1.本发明涉及焊接材料生产制造技术领域,具体的说是一种高强度不锈钢药芯焊丝制备方法。
背景技术:
2.高强度不锈钢药芯焊丝是由塑性较好的低碳钢或低合金钢等材料制成的。其制造方法是先把钢带轧制成u形断面形状,再把按剂量配好的焊粉添加到u形钢带中,用压轧机轧紧,最后经拉拔制成不同规格的药芯焊丝,对药芯焊丝进行拉拔后,药芯焊丝表面的拔丝粉很难清除干净,表面不干净的药芯焊丝不仅外观效果差,而且药芯焊丝的质量会受到影响,所以需要对药芯焊丝表面进行除尘处理。
3.然而现有的高强度不锈钢药芯焊丝在除尘处理时存在的以下难题,a、现有的药芯焊丝除尘设备更换干擦布的时间较长,影响药芯焊丝的除尘效率,并且对药芯焊丝表面的拔丝粉擦除不完全,需要重新进行擦拭,降低了药芯焊丝的除尘效率;b、现有的药芯焊丝除尘设备在对药芯焊丝水洗后,不能将药芯焊丝表面残留的水分清理完全,影响药芯焊丝的涂油质量,降低了药芯焊丝的生产质量。
技术实现要素:
4.为了解决上述问题,本发明提供了一种高强度不锈钢药芯焊丝制备方法,可以解决上述中提到的纤维增强型防水涂料原材料在搅拌时存在的问题。
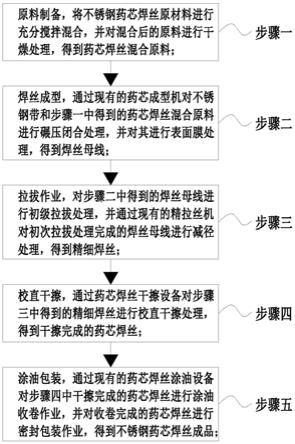
5.为了实现上述目的,一种高强度不锈钢药芯焊丝制备方法,主要包括以下步骤:
6.步骤一、原料制备,将不锈钢药芯焊丝原材料进行充分搅拌混合,并对混合后的原料进行干燥处理,得到药芯焊丝混合原料;
7.步骤二、焊丝成型,通过现有的药芯成型机对不锈钢带和步骤一中得到的药芯焊丝混合原料进行碾压闭合处理,并对其进行表面膜处理,得到焊丝母线;
8.步骤三、拉拔作业,对步骤二中得到的焊丝母线进行初级拉拔处理,并通过现有的精拉丝机对初次拉拔处理完成的焊丝母线进行减径处理,得到精细焊丝;
9.步骤四、校直干擦,通过药芯焊丝干擦设备对步骤三中得到的精细焊丝进行校直干擦处理,得到干擦完成的药芯焊丝;
10.步骤五、涂油包装,通过现有的药芯焊丝涂油设备对步骤四中干擦完成的药芯焊丝进行涂油处理,并通过现有的药芯焊丝收卷设备对涂油完成的药芯焊丝进行收卷作业,并对收卷完成的药芯焊丝进行密封包装作业,得到成品高强度不锈钢药芯焊丝。
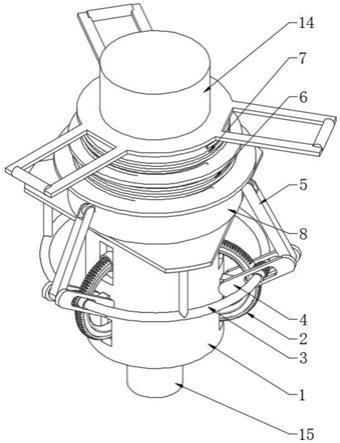
11.上述步骤中使用到的药芯焊丝干擦设备包括操作台、干擦单元、校直单元、水洗单元和干燥单元,所述的操作台上从左至右依次安装有干擦单元、水洗单元和干燥单元,干擦单元左端安装有校直单元。
12.所述的干擦单元包括l型架、支撑板、一号电机座、干擦电机、旋转圆杆、干擦齿轮、传动带、从动圆盘、方杆、滑动杆、伸缩弹簧杆、滑动圆杆、干擦板、干擦布和螺纹杆,所述的
操作台中部后侧安装有l型架,l型架前端安装有支撑板,支撑板上下两侧通过转动配合的方式对称安装有旋转圆杆,支撑板前端上下两侧对称开设有主动环槽,且主动环槽和中心与旋转圆杆圆心相重合,旋转圆杆后端安装有干擦齿轮,干擦齿轮之间通过传动带相连接,支撑板后端下侧安装有一号电机座,一号电机座上安装有干擦电机,干擦电机输出端连接在位于支撑板下端的干擦齿轮上,旋转圆杆前端安装有从动圆盘,从动圆盘外壁上沿其周向方向均匀安装有方杆,方杆远离从动圆盘圆心一端开设有t型槽,t型槽内壁上安装有伸缩弹簧杆,伸缩弹簧杆上安装有滑动杆,且滑动杆通过滑动配合的方式安装在t型槽内,滑动杆后端远离从动圆盘圆心一端安装有滑动圆杆,且滑动圆杆通过滑动配合的方式安装在主动环槽内,滑动杆远离从动圆盘圆心一端通过螺纹杆安装有干擦板,干擦板远离从动圆盘圆心一侧安装有干擦布,能够对药芯焊丝进行全面的除尘作业,提高了药芯焊丝的除尘效率和质量。
13.作为本发明的一种优选技术方案,所述的校直单元包括校直板、定位轴和校直滚轮,所述的支撑板左端外壁上安装有校直板,校直板前端设置有上下相互交错的定位轴,定位轴上通过转动配合的方式安装有校直滚轮,且校直滚轮外壁上开设有半圆环槽,校直滚轮相互配合使用,能够对药芯焊丝进行稳定的校直处理,提高了药芯焊丝的生产质量。
14.作为本发明的一种优选技术方案,所述的水洗单元包括平杆、水箱、辅助圆杆、海绵圆辊、水洗圆杆和水洗圆辊,所述的操作台上位于l型架右侧安装有成矩形均匀分布的平杆,平杆顶端通过水箱相连接,水箱左右两端上侧开设有通槽,通槽前后两侧内壁之间上下对称安装有辅助圆杆,辅助圆杆上通过转动配合的方式安装有海绵圆辊,水箱前后两端内壁之间且位于通槽下侧从左至右均匀安装有多个水洗圆杆,水洗圆杆上通过转动配合的方式安装有水洗圆辊,能够对药芯焊丝进行全面的水洗作业。
15.作为本发明的一种优选技术方案,所述的干燥单元包括直杆、风干箱、抵紧弹簧杆、定位弧板、吸水海绵、二号电机座、风干电机、风干齿轮、内齿皮带、连接圆杆和扇叶,所述的操作台右侧安装有成矩形均匀分布的直杆,直杆顶端通过风干箱相连接,风干箱下侧内壁中部开设有弧面槽,风干箱下侧内壁关于弧面槽前后两侧从左至右均匀开设有多个凹槽,凹槽内壁上安装有抵紧弹簧杆,位于前后两侧相互对称的凹槽内通过滑动配合的方式共同安装有定位弧板,且定位弧板与抵紧弹簧杆相连接,定位弧板的弧面和和弧面槽上均安装有吸水海绵,风干箱顶端从左至右通过转动配合的方式安装有多个连接圆杆,连接圆杆下端安装有扇叶,连接圆杆上端安装有风干齿轮,风干齿轮之间通过内齿皮带相连接,风干箱顶端左端后侧安装有二号电机座,二号电机座上安装有风干电机,且风干电机输出端连接在风干齿轮上,能够对药芯焊丝进行全面的风干处理,提高了药芯焊丝的风干效率。
16.作为本发明的一种优选技术方案,所述的水箱右侧外壁且关于通槽上下对称安装有承托板,承托板上从左至右通过滑动配合的方式均匀安装有多个t型圆杆,位于同一承托板上的t型圆杆通过除水板相连接,t型圆杆外壁且位于承托板和除水板之间套设有除水弹簧,除水板相对面上安装有除水海绵,能够稳定的吸收药芯焊丝表面残留的水分。
17.作为本发明的一种优选技术方案,所述的支撑板前端左右两侧对称安装有内圆环刷,能够对药芯焊丝进行稳定的除尘处理。
18.作为本发明的一种优选技术方案,所述的干擦板远离从动圆盘圆心一侧为弧形面,且弧形面上为波浪状,使得干擦布能够对药芯焊丝进行全面的除尘作业。
19.作为本发明的一种优选技术方案,所述的主动环槽上部和下部均为圆弧槽,主动环槽上部的圆弧槽的直径大于主动环槽下部的圆弧槽的直径,使得干擦布能够稳定的抵紧在药芯焊丝表面。
20.作为本发明的一种优选技术方案,所述的水洗圆辊之间相互连接成v型,能够将药芯焊丝抵紧在水箱内的清水内,能够对药芯焊丝进行全面的水洗处理。
21.有益效果:1.本发明设计的校直单元和干擦单元通过校直滚轮之间的相互配合作业,能够对拉拔完成的药芯焊丝进行校直作业,并且通过干擦板和干擦布对药芯焊丝表面的拔丝粉进行擦除作业,通过波浪状的干擦布能够对药芯焊丝表面的拔丝粉擦除完全,并且通过螺纹杆和滑动杆之间的螺纹连接,能够快速的更换干擦板和干擦布,提高了药芯焊丝的除尘效率和质量。
22.2.本发明设计的水洗单元和干燥单元通过整体连接成v型的水洗圆辊将药芯焊丝抵紧在清水内,能够对药芯焊丝进行全面的水洗作业,并且通过海绵圆辊、除水海绵和吸水海绵对药芯焊丝表面进行多次吸水处理,能够将药芯焊丝表面的清水完全吸收,并且通过扇叶对药芯焊丝表面进行风干处理,提高了药芯焊丝的干燥效率和质量。
附图说明
23.下面结合附图和实施例对本发明进一步说明。
24.图1是本发明的工作流程图。
25.图2是本发明药芯焊丝干擦设备的结构示意图。
26.图3是本发明图2的俯视图。
27.图4是本发明图3的a
‑
a向剖视图。
28.图5是本发明图4的m处局部放大图。
29.图6是本发明图3的b
‑
b向剖视图。
30.图7是本发明图3的c
‑
c向剖视图。
31.图8是本发明校直单元的结构示意图。
32.图9是本发明干擦单元的结构示意图。
33.图10是本发明主动环槽的结构示意图。
34.图11是本发明干燥单元的结构示意图。
35.图中:1、操作台;11、药芯焊丝;2、干擦单元;21、l型架;22、支撑板;221、主动环槽;23、一号电机座;24、干擦电机;25、旋转圆杆;26、干擦齿轮;27、传动带;28、从动圆盘;29、方杆;291、t型槽;210、滑动杆;211、伸缩弹簧杆;212、滑动圆杆;213、干擦板;214、干擦布;215、螺纹杆;216、内圆环刷;3、校直单元;31、校直板;32、定位轴;33、校直滚轮;331、半圆环槽;4、水洗单元;41、平杆;42、水箱;421、通槽;43、辅助圆杆;44、海绵圆辊;45、水洗圆杆;46、水洗圆辊;422、承托板;423、t型圆杆;424、除水板;425、除水弹簧;426、除水海绵;5、干燥单元;51、直杆;52、风干箱;521、弧面槽;522、凹槽;53、抵紧弹簧杆;54、定位弧板;55、吸水海绵;56、二号电机座;57、风干电机;58、风干齿轮;59、内齿皮带;510、连接圆杆;511、扇叶。
具体实施方式
36.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
37.请参阅图1、图2和图3,一种高强度不锈钢药芯焊丝制备方法,主要包括以下步骤:
38.步骤一、原料制备,将不锈钢药芯焊丝原材料进行充分搅拌混合,并对混合后的原料进行干燥处理,得到药芯焊丝混合原料;
39.步骤二、焊丝成型,通过现有的药芯成型机对不锈钢带和步骤一中得到的药芯焊丝混合原料进行碾压闭合处理,并对其进行表面膜处理,得到焊丝母线;
40.步骤三、拉拔作业,对步骤二中得到的焊丝母线进行初级拉拔处理,并通过现有的精拉丝机对初次拉拔处理完成的焊丝母线进行减径处理,得到精细焊丝;
41.步骤四、校直干擦,通过药芯焊丝干擦设备对步骤三中得到的精细焊丝进行校直干擦处理,得到干擦完成的药芯焊丝;
42.步骤五、涂油包装,通过现有的药芯焊丝涂油设备对步骤四中干擦完成的药芯焊丝进行涂油处理,并通过现有的药芯焊丝收卷设备对涂油完成的药芯焊丝进行收卷作业,并对收卷完成的药芯焊丝进行密封包装作业,得到成品高强度不锈钢药芯焊丝。
43.上述步骤中使用到的药芯焊丝干擦设备包括操作台1、干擦单元2、校直单元3、水洗单元4和干燥单元5,所述的操作台1上从左至右依次安装有干擦单元2、水洗单元4和干燥单元5,干擦单元2左端安装有校直单元3。
44.请参阅图4、图5、图6、图8和图9,所述的干擦单元2包括l型架21、支撑板22、一号电机座23、干擦电机24、旋转圆杆25、干擦齿轮26、传动带27、从动圆盘28、方杆29、滑动杆210、伸缩弹簧杆211、滑动圆杆212、干擦板213、干擦布214和螺纹杆215,所述的操作台1中部后侧安装有l型架21,l型架21前端安装有支撑板22,支撑板22前端左右两侧对称安装有内圆环刷216,支撑板22上下两侧通过转动配合的方式对称安装有旋转圆杆25,支撑板22前端上下两侧对称开设有主动环槽221,且主动环槽221和中心与旋转圆杆25圆心相重合,旋转圆杆25后端安装有干擦齿轮26,干擦齿轮26之间通过传动带27相连接,支撑板22后端下侧安装有一号电机座23,一号电机座23上安装有干擦电机24,干擦电机24输出端连接在位于支撑板22下端的干擦齿轮26上,旋转圆杆25前端安装有从动圆盘28,从动圆盘28外壁上沿其周向方向均匀安装有方杆29,方杆29远离从动圆盘28圆心一端开设有t型槽291,t型槽291内壁上安装有伸缩弹簧杆211,伸缩弹簧杆211上安装有滑动杆210,且滑动杆210通过滑动配合的方式安装在t型槽291内,滑动杆210后端远离从动圆盘28圆心一端安装有滑动圆杆212,且滑动圆杆212通过滑动配合的方式安装在主动环槽221内,滑动杆210远离从动圆盘28圆心一端通过螺纹杆215安装有干擦板213,干擦板213远离从动圆盘28圆心一侧为弧形面,且弧形面上为波浪状,干擦板213远离从动圆盘28圆心一侧安装有干擦布214。
45.请参阅图10,所述的主动环槽221上部和下部均为圆弧槽,主动环槽221上部的圆弧槽的直径大于主动环槽221下部的圆弧槽的直径。
46.请参阅图8,所述的校直单元3包括校直板31、定位轴32和校直滚轮33,所述的支撑板22左端外壁上安装有校直板31,校直板31前端设置有上下相互交错的定位轴32,定位轴32上通过转动配合的方式安装有校直滚轮33,且校直滚轮33外壁上开设有半圆环槽331,校直滚轮33相互配合使用。
47.具体工作时,人工将除相对的滑动杆210之外的滑动杆210上通过螺纹杆215分别螺纹连接干擦板213和干擦布214,人工使用现有的牵引机构将药芯焊丝11牵引依次穿过校直单元3、干擦单元2、水洗单元4和干燥单元5连接在现有的药芯焊丝收卷设备上,药芯焊丝11穿过校直滚轮33上的半圆环槽331之间,在药芯焊丝收卷设备对药芯焊丝11进行收卷时,通过校直滚轮33对药芯焊丝11进行校直处理。
48.启动干擦电机24使其带动干擦齿轮26转动,干擦齿轮26之间通过传动带27相传动,干擦齿轮26通过旋转圆杆25带动从动圆盘28转动,从动圆盘28通过方杆29带动滑动杆210转动90度,滑动杆210带动滑动圆杆212沿着主动环槽221的轨迹滑动,当滑动杆210带动滑动圆杆212滑动到主动环槽221下侧时,主动环槽221下侧的圆弧槽通过滑动圆杆212和滑动杆210带动干擦板213和干擦布214抵紧在药芯焊丝11外壁上,关闭干擦电机24,人工继续对其他的滑动杆210进行安装作业,确保每个滑动杆210上都安装有干擦板213和干擦布214。
49.当药芯焊丝11穿过位于上下的干擦板213相对面时,通过干擦板213的波浪状设计使得干擦布214抵紧在药芯焊丝11外壁上,在药芯焊丝收卷设备对药芯焊丝11进行收卷时,干擦布214对药芯焊丝11进行干擦处理,能够对药芯焊丝11进行全面的干擦作业,并且通过内圆环刷216对干擦前后的药芯焊丝11进行擦拭处理。
50.当抵紧在药芯焊丝11外壁上的干擦布214到达使用寿命后,继续启动干擦电机24使得带动干擦齿轮26转动,干擦齿轮26通过旋转圆杆25和从动圆盘28带动滑动杆210转动90度,滑动杆210带动新的干擦板213和干擦布214抵紧在药芯焊丝11外壁上,关闭干擦电机24,能够对干擦板213和干擦布214进行更换。
51.请参阅4和图11,所述的水洗单元4包括平杆41、水箱42、辅助圆杆43、海绵圆辊44、水洗圆杆45和水洗圆辊46,所述的操作台1上位于l型架21右侧安装有成矩形均匀分布的平杆41,平杆41顶端通过水箱42相连接,水箱42左右两端上侧开设有通槽421,通槽421前后两侧内壁之间上下对称安装有辅助圆杆43,辅助圆杆43上通过转动配合的方式安装有海绵圆辊44,水箱42前后两端内壁之间且位于通槽421下侧从左至右均匀安装有多个水洗圆杆45,水洗圆杆45上通过转动配合的方式安装有水洗圆辊46,且水洗圆辊46之间相互连接成v型。
52.请参阅图4和图11,所述的水箱42右侧外壁且关于通槽421上下对称安装有承托板422,承托板422上从左至右通过滑动配合的方式均匀安装有多个t型圆杆423,位于同一承托板422上的t型圆杆423通过除水板424相连接,t型圆杆423外壁且位于承托板422和除水板424之间套设有除水弹簧425,除水板424相对面上安装有除水海绵426。
53.当药芯焊丝11穿过海绵圆辊44和水洗圆辊46时,通过水洗圆辊46整体的v型设计,使得药芯焊丝11能够完全浸没在水箱42内的清水内,在药芯焊丝收卷设备对药芯焊丝11进行收卷时,能够对药芯焊丝11进行全面的水洗作业,并且通过海绵圆辊44对药芯焊丝11外壁上的清水进行吸附作业,药芯焊丝11穿过除水海绵426之间的间隙,通过除水海绵426对药芯焊丝11外壁上的清水进行二次吸附作业,提高了药芯焊丝11表面清水的吸附效率。
54.请参阅图7和图11,所述的干燥单元5包括直杆51、风干箱52、抵紧弹簧杆53、定位弧板54、吸水海绵55、二号电机座56、风干电机57、风干齿轮58、内齿皮带59、连接圆杆510和扇叶511,所述的操作台1右侧安装有成矩形均匀分布多个直杆51,直杆51顶端通过风干箱52相连接,风干箱52下侧内壁中部开设有弧面槽521,风干箱52下侧内壁关于弧面槽521前
后两侧从左至右均匀开设有多个凹槽522,凹槽522内壁上安装有抵紧弹簧杆53,位于前后两侧相互对称的凹槽522内通过滑动配合的方式共同安装有定位弧板54,且定位弧板54与抵紧弹簧杆53相连接,定位弧板54的弧面和弧面槽521上均安装有吸水海绵55,风干箱52顶端从左至右通过转动配合的方式安装有多个连接圆杆510,连接圆杆510下端安装有扇叶511,连接圆杆510上端安装有风干齿轮58,风干齿轮58之间通过内齿皮带59相连接,风干箱52顶端左端后侧安装有二号电机座56,二号电机座56上安装有风干电机57,且风干电机57输出端连接在风干齿轮58上。
55.当药芯焊丝11穿过风干箱52上的弧面槽521时,人工向上拉动定位弧板54,使得抵紧弹簧杆53处于拉伸状态,药芯焊丝11穿过弧面槽521和定位弧板54后,松开对定位弧板54拉动,在抵紧弹簧杆53的回拉作用下,使得定位弧板54上的吸水海绵55抵紧在药芯焊丝11外壁上,吸水海绵55再次对药芯焊丝11上残留的清水进行吸附作业,同时,启动风干电机57使其带动风干齿轮58转动,风干齿轮58之间通过内齿皮带59相传动,内齿皮带59通过连接圆杆510带动扇叶511转动,扇叶511对药芯焊丝11进行风干处理,并且扇叶511的转动同时,能够对吸水海绵55和除水海绵426进行风干处理,提高了药芯焊丝11的干燥效率,重复上述全部操作,能够连续对药芯焊丝11进行校直干擦处理,提高了药芯焊丝11的生产质量。
56.工作时,s1、人工将除相对的滑动杆210之外的滑动杆210上通过螺纹杆215分别螺纹连接干擦板213和干擦布214,人工使用现有的牵引机构将药芯焊丝11牵引依次穿过校直单元3、干擦单元2、水洗单元4和干燥单元5连接在现有的药芯焊丝收卷设备上。
57.s2、药芯焊丝11穿过校直滚轮33上的半圆环槽331之间,通过校直滚轮33对药芯焊丝11进行校直处理。
58.s3、干擦电机24通过干擦齿轮26和旋转圆杆25带动从动圆盘28和方杆29转动,方杆29通过滑动杆210带动滑动圆杆212沿着主动环槽221的轨迹滑动,滑动杆210带动干擦板213和干擦布214抵紧在药芯焊丝11外壁上,人工继续对其他的滑动杆210进行安装作业,确保每个滑动杆210上都安装有干擦板213和干擦布214。
59.s4、当上下相对的干擦板213和干擦布214抵紧在药芯焊丝11外壁上后,干擦布214对药芯焊丝11进行干擦处理,并且通过内圆环刷216对干擦前后的药芯焊丝11进行擦拭处理。
60.s5、当抵紧在药芯焊丝11外壁上的干擦布214到达使用寿命后,干擦电机24通过干擦齿轮26和旋转圆杆25带动从动圆盘28和滑动杆210转动90度,滑动杆210带动新的干擦板213和干擦布214抵紧在药芯焊丝11外壁上,能够对干擦板213和干擦布214进行更换。
61.s6、当药芯焊丝11穿过海绵圆辊44和水洗圆辊46时,水洗圆辊46将药芯焊丝11完全浸没在水箱42内的清水内,能够对药芯焊丝11进行全面的水洗作业,通过海绵圆辊44和除水海绵426对药芯焊丝11外壁上的清水进行吸附作业。
62.s7、当药芯焊丝11穿过风干箱52上的弧面槽521时,在抵紧弹簧杆53的抵紧作用下,定位弧板54上的吸水海绵55抵紧在药芯焊丝11外壁上,吸水海绵55再次对药芯焊丝11上残留的清水进行吸附作业。
63.s8、风干电机57通过风干齿轮58带动连接圆杆510和扇叶511转动,扇叶511对药芯焊丝11进行风干处理,并且扇叶511能够对吸水海绵55和除水海绵426进行风干处理,提高了药芯焊丝11的干燥效率,重复上述全部操作,能够连续对药芯焊丝11进行校直干擦处理,
提高了药芯焊丝11的生产质量。
64.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。