1.本发明涉及织布领域,特别是一种双轴双速拼纱纺织机及纺织方法。
背景技术:
2.在织布浆染行业中,特殊的布料品种需要采用双经轴织布机来完成生产,但双经轴织布机在生产、操作上均有很多问题,如只能进行一定范围内的传送速度比例,超出比例范围则需人工更换组件,生产效率低,工作量大,织布过程中常出现两个织轴棉纱张力不一致而影响成品布的质量的情况。
3.另外,双经轴织布机需要两份不同的经线进行生产,以牛仔布为例,牛仔布采用浆染联合一步法染色工艺制备而成,浆染工艺中,染色费用一般是根据选定的颜色和米数来确定的,头份对染色费用的影响较少,假设需要生产两批次的牛仔布,需要100米长、五千头份的经线两份,就需要支付两次染色费用,染色费用较高,人工成本也会增加,但在理论上,一万头份的经线经过一次浆染即可做出厂家需要的经线。
技术实现要素:
4.为了克服现有技术的不足,本发明提供一种双轴双速拼纱纺织机及纺织方法。
5.本发明解决其技术问题所采用的技术方案是:
6.一种双轴双速拼纱纺织机,包括固定机架,所述固定机架上设有第一线轴和第二线轴,所述固定机架上还设有第一收卷线轴和第二收卷线轴,所述固定机架自右至左依次设置有第一线轴、第二线轴、分纱板、预处理线辊、轧车组、再处理线辊、第一线辊组、第一收卷线轴和第二收卷线轴,所述固定机架上设置有分别对应第一线轴、第二线轴、第一线辊组、第一收卷线轴和第二收卷线轴的驱动组件,所述固定机架上设置有分别对应第一线轴、第二线轴的第一固定座和第二固定座,所述固定机架上设置有分别回应第一收卷线轴、第二收卷线轴的第一安装座和第二安装座,所述第一安装座和第二安装座内均设置有控制组件,所述第一安装座上设置有位于第一收卷线轴上方的第二线辊组,所述第二安装座上设置有位于第二收卷线轴上方的第三线辊组。
7.所述驱动组件包括分别对应第一线轴和第二线轴的第一电机和第二电机,所述第一电机顶端设置有第一传动轮,所述第一线轴一端设有与所述第一传动轮传动连接的第二传动轮,所述第二电机顶端设有第三传动轮,所述第二线轴一端设有与所述第三传动轮传动连接的第四传动轮。
8.所述驱动组件包括分别对应第一收卷线轴和第二收卷线轴两端的收卷电机组,所述收卷电机组分别设置在第一安装座、第二安装座上,其中,所述收卷电机组顶端设有第五传动轮,所述第一收卷线轴和第二收卷线轴上分别设置有与所述第五传动轮传动连接的第六传动轮,所述收卷电机组包括位置相对的强收卷电机和弱收卷电机。
9.所述预处理线辊由上而下依次包括结构相同的第一线辊和第二线辊,所述再处理线辊由上而下依次包括结构相同的第三线辊和第四线辊。
10.所述轧车组由上而下依次包括结构相同的第一轧车和第二轧车,所述驱动组件包括分别对应第一轧车和第二轧车的轧车电机,所述第一轧车包括上导辊、下导辊,以及设置在上导辊和下导辊两端的连接盒,所述下导辊一端穿过连接盒与轧车电机连接,另一端设有第一传动齿轮,所述上导辊一端设置有与第一传动齿轮啮合的第二传动齿轮。
11.所述第一线辊组两端底部设置有弹簧伸缩杆,所述弹簧伸缩杆另一端设置有与固定机架转动连接的连接杆,所述弹簧伸缩杆设置在所述连接杆的中间位置,所述连接杆一端连接有调节线辊,另一端固定在所述固定机架上。
12.所述控制组件包括数据处理模块和plc控制系统,所述控制组件与所述驱动组件电性连接。
13.一种使用如上所述双轴双速拼纱纺织机的纺织方法,包括以下步骤:
14.(1)、分纱:将待分纱的线圈放入第一线轴和第二线轴中任意一个线轴上,纱线通过分纱板均匀分成两份,其中一份纱线依次通过第一线辊、第一轧车、第一线辊组、第三线辊组后与第二收卷线轴连接;另一份纱线依次通过第二线辊、第二轧车、再处理线辊、第一线辊组、调节线辊、第二线辊组后与第一收卷线轴连接;
15.(2)、拼纱:将步骤(1)中分纱完毕的第一收卷线轴上的线圈与另一不同材质的线圈分别放入第一线轴和第二线轴中,第一线轴的线圈纱线依次通过第一线辊、第一轧车、第一线辊组、第二线辊组后与第一收卷线轴连接;第二线轴的线圈纱线依次通过第二线辊、第二轧车、再处理线辊、第一线辊组、调节线辊、第二线辊组后与第一收卷线轴连接;将步骤(1)中分纱完毕的第二收卷线轴上的线圈与另一不同材质的线圈按上述步骤拼成新线圈。
16.所述第一电机和第二电机均为18.5kw电动机,所述轧车电机为5.5kw电动机,所述弱收卷电机为15kw电动机,所述强收卷电机为30kw电动机。
17.步骤(1)中待分纱的线圈头份为5000
‑
15000;步骤(2)中第一收卷线轴(4)收卷速率为5m/min
‑
60m/min。
18.本技术的工作原理是通过控制组件内的plc控制系统,进而控制不同输出功率的多个电动机,控制轧车和多个线辊来控制第一线轴和第二线轴的张力,控制不同的收卷速度,令本技术可以平均将一个线圈纱线均匀分成两份,还能令将两个线轴合拼成一个轴时的张力和伸长保持一致。
19.本发明的有益效果是:本发明所设计的拼纱纺织机通过控制组件内的plc控制系统,控制轧车和多个线辊来控制第一线轴和第二线轴的张力,控制不同的收卷速度,令本技术可以平均将一个线圈纱线均匀分成两份,也能令将两个线轴合拼成一个轴时的张力和伸长保持一致,从而使混合后的线能够达到织布工艺的要求,在实际生产过程中,厂家可减少设备的购置,也可减少染色费用和染色步骤,降低人工成本和设备成本;
20.本发明所公开的纺织方法包括分纱、拼纱两个步骤,其中分纱步骤将一个线圈纱线均匀分成两份,即一次浆染即可获得生产厂家两批次生产所需的经线;拼纱步骤则将两个经轴按比例拼成一个可用单轴织布机生产的机轴,在后续生产中不需要使用操作难点多的双经轴织布机,从而提高生产效率以及产品质量。
附图说明
21.下面结合附图和实施例对本发明进一步说明。
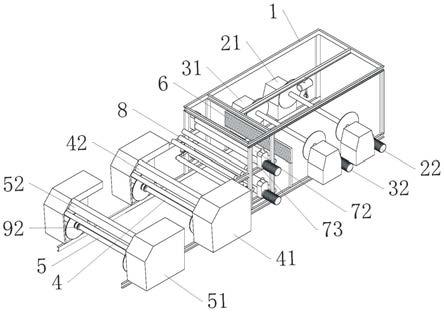
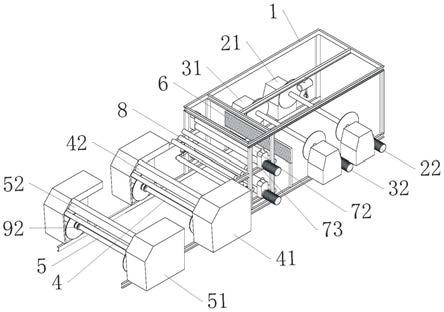
22.图1是本发明的结构示意图之一;
23.图2是本发明的结构示意图之二;
24.图3是图2中a处放大结构示意图;
25.图4是本发明的结构示意图之三。
具体实施方式
26.参照图1至图4,一种双轴双速拼纱纺织机,包括固定机架1,所述固定机架1上设有第一线轴2和第二线轴3,所述固定机架1上还设有第一收卷线轴4和第二收卷线轴5,所述固定机架1自右至左依次设置有第一线轴2、第二线轴3、分纱板6、预处理线辊10、轧车组7、再处理线辊11、第一线辊组8、第一收卷线轴4和第二收卷线轴5,所述固定机架上设置有分别对应第一线轴2、第二线轴3、第一线辊组8、第一收卷线轴4和第二收卷线轴5的驱动组件,所述固定机架1上设置有分别对应第一线轴2、第二线轴3的第一固定座21和第二固定座31,所述固定机架1上设置有分别回应第一收卷线轴4、第二收卷线轴5的第一安装座41和第二安装座51,所述第一安装座41和第二安装座51内均设置有控制组件,所述第一安装座41上设置有位于第一收卷线轴上方4的第二线辊组42,所述第二安装座51上设置有位于第二收卷线轴5上方的第三线辊组52。
27.所述驱动组件包括分别对应第一线轴2和第二线轴3的第一电机22和第二电机32,所述第一电机22顶端设置有第一传动轮23,所述第一线轴2一端设有与所述第一传动轮23传动连接的第二传动轮24,所述第二电机32顶端设有第三传动轮33,所述第二线轴3一端设有与所述第三传动轮33传动连接的第四传动轮34。
28.所述驱动组件包括分别对应第一收卷线轴4和第二收卷线轴5两端的收卷电机组9,所述收卷电机组9分别设置在第一安装座41、第二安装座51上,其中,所述收卷电机组9顶端设有第五传动轮91,所述第一收卷线轴4和第二收卷线轴5上分别设置有与所述第五传动轮91传动连接的第六传动轮92,所述收卷电机组9包括位置相对的强收卷电机93和弱收卷电机94。
29.所述预处理线辊10由上而下依次包括结构相同的第一线辊和第二线辊,所述再处理线辊11由上而下依次包括结构相同的第三线辊和第四线辊。
30.所述轧车组7由上而下依次包括结构相同的第一轧车和第二轧车,所述驱动组件包括分别对应第一轧车和第二轧车的轧车电机71,所述第一轧车包括上导辊72、下导辊73,以及设置在上导辊72和下导辊73两端的连接盒74,所述下导辊73一端穿过连接盒74与轧车电机71连接,另一端设有第一传动齿轮75,所述上导辊72一端设置有与第一传动齿轮75啮合的第二传动齿轮76。
31.所述第一线辊组8两端底部设置有弹簧伸缩杆82,所述弹簧伸缩杆82另一端设置有与固定机架1转动连接的连接杆83,所述弹簧伸缩杆82设置在所述连接杆83的中间位置,所述连接杆83一端连接有调节线辊84,另一端固定在所述固定机架1上。
32.所述控制组件包括数据处理模块和plc控制系统,所述控制组件与所述驱动组件电性连接。
33.一种使用如上所述双轴双速拼纱纺织机的纺织方法,包括以下步骤:
34.(1)、分纱:将待分纱的线圈放入第一线轴2和第二线轴3中任意一个线轴上,纱线
通过分纱板均匀分成两份,其中一份纱线依次通过第一线辊、第一轧车、第一线辊组8、第三线辊组52后与第二收卷线轴5连接;另一份纱线依次通过第二线辊、第二轧车、再处理线辊11、第一线辊组8、调节线辊84、第二线辊组42后与第一收卷线轴4连接;
35.(2)、拼纱:将步骤(1)中分纱完毕的第一收卷线轴4上的线圈与另一不同材质的线圈分别放入第一线轴2和第二线轴3中,第一线轴2的线圈纱线依次通过第一线辊、第一轧车、第一线辊组8、第二线辊组42后与第一收卷线轴4连接;第二线轴3的线圈纱线依次通过第二线辊、第二轧车、再处理线辊11、第一线辊组8、调节线辊84、第二线辊组42后与第一收卷线轴4连接;将步骤(1)中分纱完毕的第二收卷线轴5上的线圈与另一不同材质的线圈按上述步骤拼成新线圈。
36.步骤(1)中待分纱的线圈头份为5000
‑
15000;步骤(2)中第一收卷线轴(4)收卷速率为5m/min
‑
60m/min。
37.根据上述步骤可知,本技术所设计的拼纱纺织机不仅可以对线圈纱线进行平均拆分,也可以对不同材质的线圈进行合拼,分纱、拼纱两个步骤可单独进行也可根据生产顺序进行调整,得到理想的线圈,在实际生产过程中,厂家可减少设备的购置,也可减少染色费用和染色步骤,一次浆染即可获得生产厂家两批次生产所需的经线,降低人工成本和设备成本,另外,通过轧车和多个线辊来控制第一线轴和第二线轴的张力,使两个线轴合拼成一个轴时的张力和伸长保持一致,从而使混合后的线能够达到单轴织布机织布工艺的要求,不需要使用操作难点多的双经轴织布机,从而提高生产效率以及产品质量。
38.所述第一电机22和第二电机32均为18.5kw电动机,所述轧车电机71为5.5kw电动机,所述弱收卷电机94为15kw电动机,所述强收卷电机93为30kw电动机。
39.本技术的工作原理是通过控制组件内的plc控制系统,进而控制不同输出功率的多个电动机,控制轧车和多个线辊来控制第一线轴和第二线轴的张力,控制不同的收卷速度,令本技术可以平均将一个线圈纱线均匀分成两份,还能令将两个线轴合拼成一个轴时的张力和伸长保持一致。
40.以上的实施方式不能限定本发明创造的保护范围,专业技术领域的人员在不脱离本发明创造整体构思的情况下,所做的均等修饰与变化,均仍属于本发明创造涵盖的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。