压板463对一号海绵块465会产生挤压并带动一号海绵块465压缩,同时带动一号梯形块466向上运动,通过一号梯形块466对二号梯形块467的挤压带动二号梯形块467向内侧运动并挤压二号海绵块468,从而将一号海绵块465和二号海绵块468内部的空气压出,压出后的空气依次通过通气口4610和出气口4611喷出,从而将圆筒形灯箱5外侧壁的修整打磨过程中产生的碎屑吹落,有利于提高修整打磨的效果。
42.第三步:随着偏心轮413的继续转动,支撑弹簧415的反作用力会带动半球凸起414和支撑杆416向上运动,从而带动匚型架42向上运动,通过匚型架42带动安装在l形板45内侧壁上的l形打磨层4612向上运动,如此往复,从而实现带动l形打磨层4612进行上下往复运动的功能,通过l形打磨层4612在圆筒形灯箱5转动的过程完成对其外侧壁的修整打磨处理;当l形板45向上运动时,一号海绵块465和二号海绵块468恢复原状同时通过单向进气阀469将外界空气吸入,从而实现连续吹气处理的功能。
43.第四步:修整打磨结束后,转动电机212和驱动电机412停止运行,人工再次转动把手435,使l形打磨层4612脱离圆筒形灯箱5的外侧壁,电动推杆231复位,牙形板236和橡胶吸盘237停止对圆筒形灯箱5的夹紧固定,从而通过人工将修整打磨完成的圆筒形灯箱5取下。
44.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化;凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。