1.本发明涉及托盘(pallet)以及制造方法。
背景技术:
2.为了搬运物体,提出了各种托盘。例如专利文献1中公开了一种托盘,其目的是实现将货物稳定装载于托盘。现有技术文献专利文献
3.专利文献1:日本特开2007
‑
176534号公报
技术实现要素:
(发明要解决的课题)
4.另外,对于托盘,还应该考虑其与用来移动托盘的器械(例:叉车)之间的稳定性。
5.本发明是鉴于上述情况而进行的,其目的在于提供一种可稳定移动的托盘以及制造方法。(用于解决课题的技术方案)
6.根据本发明的一个方式,提供一种托盘,其具备中空的树脂成型体和防滑部件,上述树脂成型体具备插入孔,上述防滑部件具备插入部,上述防滑部件以上述插入部插入上述插入孔的状态安装于上述树脂成型体,上述防滑部件从上述树脂成型体的下表面朝向上述树脂成型体的内部安装。
7.根据本发明的一个方式,防滑部件从构成托盘的树脂成型体的下表面安装于树脂成型体。这里,防滑部件具备插入部,树脂成型体具备插入孔。并且防滑部件以插入部插入插入孔的状态安装于树脂成型体。由此,通过防滑部件,托盘移动稳定。
附图说明
8.图1是本发明的一个实施方式所涉及的托盘3的俯视立体图。图2是托盘3的仰视立体图。图3是托盘3的底面图。图4中,图4a是防滑部件40的立体图,图4b是从与图4a不同方向观察到的防滑部件40的立体图。图5是图2的a
‑
a线端面图。图6是图5的区域x的局部放大图。图7是从图6的状态去掉防滑部件40后的状态的图。图8是图2的b
‑
b线端面图。图9是成型机1的概念图。图10是用于说明垂下工序的概念图。
图11是用于说明赋形工序的概念图。图12是用于说明插入工序和合模工序的概念图。图13是结构体3p的端面图。图14是用于图7的区域x的形成方法的图。
具体实施方式
9.以下使用附图对本发明的实施方式进行说明。以下所示的实施方式中示出的各种特征事项可相互组合。
10.1.托盘3使用图1~图8对本发明的一个实施方式所涉及的托盘3进行说明。如图1和图5所示,托盘3具备中空的树脂成型体30和防滑部件40。本实施方式中,托盘3还具备发泡体50。如图5所示,发泡体50配置在树脂成型体30内。
11.树脂成型体30由树脂形成。发泡体50可采用任意发泡材料形成,有助于隔热效果和轻量化。防滑部件40是减小搬运托盘3时的摩擦阻力的部件,由摩擦系数大于构成托盘的树脂成型体30的材料形成。防滑部件40的材质没有特别限定,例如可采用弹性体构成。
12.如图1和图2所示,树脂成型体30具备上表面31和下表面32。本实施方式中,上表面31和下表面32是彼此对置的面。
13.另外,本实施方式中,树脂成型体30优选以不设置减重孔的状态形成。具体而言,优选除了构成树脂成型体30的上表面31和下表面32之外,在上表面31和下表面32以外的面也不存在减重孔。这是因为,与现有的托盘3相比,在树脂成型体30的内部存在发泡体50使得重量减轻,并且下文的密封面43与形成于树脂成型体30的安装凹部34的内壁(侧壁35)抵接可实现防止水侵入的效果。具体而言,现有托盘中,为实现轻量化需要在壁上挖孔,并且为了将清洗时等侵入托盘内部的水排出到外部需要设置减重孔(开孔)。但是在本实施方式所涉及的托盘3中,通过插入发泡体50已实现了轻量化,此外通过密封面43实现了防止水侵入的效果,因此不再需要现有托盘那样的减重孔,可起到提高美观的效果。此外,由于不存在减重孔,隔热性得到提高。这是因为,若存在减重孔,则从接地面传递来的热量容易通过减重孔传递给装载物。
14.如图2所示,在构成托盘3的树脂成型体30的下表面32侧形成有多个脚部33。本实施方式中,以包围配置在中心的脚部33的方式形成有8个脚部33。如图3所示,多个脚部33形成在可从第1方向和第2方向通过叉车装载托盘3的位置。另外,本实施方式中,如图2所示,在下表面32形成有多个凹部32b。通过设置凹部32b,托盘3的搬运者在抬起托盘3时能够用手指勾住。
15.另外,如图3所示,防滑部件40安装在树脂成型体30的下表面32。如图4a和图4b所示,防滑部件40具备接触面41、连接面42、密封面43、基面44、轴45和插入部46。
16.如图3和图6所示,接触面41是与搬运托盘3的器械的一部分接触的面,例如是与叉车的爪或托架接触的面。密封面43构成为与在树脂成型体30的下表面32侧形成的安装凹部34(下文将通过图6和图7进行说明)的内壁抵接。连接面42是将接触面41与密封面43连接的面。另外,密封面43与基面44垂直地形成。并且,轴45垂直于基面44且在与密封面43相反的方向上形成。在轴45的前端形成有朝向前端变细的形状的插入部46。
17.防滑部件40优选安装在无论从第1方向还是第2方向使用叉车装载托盘3,防滑部件40都与叉车抵接的部位。这里,图3中的虚线部分示意性表示与叉车的爪或托架接触的托盘3的下表面32的范围。这里,在图3的例子中,第1方向和第2方向是相互垂直的方向,但并不限定于此。由此,叉车的爪或托架从第1方向和第2方向中的任意方向抬起托盘3的下表面32时,防滑部件40均与叉车的爪或托架接触,从而能够减小叉车的爪或托架与托盘3之间的滑动。
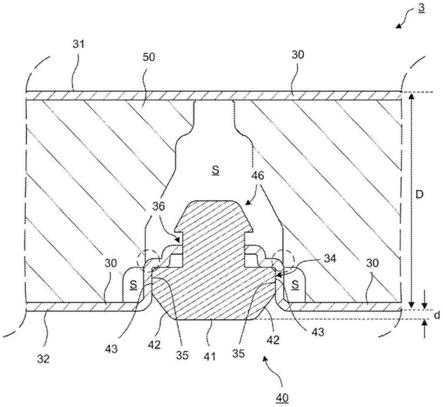
18.如图5所示,在通过防滑部件40的端面以及发泡体50的两端部(角部37a),于树脂成型体30与发泡体50之间形成有空间s。通过形成空间s,即使在托盘3的搬运过程中托盘3与其他备件等接触时,也能够减小托盘3角部的损伤。这是因为,在托盘3的搬运过程中容易接触角部。
19.另外,如图8所示,在通过多个脚部33的端面且发泡体50的两端部(角部37b),于树脂成型体30与发泡体50之间形成有空间s。通过形成空间s,即使在托盘3的搬运过程中托盘3与其他备件接触,也能够减小托盘3周边的损伤。这是因为,在托盘3的搬运过程中容易接触周边。
20.如图6和图7所示,防滑部件40从树脂成型体30的下表面32朝向树脂成型体30的内部安装。另外,防滑部件40优选构成为从下表面32朝向树脂成型体30的外部突出。
21.如图6和图7所示,本实施方式中,树脂成型体30在下表面32具备安装凹部34。并且防滑部件40以其一部分插入安装凹部34的状态安装于树脂成型体30。本实施方式中,防滑部件40的一部分、即插入部46插入安装凹部34。另外,如图6所示,密封面43与下表面32的延伸方向非平行地形成。在图6的例子中,密封面43与下表面32的延伸方向垂直形成。
22.本实施方式中,如图6和图7所述,树脂成型体30具备插入孔36。并且防滑部件40以防滑部件40的插入部46插入插入孔36的状态安装于树脂成型体30。应予说明,插入部46设置在比密封面43更靠近树脂成型体30内侧的位置。
23.如图6所示,密封面43构成为与在树脂成型体30的下表面32侧形成的安装凹部34(参照图7)的内壁(侧壁35)抵接。另外,插入部46所处位置的周围和侧壁35的附近形成有空间s。另外,在安装凹部34的内侧(虚线部位),安装凹部34与发泡体50熔接。这是因为,通过使安装凹部34与发泡体50熔接,可提高熔接部位周围的强度。像这样通过使安装凹部34与发泡体50稍微熔接并在侧壁35的附近形成空间s,将防滑部件40压入插入孔36时树脂容易弯曲变形,通过使安装凹部34与发泡体50熔接,将防滑部件40压入插入孔36时可减小树脂成型体30的破损。通过该构成,将防滑部件40以规定强度以上的力压入时,防滑部件40弯曲变形而容易压入,并且压入后不易拔出。
24.这里,将下表面32与防滑部件40的树脂成型体30的外侧端面之间的距离设为d,将下表面32与上表面31之间的距离设为d时,(d/d)的值优选为0.01~0.3。优选(d/d)的值为0.02~0.2,进一步优选为0.03~0.1。(d/d)的值具体而言例如为0.01、0.02、0.03、0.04、0.05、0.06、0.07、0.08、0.09、0.1、0.11、0.12、0.13、0.14、0.15、0.16、0.17、0.18、0.19、0.2、0.21、0.22、0.23、0.24、0.25、0.26、0.27、0.28、0.29、0.3,也可以是任意2个例示数值之间的范围内。
25.另外,d的大小优选大于0mm且为20mm以下。这是因为,如果d过大,则将叉车的爪或托架插入形成于托盘3下表面32的脚部33之间时,防滑部件40的接触面41和叉车的爪或托
架会产生干扰。该干扰会导致接触面41和叉车的爪或托架破损,因此不优选。
26.并且,如图6、图7和图14所示,防滑部件40以防滑部件40的安装方向的中心线配置在形成于树脂成型体30的通气孔(ah)附近的方式安装于树脂成型体30。本实施方式中,使用孔形成机与通气孔(ah)大致同轴地形成插入孔36。换言之,插入孔36是将形成于树脂成型体30的通气孔(ah)的直径扩张之后的孔。这里,通气孔(ah)是为了在抽真空时将残留在树脂成型体30内部的空气排出到树脂成型体30外部而在内包有发泡体50的树脂成型体30上形成的。树脂成型体30内部的残留空气是公知的课题,在形成有通气孔(ah)的情况下,通常为隐藏通气孔(ah)实施各种处理。本发明的一个实施方式所涉及的托盘3中,防滑部件40以防滑部件40的安装方向的中心线配置在形成于树脂成型体30的通气孔(ah)附近的方式安装于树脂成型体30。优选防滑部件40的轴与通气孔(ah)的轴构成于大致相同的轴上。另外,通过与通气孔(ah)大致同轴地形成插入孔36,形成于树脂成型体30的通气孔(ah)会被插入孔36隐藏。此外,通过将防滑部件40的插入部46插入插入孔36,能够以一个部件实现通气孔(ah)的隐藏和防滑部件40的安装。由此通过防滑部件40能够同时实现托盘3的稳定移动和通气孔(ah)的隐藏。
27.另外,通过在树脂成型体30的内部设置发泡体50,可介由发泡体50的隔热效果来减小从托盘3的载置面受到的热量的影响。
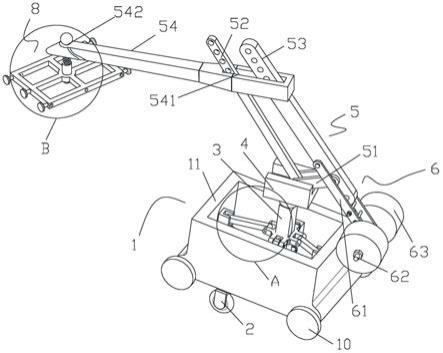
28.2.成型机1的构成接着使用图9对可用于实施本发明的一个实施方式所涉及的托盘3的制造方法的成型机1进行说明。成型机1具备树脂供给装置2、t型模18、第1模具21和第2模具22。树脂供给装置2具备料斗12、挤出机13以及储料缸17。挤出机13和储料缸17通过连接管19a连接。储料缸17和t型模18通过连接管19b连接。以下对各构成进行详细说明。
29.<料斗12、挤出机13>料斗12用于将原料树脂11投入到挤出机13的料筒13a内。原料树脂11的形态没有特别限定,通常为颗粒状。原料树脂例如为聚烯烃等热塑性树脂,作为聚烯烃,可举出低密度聚乙烯、直链低密度聚乙烯、高密度聚乙烯、聚丙烯、乙烯
‑
丙烯共聚物以及他们的混合物等。原料树脂11从料斗12投入到料筒13a内之后,在料筒13a内被加热而熔融,成为熔融树脂。另外,通过配置在料筒13a内的螺杆的旋转,将熔融树脂向料筒13a的前端输送。螺杆配置在料筒13a内,通过其旋转,将熔融树脂边混炼边输送。在螺杆的基端设置有齿轮装置,螺杆被齿轮装置旋转驱动。配置在料筒13a内的螺杆的数量可以是1根也可以是2根本以上。
30.<储料缸17、t型模18>将原料树脂和发泡剂熔融混炼而成的发泡树脂从料筒13a的树脂挤出口挤出,通过连接管19a注入到储料缸17内。储料缸17具备料筒17a和能够在其内部滑动的活塞17b,料筒17a内可存积熔融树脂11a。并且在料筒17a内存积一定量的发泡树脂后使活塞17b移动,从而通过连接管19b将发泡树脂从设置在t型模18内的狭缝挤出,使其垂下形成第1树脂片23a和第2树脂片23b。
31.<第1模具21和第2模具22>第1树脂片23a和第2树脂片23b被导入到第1模具21与第2模具22之间。如图9和图10所示,第1模具21设有多个减压吸引孔(未图示),能够对第1树脂片23a进行减压吸引而沿着第1模具21的形状赋形。第1模具21是具有凹部21c的形状,以包围凹部21c的方式设有夹
断部21d。第2模具22设有多个减压吸引孔(未图示),能够对第2树脂片23b进行减压吸引而沿着第2模具22的模腔22b的形状赋形。模腔22b是具有凸部22c和凹部22e的形状,以包围凸部22c和凹部22e的方式设有夹断部21d。
32.3.托盘3的制造方法接着,使用图10~图14对托盘3的制造方法进行说明。
33.本实施方式的方法具备垂下工序、赋形工序、插入工序、合模工序以及安装工序。以下进行详细说明。
34.3.1垂下工序垂下工序中,将树脂片23在第1模具21与第2模具22之间垂下。本实施方式中,树脂片23为第1树脂片23a和第2树脂片23b。具体而言,如图10所示,将发泡体50配置在第1模具21与第2模具22之间。
35.然后,将熔融状态的发泡树脂从t型模18的狭缝挤出并垂下而形成的第1和第2树脂片23a,23b在第1模具21与第2模具22之间垂下。本实施方式中,直接使用从t型模18挤出的第1树脂片23a和第2树脂片23b进行直接真空成型,因此第1树脂片23a和第2树脂片23b在成型之前不会被冷却至室温而固化,所以也不需要在成型之前对固化的第1树脂片23a和第2树脂片23b进行加热。这里,图10中示出的是在垂下工序中发泡体50位于第1树脂片23a与第2树脂片23b之间,也可以在垂下工序使发泡体50位于其他位置备用。
36.3.2赋形工序接着,如图11所示,使第1树脂片23a和第2树脂片23b分别与第1模具21和第2模具22的一部分抵接后,由第1模具21和第2模具22两者对第1树脂片23a和第2树脂片23b进行减压吸引,沿着第1模具21和第2模具22的形状进行赋形。
37.3.3插入工序和合模工序接着在插入工序中使发泡体50与第1树脂片23a和第2树脂片23b熔接(未图示)。然后如图12所示在合模工序中将第1模具21和第2模具22合模。然后从第1模具21和第2模具22取出成型体,去除毛边26,由此得到图13所示的结构体3p。
38.3.3安装工序安装工序中,将防滑部件40安装于由第1树脂片23a和第2树脂片23b形成的树脂成型体30。这里,在安装工序之前,在树脂成型体30上形成插入孔36。
39.4.防滑部件40的安装方法使用图14对在合模工序后的结构体3p上安装防滑部件40,形成图1~图3所示的托盘3的方法进行说明。
40.如图14所示,使用针等对插入工序前的结构体3p下表面32侧形成的树脂壁形成通气孔(ah)。例如可以在进行赋形工序时使针从模具突出,也可以在赋形后使针从模具突出来形成通气孔(ah)。
41.本实施方式中,在合模工序与安装工序之间,使用孔形成机在树脂成型体30的通气孔(ah)附近形成插入孔36。本实施方式中,使用孔形成机与通气孔(ng)大致同轴地形成插入孔36。孔形成机例如为钻孔机。本实施方式中,通过使孔形成机的孔形成部与通气孔(ah)大致垂直地定位,能够准确地形成插入孔36。另外,由于是在使用模具进行成型的过程中形成通气孔(ah),所以容易进行利用孔形成机的孔形成加工。这是因为,与对从模具中取
出且冷却后的成型品开孔相比,使用孔形成机对已经形成于成型品的孔进行加工的作业负荷更小。
42.然后,通过以防滑部件40的安装方向的中心线配置在通气孔(ah)附近的方式将防滑部件40安装于树脂成型体30,形成图1和图6所示的托盘3。本实施方式中,通过将设置在防滑部件40的插入部46插入插入孔36而将防滑部件40安装于树脂成型体30。此时,防滑部件40从树脂成型体30的下表面32朝向树脂成型体30的内部安装。
43.本实施方式中,通过与图14所示的通气孔(ah)大致同轴地形成插入孔36,形成于树脂成型体30的通气孔(ah)可被插入孔36隐藏。此外,通过将防滑部件40的插入部46插入插入孔36,能够以一个部件实现通气孔(ah)的隐藏和防滑部件40的安装。由此,通过防滑部件40能够同时实现托盘3的稳定移动和通气孔(ah)的隐藏。
44.5.其他本发明所涉及的托盘3也可以通过以下方式来实现。
·
不使用发泡体50形成托盘3。
·
不使用两张树脂片23,而使用圆筒状型坯通过吹塑成型将托盘3成型。此时,通气孔(ah)成为向树脂成型体30的内部吹入空气的空气吹入孔。
·
加热树脂片23后进行赋形。
45.也可以通过以下记载的各种方式来提供。上述托盘具备发泡体,上述发泡体配置在上述树脂成型体内,上述插入孔是将形成于上述树脂成型体的通气孔的直径扩张之后的孔。上述托盘中,上述树脂成型体在上述下表面侧具备安装凹部,上述防滑部件以其一部分插入上述安装凹部的状态安装于上述树脂成型体,上述防滑部件具备与上述下表面的延伸方向非平行的密封面,上述密封面与上述安装凹部的内壁抵接。上述托盘中,上述插入部设置在比上述密封面更靠近上述树脂成型体内侧的位置。上述托盘中,上述树脂成型体以不设置减重孔的状态形成。上述托盘中,上述下表面形成有多个脚部,上述多个脚部形成在可从第1方向和第2方向通过叉车装载上述托盘的位置,上述防滑部件安装在无论从上述第1方向还是上述第2方向使用上述叉车装载上述托盘,上述防滑部件都与上述叉车抵接的部位。上述托盘中,将上述下表面与上述防滑部件的上述树脂成型体的外侧端面之间的距离设为d,将上述下表面与上述上表面之间的距离设为d时,(d/d)的值为0.01~0.3。托盘的制造方法具备垂下工序、合模工序、以及安装工序,上述垂下工序中,将树脂片在第1模具与第2模具之间垂下,上述合模工序中,将第1模具与第2模具合模,上述安装工序中,将防滑部件安装于由树脂片形成的树脂成型体,在上述安装工序之前在上述树脂成型体上形成插入孔,上述安装工序中,通过将设置在上述防滑部件的插入部插入上述插入孔,将上述防滑部件安装于上述树脂成型体,上述防滑部件从上述树脂成型体的下表面朝向上述树脂成型体的内部安装。上述制造方法中,在上述树脂成型体上形成通气孔,使用孔形成机与上述通气孔大致同轴地形成上述插入孔。当然并不限定于此。
(符号说明)
46.1:成型机2:树脂供给装置3:托盘3p:结构体11:原料树脂11a:熔融树脂12:料斗13:挤出机13a:料筒17:储料缸17a:料筒17b:活塞18:t型模19a:连接管19b:连接管21:第1模具21c:凹部21d:夹断部22:第2模具22b:模腔22c:凸部22e:凹部23:树脂片23a:第1树脂片23b:第2树脂片26:毛边30:树脂成型体31:上表面32:下表面32b:凹部33:脚部34:安装凹部35:侧壁36:插入孔37a:角部37b:角部40:防滑部件41:接触面
42:连接面43:密封面44:基面45:轴46:插入部50:发泡体ah:通气孔d:距离s:空间x:区域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。