技术特征:
1.一种基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其特征在于:其步骤如下:步骤一,选用试验板为低碳微合金钢板;步骤二,选用直径为0.9mm或1.0mm的气体保护实芯焊丝;步骤三,所述一对试验板进行平焊位置对接焊,其坡口形式为:正面的一侧为带直边侧的第一v形坡口,第一v形坡口的坡口面与坡口中心轴线成角α,正面的另一侧为第二v形坡口,第二v形坡口的坡口面与坡口中心轴线成角β1,其中,α=40~65
°
,β1=30~50
°
,试验板最小间隙a为0.5~2.5mm,第一v形坡口高度b为1.5~3.0mm;当所述钢板厚度t>16mm时,第二v形坡口的坡口面与坡口中心轴线成角β2,第二v形坡口的坡口面向外偏折并与坡口中心轴线成角γ构成双v形坡口,其中,β2=25~45
°
,γ=5~30
°
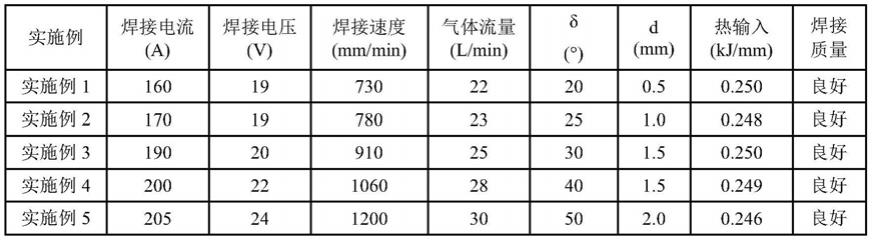
,双v形坡口的下侧v形坡口高度c小于10mm且与钢板厚度t满足关系式:t*1/3≤c≤t*1/2;步骤四,采用熔化极气体保护焊接的方式对试验板进行根焊和填充盖面焊接,根焊采用背面添加同质垫板强制成型,其中:焊接保护气体为氩气和二氧化碳的混合气体,混合比例为ar:co2=80:20,气体流量为20~30l/min;焊接热输入e不超过0.25kj/mm,焊接工艺参数为:焊接电流为160~210a,焊接电压为19~24v,焊接速度v为700~1200mm/min,所述焊接电流、焊接电压与焊接速度的组合在保证焊缝成型质量的前提下能与试验所需的焊接热输入数值相匹配;焊接过程中,采用多层多道无摆动直拉焊接;沿坡口宽度方向,焊枪与第一v形坡口的直边侧形成夹角δ=20~50
°
;焊丝端头与第一v形坡口的直边侧距离d为0.5~2.0mm;步骤五,完成焊接后得到焊接接头,观察和检测焊接接头的裂纹倾向以评估材料的工艺焊接性,并通过焊接接头的力学性能检测以评估材料的使用焊接性。2.根据权利要求1所述的基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其特征在于:所述步骤五中,力学性能检测包括单侧直边熔合线邻近的焊接热影响区粗晶区低温冲击与断裂韧性检测。3.根据权利要求1或2所述的基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其特征在于: 所述步骤四中,同一焊层的焊道排布均从第一v形坡口的直边侧开始依次向第二v形坡口的斜边侧进行焊接。4.根据权利要求3所述的基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其特征在于: 所述每一焊层排布的焊道数量n为n=w/3-0.6,其中w为焊前坡口宽度,w的单位为mm,n为四舍五入取整数。5.根据权利要求1或2所述的基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其特征在于:所述步骤四中的焊接保护气体的气体流量f与焊接速度v满足关系式:f=v/60 10。
技术总结
本发明涉及一种基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;选用直径为0.9mm或1.0mm气体保护实芯焊丝;所述一对试验板进行平焊位置对接焊,其坡口形式为正面的一侧为带直边侧的第一V形坡口,正面的另一侧为第二V形坡口,当钢板厚度t>16mm时,第二V形坡口为双V形坡口;采用熔化极气体保护焊接进行根焊和填充盖面焊接,焊接热输入不超过0.25kJ/mm,采用多层多道无摆动直拉焊接;观察和检测焊接接头裂纹倾向以评估材料工艺焊接性,并通过焊接接头力学性能检测以评估材料使用焊接性。本发明兼顾工艺焊接性和使用焊接性评估需求,对不同领域使用的低碳微合金钢焊接性评估具有普适性。性评估具有普适性。性评估具有普适性。
技术研发人员:刘硕
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:2020.05.29
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。