1.本发明涉及板材加工领域,具体是指一种木质门用无异味填充及其生产方法。
背景技术:
2.在现代工艺下,生产木质门需要使用极为成熟的“三醛胶”,而“三醛胶”又不可避免的会存在甲醛污染的问题,此外伴随着时代的发展,人们对于门的功能已不限于传统的防护功能,因此对于木质门用无异味填充及其生产方法的研究是具有现实意义的。
技术实现要素:
3.为解决上述技术问题,本发明公开了一种木质门用无异味填充及其生产方法,包括二个均呈矩形的边框、呈矩形的防潮板和呈矩形的隔音板,二个所述边框对称设置在所述防潮板的两面,所述边框在横向设有贯穿所述边框的槽孔,所述隔音板通过嵌压方式设置在所述槽孔的内部,所述边框围成的区域的内部设有加强梁,所述加强梁的两端分别与所述边框的上部和下部连接,所述隔音板包括二个均呈矩形的瓦楞纸板和至少二十五个纸筒,二个所述瓦楞纸板均沿纵向设置,二个所述瓦楞纸板相互平行设置,二十五个所述纸筒均沿水平方向设置,二十五个所述纸筒自上而下依次设置,二十五个所述纸筒相互平行设置,二十五个所述纸筒均设置在二个所述瓦楞纸板围成的区域的内部,二十五个所述纸筒分别与二个所述瓦楞纸板连接。
4.进一步地,所述木质门用无异味填充的生产方法包括以下步骤:
5.s1.制备防潮板,使用挤压机和模具制作出防潮板,防潮板的材质为竹纤维木屑,在挤压的过程中使用的胶水为大豆胶;
6.s2.制备边框,使用切削机床切削竹板制作出边框条,制作出边框条后将其首尾相连拼接成边框;
7.s3.制备隔音板,将二个瓦楞纸板与二十五个纸筒依次叠放在一起,并通过大豆胶相互粘贴;
8.s4.开设槽孔,使用切割机在边框上切割出槽孔;
9.s5.将隔音板嵌压在槽孔的内部;
10.s6.将边框贴附在防潮板的外表面,并通过大豆胶相互粘贴;
11.进一步地,所述边框的厚度大于所述防潮板的厚度,所述防潮板的厚度在3~5毫米之间。
12.采用以上技术方案,本发明具有可以得到无明显异味,同时还兼顾防潮与隔音的填充的技术效果,本发明设置的各生产步骤中摒弃传统的三醛胶,使用大豆胶,防潮板与边框主要材质为竹制,隔音板主要材质为瓦楞纸,其具有极佳的隔音与防潮效果,最终达到具有可以得到无明显异味,同时还兼顾防潮与隔音的填充的技术效果。
附图说明
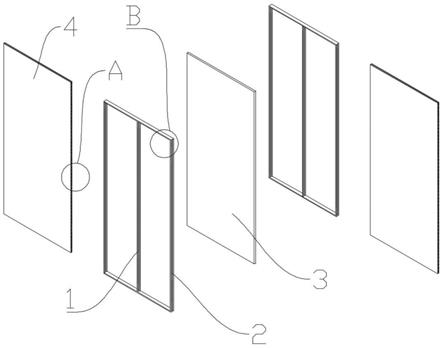
13.图1为本发明实施例一立体图;
14.图2为本发明实施例一立体图a部分放大图;
15.图3为本发明实施例一立体图b部分放大图;
16.如图所示:
[0017]1‑
加强梁,2
‑
边框,3
‑
防潮板,4
‑
隔音板,41
‑
瓦楞纸板,42
‑
纸筒,5
‑
槽孔。
具体实施方式
[0018]
为了更好地解释本发明,下面将结合实施例对本发明作进一步阐述,需要声明的是,以下内容仅是为了更好地说明本发明,并非是限制本发明权利要求书的保护范围;
[0019]
实施例一
[0020]
如图1~3所示,一种木质门用无异味填充及其生产方法,包括二个均呈矩形的边框2、呈矩形的防潮板3和呈矩形的隔音板4;
[0021]
二个边框2对称设置在防潮板3的两面,为提升本发明整体强度,边框2与防潮板3之间可增设铆钉或加强件;
[0022]
边框2在横向设有贯穿边框2的槽孔5,在保证不破坏边框2的情况下,槽孔5应尽可能做的大一点,以便于安装面积更大的隔音板4,隔音板4的面积越大其隔音效果越好;
[0023]
隔音板4通过嵌压方式设置在槽孔5的内部,边框2围成的区域的内部设有加强梁1,加强梁1的两端分别与边框2的上部和下部连接;
[0024]
隔音板4包括二个均呈矩形的瓦楞纸板41和至少二十五个纸筒42,二个瓦楞纸板41均沿纵向设置,二个瓦楞纸板41相互平行设置,二十五个纸筒42均沿水平方向设置,二十五个纸筒42自上而下依次设置,二十五个纸筒42相互平行设置,二十五个纸筒42均设置在二个瓦楞纸板41围成的区域的内部,二十五个纸筒42分别与二个瓦楞纸板41连接;
[0025]
纸筒42的直径控制在2~2.5毫米,瓦楞纸板41的厚度控制在1~1.5毫米;
[0026]
木质门用无异味填充的生产方法包括以下步骤:
[0027]
s1.制备防潮板3,使用挤压机和模具制作出防潮板3,防潮板3的材质为竹纤维木屑,在挤压的过程中使用的胶水为大豆胶;
[0028]
s2.制备边框2,使用切削机床切削竹板制作出边框条,制作出边框条后将其首尾相连拼接成边框2;
[0029]
在步骤s1和s2中,工作人员可根据防潮板3和边框2的实际生产情况,选择是否增设铣边工艺,即利用铣床对防潮板3和边框2的边缘处进行打磨或者切边;
[0030]
s3.制备隔音板4,将二个瓦楞纸板41与二十五个纸筒42依次叠放在一起,并通过大豆胶相互粘贴;
[0031]
s4.开设槽孔5,使用切割机在边框2上切割出槽孔5;
[0032]
s5.将隔音板4嵌压在槽孔5的内部;
[0033]
s6.将边框2贴附在防潮板3的外表面,并通过大豆胶相互粘贴;
[0034]
本发明在生产完成后,可增设烘干和养生两部工艺,利用烘干机可极大提升本发明产品的品质,养生工艺主要用于本发明的散热和产品的性能稳定;
[0035]
边框2的厚度大于防潮板3的厚度,防潮板3的厚度在3~5毫米之间。
[0036]
以上即为本发明的实施例内容,在未对本发明做出任何创造性的改进的前提下,皆属于本发明权利要求书保护范围内。
技术特征:
1.一种木质门用无异味填充及其生产方法,其特征在于,包括二个均呈矩形的边框(2)、呈矩形的防潮板(3)和呈矩形的隔音板(4),二个所述边框(2)对称设置在所述防潮板(3)的两面,所述边框(2)在横向设有贯穿所述边框(2)的槽孔(5),所述隔音板(4)通过嵌压方式设置在所述槽孔(5)的内部,所述边框(2)围成的区域的内部设有加强梁(1),所述加强梁(1)的两端分别与所述边框(2)的上部和下部连接,所述隔音板(4)包括二个均呈矩形的瓦楞纸板(41)和至少二十五个纸筒(42),二个所述瓦楞纸板(41)均沿纵向设置,二个所述瓦楞纸板(41)相互平行设置,二十五个所述纸筒(42)均沿水平方向设置,二十五个所述纸筒(42)自上而下依次设置,二十五个所述纸筒(42)相互平行设置,二十五个所述纸筒(42)均设置在二个所述瓦楞纸板(41)围成的区域的内部,二十五个所述纸筒(42)分别与二个所述瓦楞纸板(41)连接。2.如权利要求1所述一种木质门用无异味填充及其生产方法,其特征在于,所述木质门用无异味填充的生产方法包括以下步骤:s1.制备防潮板(3),使用挤压机和模具制作出防潮板(3),防潮板(3)的材质为竹纤维木屑,在挤压的过程中使用的胶水为大豆胶;s2.制备边框(2),使用切削机床切削竹板制作出边框条,制作出边框条后将其首尾相连拼接成边框(2);s3.制备隔音板(4),将二个瓦楞纸板(41)与二十五个纸筒(42)依次叠放在一起,并通过大豆胶相互粘贴;s4.开设槽孔(5),使用切割机在边框(2)上切割出槽孔(5);s5.将隔音板(4)嵌压在槽孔(5)的内部;s6.将边框(2)贴附在防潮板(3)的外表面,并通过大豆胶相互粘贴。3.如权利要求2所述一种木质门用无异味填充及其生产方法,其特征在于,所述边框(2)的厚度大于所述防潮板(3)的厚度,所述防潮板(3)的厚度在3~5毫米之间。
技术总结
本发明公开了一种木质门用无异味填充及其生产方法,包括二个均呈矩形的边框(2)、呈矩形的防潮板(3)和呈矩形的隔音板(4);本发明所得到的填充无明显异味,同时还兼顾防潮与隔音的效果,因此本发明可广泛应用于板材加工领域。域。域。
技术研发人员:韩雪龙 祁亮 姚伟力 潘保康
受保护的技术使用者:江苏从一家居股份有限公司
技术研发日:2021.08.05
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。