一种可控分布气体保护钛
‑
钢熔化极焊枪枪头及焊接工艺
技术领域
1.本发明涉及异种金属焊接技术领域,尤其是异种金属的填丝熔钎焊的技术领域,具体涉及一种熔化极可控分布保护异种金属焊接装置(焊枪枪头)以及焊接工艺方法。
背景技术:
2.钛合金和不锈钢连接件可以充分利用两种金属的优势,满足比强度高、耐腐蚀性强、低温性能好、比重小的应用要求,目前已广泛应用于船舶结构件、核电站废液后处理装置等多个方面。然而,由于钛合金和不锈钢的物理化学性能不同,以及脆性ti
‑
fe金属间化合物(imcs)的形成和聚集,直接焊接获得的接头强度较低,但发现当钛侧为钎焊接头,钢侧为熔化焊接头时,强度最高。故采用熔化极气体保护焊接的时候,致力获得在钢侧的熔焊形式界面与在钛侧的钎焊形式界面。焊丝熔滴的润湿性对接头形式影响较大进而影响连接性能,而保护气成分可显著改变熔滴的润湿性。现有一般的熔化焊喷嘴,只能够均匀送进一种焊接保护气对两侧的焊接母材进行保护。因此,在现有的条件下,将纯氩气进行单一送进的时候,熔滴在钢侧的铺展润湿性较差,焊缝的正面和背面成形不好,容易造成咬边、未焊透及背部熔合不良等缺陷,焊缝背面甚至没有成形;将混合保护气进行单一送进的条件下,熔滴金属的润湿性显著提高,在marangoni效应下熔池流动,熔深增加,接头背部成形优异,但是少量的活性的二氧化碳气体的加入,却将导致钛侧发生比较明显的氧化现象,影响焊接接头的性能,尽管外部成形尚可,但是强度却仍达不到要求。
技术实现要素:
3.针对上述存在的技术问题,本发明的目的是:提出了一种对于需要不同保护气保护,并且在异侧分流,输送保护气体进行保护的熔化极异种金属焊接的焊枪枪头及工艺方法。
4.为实现上述目的,本发明所采取的技术方案如下:一种熔化极可控分布保护异种金属焊接装置及方法,其特征在于,在不同保护气对熔滴金属润湿性和对母材的保护性存在差异从而影响接头成形的基础上,通过改进焊枪头部结构来改变不同焊接位置保护气成分进而改善焊缝成形。通过在喷嘴内侧设计引气器及带有挡板绝缘套结构,引入不同的两种气体,分别对焊接过程中不同侧的金属进行保护,保证了不同侧金属的不同保护气体的需求。本发明公开了一种非熔化极一种可控分布气体保护钛
‑
钢熔化极焊枪枪头及工艺方法,其特征在于,所述焊枪头部结构包括导电臂、引气器、分流器、绝缘套及挡板、导电嘴以及喷嘴;所述喷嘴设有喷口,所述喷口为圆形;通过选用带有呈现不同角度两侧挡板的陶瓷绝缘套,将喷口分隔成不同面积比例的两个区域,钛
‑
钢连接中区域保护面积比例为1:1,即两挡板夹角180
°
,两种不同保护气由厡通气孔及引气孔引入分别经过引气器及分流器的分流孔和绝缘套的通气槽后,分别通入对应的两个区域内,均匀的对两区域特别是异种金属焊接过程中不同侧的两种金属进行保护,保证了不同侧金属的不同保护气体的需求,实现气体的可控分布保护效果。所述焊接方法是针对在不同保护气对熔滴金属润湿性和对母材
的保护性存在差异从而影响接头成形的基础上,通过改进焊枪头部结构来改变不同焊接位置保护气成分进而改善焊缝成形及接头性能。
5.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头为cmt焊枪枪头,所述焊枪头部包括引气器、分流器、绝缘套及挡板、导电嘴以及喷嘴。
6.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于所述述焊枪枪头设有引气器及分流器,通过引气孔引入第二种气体对焊接过程进行保护,所述引气器含有分流孔,可对引入气体进行分流,使其流出均匀,所述分流器对通过原通气孔的气体进行分流。
7.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,所述焊枪枪头设有带挡板的陶瓷绝缘套,挡板与绝缘套为一体结构,两侧挡板之间呈现一定角度,绝缘套在两分流孔位置存在单侧通气槽,两通气槽分别位于两侧挡板之间,使得一种气体只在挡板之间一侧流动所述可控保护气。
8.优选地,所述的可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,所述可控保护气是由通过更换挡板角度不同的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,实现气体的可控分布,在钛
‑
钢连接中采用两侧挡板呈180
°
。
9.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,适用于对于异种金属进行熔化极气体保护焊时,不同侧的金属需要两种不同的保护气体以达到性能良好的焊接接头,所述的两种不同的保护气体(以钛
‑
钢为例)指:钛板侧使用纯氩气进行保护,在钢板侧使用混合保护气进行保护。
10.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,述混合保护气通过co2‑
ar气配比装置进行co2比例调节,气体配比装置分别通有一定量的高纯度ar和co2,且气体配比装置上通过监测面板与调节旋钮可对co2及纯ar进行配比,控制co2气体含量分别为0.5%,1.0%,2.0%,3.0%,5%,10%,15%及20%。
11.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,带凹槽的垫板置于夹具、钢板及钛板下方,凹槽设置在厚度10mm的紫铜垫板上。
12.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,焊接过程中钢侧形成熔化焊接头,而钛侧形成钎焊接头。
13.根据本发明的第二方面,提供一种可控分布气体保护钛
‑
钢熔化极焊枪枪头(以钛
‑
钢为例)的使用方法,包括如下步骤:步骤一:采用cmt焊接电源,通过上述发明确定两种保护气保护的区域比例,钛钢连接中为1:1,即两挡板夹角180
°
,选用特定的绝缘套,装配焊枪;通过气体配比装置将co2及ar进行配比,获取含不同比例co2的混合保护气,co2气体含量分别为0.5%,1.0%,2.0%,3.0%,5%,10%,15%及20%,优选气体含量为3.0%,将活性气体施加在钢板侧,钛板侧施加高纯度ar气作为保护气体,混合保护气及纯ar气流量均为7.5l/min;步骤二:选用直径1.2mm的铜基焊丝,对钛
‑
钢异种金属进行连接,焊接工艺参数为:焊接电流为60
‑
80a,优选65a,匹配焊接电压为12v,送丝速度为2.2m/min,焊接速度为4mm/s,6 mm/s,8 mm/s,10 mm/s,12 mm/s,14 mm/s,优选8mm;步骤三:完成工艺参数设置后,先通保护气体,待确定气体配比装置监测数正确
后,对板材进行机械打磨并用丙酮清洗,将钛板与钢板放置在带有凹槽的紫铜垫板上,调整对接间隙为0.5mm,然后进行装夹;步骤四:装夹完成后,先通保护气体,待确定气体配比装置监测数正确后,用机器人进行起弧点和熄弧点的设置,启动焊接按钮,开始进行活性
‑
惰性气体复合焊接;步骤五:待活性
‑
惰性气体复合焊接完成后,进行熄弧,关闭保护气,然后卸去装夹,焊接过程结束。
14.本发明通过提供一种可控分布气体保护钛
‑
钢熔化极焊枪枪头的使用方法,本发明的焊接方法设计了一种新型喷嘴,通过在喷嘴内侧设计靠近电接头处内凹的圆弧形挡板的结构,并通过气筛网与分流孔对于输入焊枪的两种不同的保护气体进行分流,分别对不同侧的母材金属进行保护,保证了不同侧母材金属对不同保护气体的需求,进一步保证了焊缝成形以及焊接接头的性能。特别地,钛侧使用纯ar进行保护防止氧化并形成钎焊接头,钢侧使用混合保护气(co2和ar)进行保护增加润湿性形成熔化焊接头。在使用该种熔化极可控分布保护焊接新方法的条件下,在保证两侧不发生氧化情况下,增加了熔滴的润湿铺展性,改变焊缝两侧温度梯度,增加熔深,改善了接头成形特别是背部成形,使得熔
‑
钎焊接头力学性能显著提高。
附图说明
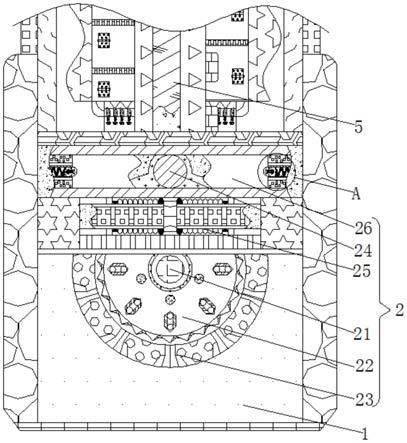
15.为了更清晰地说明本实施例的技术方案,下面结合附图对本发明技术方案作进一步说明,当然,下图描述的附图仅仅是本发明的一个实施例,对于本领域普通技术人员来说,可以根据这些附图所示出的结构获得其他的附图:附图1为本发明的焊接方法所述的焊枪枪头的结构图;附图2为本发明的焊接方法所述的焊枪枪头的整体结构三视图;附图3为本发明的焊接方法所述的焊枪枪头的整体结构a
‑
a、b
‑
b剖视图;其中附图的标号说明,1、导电臂;2、引气器;21、引气孔; 3、分流器;4、绝缘套;41、陶瓷挡板;5、导电嘴;51、焊丝孔;6、喷嘴;01、分流孔;02、通气槽;03、螺纹。
具体实施方式
16.附图1、2、3为本发明的焊接方法所述的熔化极气体保护焊焊枪枪头,包括;导电臂1、引气器2、分流器3、均由金属黄铜制成;绝缘套4及陶瓷挡板41为一体结构,由陶瓷制成,导电嘴5及喷嘴6,由熔点较高且受热不易变形的紫铜制成;通过更换挡板呈现不同角度的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,实现气体的可控分布;第一路气体(纯ar)经过焊枪内部,通过导电臂及引气器,在分流器中通过分流孔01分流,在经过绝缘套上的通气槽02进入由两侧陶瓷挡板所分隔开的两区域之一;第二路气体(混合保护气)经过引气孔21进入引气器,通过分流孔01分流及绝缘套上的通气槽02进入由两侧陶瓷挡板所分隔开的另一区域,该路气体经过引气器后直接进入喷口,与第一路气体完全隔绝,有效地避免了保护气体的过早混合而削弱对两侧异种金属保护的效果,保证焊接质量;导电臂1与引气器2、引气器2与分流器3、分流器3与绝缘套4及绝缘套4与导电嘴之间均通过螺纹03连接固定。
17.本熔化极可控气体分布保护钛
‑
钢焊接装置及方法的发明点在于,通过在原有焊
枪基础上,添加引气器与改进绝缘套结构,引入第二路气体的同时,使其与第一路气体完全隔绝,分别在各自相互隔离的保护气腔体之中,直至保护气输送到焊缝和母材位置;并且通过更换挡板呈现不同角度的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,保证了不同侧金属的不同保护气体的需求;实现气体的可控分布保护;通过活
‑
惰性气氛对钢
‑
铜
‑
钛焊接过程进行物/化协同冶金调控,以获得钛
‑
铜侧优质界面反应层及铜
‑
钢侧优良的焊缝成形。
18.在本实施例中,利用冷金属过渡(cmt)焊接机器人,使用该种熔化极可控分布保护焊接方法,针对tc4钛合金板和304l不锈钢板进行异种金属不开坡口的对接方式焊接。所选钛侧保护气为纯氩气,钢侧保护气为混合保护气;两侧保护气流量均为7.5l/min。所选焊丝为cual7焊丝、cusi3焊丝、纯cu焊丝,优选地,在本实例中,选用填充焊丝为纯cusi3焊丝。
19.进一步地,钛板和不锈钢板的板厚均为1mm,焊接间隙为0.5mm。
20.进一步地,所述焊丝直径为1.2mm。
21.进一步地,可选焊接电流为60a
‑
70a,在本实例中,焊接电流优选为65a;可选焊接电压为11.5v
‑
12.4v,在本实例中,焊接电压优选为12v。
22.进一步地,可选焊接速度为4mm/s
‑
14mm/s,在本实例中,焊接速度优选为8mm/s。
23.进一步地,可选送丝速度为2.0
‑
2.5m/min,在本实例中,送丝速度优选为2.2m/min。
24.进一步地,在本实例中,优选地,两侧挡板呈180
°
,区域保护比例1:1;钢侧混合保护气选定为3.0%co2和97.0%ar。纯氩气和混合保护气流量都选定为7.5l/min。
25.本熔化极可控分布保护焊接方法的具体焊接步骤:a、焊前对板材进行机械打磨和采用丙酮擦洗,去除氧化膜;b、将钛板和不锈钢板在成型槽上方用焊接装夹装置进行装配;c、调整好保护气挡板位置;分别将两种保护气气阀打开,调整流量,检查保护气对应侧的母材装配是否匹配;d、使用机器人进行起弧点和熄弧点的设置,开始进行焊接;f、关闭焊接保护气气阀。
26.以上实施例只为说明本发明的构思及特点,目的在于使得熟悉该领域技术的人士得以对此方案有所理解并与更多实施例相结合,不能以此限制本发明的保护范围,凡根据本发明精神实质所作的同效修饰或改装,都应该涵盖在本发明的保护范围之内。
‑
钢熔化极焊枪枪头及焊接工艺
技术领域
1.本发明涉及异种金属焊接技术领域,尤其是异种金属的填丝熔钎焊的技术领域,具体涉及一种熔化极可控分布保护异种金属焊接装置(焊枪枪头)以及焊接工艺方法。
背景技术:
2.钛合金和不锈钢连接件可以充分利用两种金属的优势,满足比强度高、耐腐蚀性强、低温性能好、比重小的应用要求,目前已广泛应用于船舶结构件、核电站废液后处理装置等多个方面。然而,由于钛合金和不锈钢的物理化学性能不同,以及脆性ti
‑
fe金属间化合物(imcs)的形成和聚集,直接焊接获得的接头强度较低,但发现当钛侧为钎焊接头,钢侧为熔化焊接头时,强度最高。故采用熔化极气体保护焊接的时候,致力获得在钢侧的熔焊形式界面与在钛侧的钎焊形式界面。焊丝熔滴的润湿性对接头形式影响较大进而影响连接性能,而保护气成分可显著改变熔滴的润湿性。现有一般的熔化焊喷嘴,只能够均匀送进一种焊接保护气对两侧的焊接母材进行保护。因此,在现有的条件下,将纯氩气进行单一送进的时候,熔滴在钢侧的铺展润湿性较差,焊缝的正面和背面成形不好,容易造成咬边、未焊透及背部熔合不良等缺陷,焊缝背面甚至没有成形;将混合保护气进行单一送进的条件下,熔滴金属的润湿性显著提高,在marangoni效应下熔池流动,熔深增加,接头背部成形优异,但是少量的活性的二氧化碳气体的加入,却将导致钛侧发生比较明显的氧化现象,影响焊接接头的性能,尽管外部成形尚可,但是强度却仍达不到要求。
技术实现要素:
3.针对上述存在的技术问题,本发明的目的是:提出了一种对于需要不同保护气保护,并且在异侧分流,输送保护气体进行保护的熔化极异种金属焊接的焊枪枪头及工艺方法。
4.为实现上述目的,本发明所采取的技术方案如下:一种熔化极可控分布保护异种金属焊接装置及方法,其特征在于,在不同保护气对熔滴金属润湿性和对母材的保护性存在差异从而影响接头成形的基础上,通过改进焊枪头部结构来改变不同焊接位置保护气成分进而改善焊缝成形。通过在喷嘴内侧设计引气器及带有挡板绝缘套结构,引入不同的两种气体,分别对焊接过程中不同侧的金属进行保护,保证了不同侧金属的不同保护气体的需求。本发明公开了一种非熔化极一种可控分布气体保护钛
‑
钢熔化极焊枪枪头及工艺方法,其特征在于,所述焊枪头部结构包括导电臂、引气器、分流器、绝缘套及挡板、导电嘴以及喷嘴;所述喷嘴设有喷口,所述喷口为圆形;通过选用带有呈现不同角度两侧挡板的陶瓷绝缘套,将喷口分隔成不同面积比例的两个区域,钛
‑
钢连接中区域保护面积比例为1:1,即两挡板夹角180
°
,两种不同保护气由厡通气孔及引气孔引入分别经过引气器及分流器的分流孔和绝缘套的通气槽后,分别通入对应的两个区域内,均匀的对两区域特别是异种金属焊接过程中不同侧的两种金属进行保护,保证了不同侧金属的不同保护气体的需求,实现气体的可控分布保护效果。所述焊接方法是针对在不同保护气对熔滴金属润湿性和对母材
的保护性存在差异从而影响接头成形的基础上,通过改进焊枪头部结构来改变不同焊接位置保护气成分进而改善焊缝成形及接头性能。
5.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头为cmt焊枪枪头,所述焊枪头部包括引气器、分流器、绝缘套及挡板、导电嘴以及喷嘴。
6.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于所述述焊枪枪头设有引气器及分流器,通过引气孔引入第二种气体对焊接过程进行保护,所述引气器含有分流孔,可对引入气体进行分流,使其流出均匀,所述分流器对通过原通气孔的气体进行分流。
7.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,所述焊枪枪头设有带挡板的陶瓷绝缘套,挡板与绝缘套为一体结构,两侧挡板之间呈现一定角度,绝缘套在两分流孔位置存在单侧通气槽,两通气槽分别位于两侧挡板之间,使得一种气体只在挡板之间一侧流动所述可控保护气。
8.优选地,所述的可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,所述可控保护气是由通过更换挡板角度不同的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,实现气体的可控分布,在钛
‑
钢连接中采用两侧挡板呈180
°
。
9.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,适用于对于异种金属进行熔化极气体保护焊时,不同侧的金属需要两种不同的保护气体以达到性能良好的焊接接头,所述的两种不同的保护气体(以钛
‑
钢为例)指:钛板侧使用纯氩气进行保护,在钢板侧使用混合保护气进行保护。
10.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,述混合保护气通过co2‑
ar气配比装置进行co2比例调节,气体配比装置分别通有一定量的高纯度ar和co2,且气体配比装置上通过监测面板与调节旋钮可对co2及纯ar进行配比,控制co2气体含量分别为0.5%,1.0%,2.0%,3.0%,5%,10%,15%及20%。
11.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,带凹槽的垫板置于夹具、钢板及钛板下方,凹槽设置在厚度10mm的紫铜垫板上。
12.优选地,所述可控分布气体保护钛
‑
钢熔化极焊枪枪头,其特征在于,焊接过程中钢侧形成熔化焊接头,而钛侧形成钎焊接头。
13.根据本发明的第二方面,提供一种可控分布气体保护钛
‑
钢熔化极焊枪枪头(以钛
‑
钢为例)的使用方法,包括如下步骤:步骤一:采用cmt焊接电源,通过上述发明确定两种保护气保护的区域比例,钛钢连接中为1:1,即两挡板夹角180
°
,选用特定的绝缘套,装配焊枪;通过气体配比装置将co2及ar进行配比,获取含不同比例co2的混合保护气,co2气体含量分别为0.5%,1.0%,2.0%,3.0%,5%,10%,15%及20%,优选气体含量为3.0%,将活性气体施加在钢板侧,钛板侧施加高纯度ar气作为保护气体,混合保护气及纯ar气流量均为7.5l/min;步骤二:选用直径1.2mm的铜基焊丝,对钛
‑
钢异种金属进行连接,焊接工艺参数为:焊接电流为60
‑
80a,优选65a,匹配焊接电压为12v,送丝速度为2.2m/min,焊接速度为4mm/s,6 mm/s,8 mm/s,10 mm/s,12 mm/s,14 mm/s,优选8mm;步骤三:完成工艺参数设置后,先通保护气体,待确定气体配比装置监测数正确
后,对板材进行机械打磨并用丙酮清洗,将钛板与钢板放置在带有凹槽的紫铜垫板上,调整对接间隙为0.5mm,然后进行装夹;步骤四:装夹完成后,先通保护气体,待确定气体配比装置监测数正确后,用机器人进行起弧点和熄弧点的设置,启动焊接按钮,开始进行活性
‑
惰性气体复合焊接;步骤五:待活性
‑
惰性气体复合焊接完成后,进行熄弧,关闭保护气,然后卸去装夹,焊接过程结束。
14.本发明通过提供一种可控分布气体保护钛
‑
钢熔化极焊枪枪头的使用方法,本发明的焊接方法设计了一种新型喷嘴,通过在喷嘴内侧设计靠近电接头处内凹的圆弧形挡板的结构,并通过气筛网与分流孔对于输入焊枪的两种不同的保护气体进行分流,分别对不同侧的母材金属进行保护,保证了不同侧母材金属对不同保护气体的需求,进一步保证了焊缝成形以及焊接接头的性能。特别地,钛侧使用纯ar进行保护防止氧化并形成钎焊接头,钢侧使用混合保护气(co2和ar)进行保护增加润湿性形成熔化焊接头。在使用该种熔化极可控分布保护焊接新方法的条件下,在保证两侧不发生氧化情况下,增加了熔滴的润湿铺展性,改变焊缝两侧温度梯度,增加熔深,改善了接头成形特别是背部成形,使得熔
‑
钎焊接头力学性能显著提高。
附图说明
15.为了更清晰地说明本实施例的技术方案,下面结合附图对本发明技术方案作进一步说明,当然,下图描述的附图仅仅是本发明的一个实施例,对于本领域普通技术人员来说,可以根据这些附图所示出的结构获得其他的附图:附图1为本发明的焊接方法所述的焊枪枪头的结构图;附图2为本发明的焊接方法所述的焊枪枪头的整体结构三视图;附图3为本发明的焊接方法所述的焊枪枪头的整体结构a
‑
a、b
‑
b剖视图;其中附图的标号说明,1、导电臂;2、引气器;21、引气孔; 3、分流器;4、绝缘套;41、陶瓷挡板;5、导电嘴;51、焊丝孔;6、喷嘴;01、分流孔;02、通气槽;03、螺纹。
具体实施方式
16.附图1、2、3为本发明的焊接方法所述的熔化极气体保护焊焊枪枪头,包括;导电臂1、引气器2、分流器3、均由金属黄铜制成;绝缘套4及陶瓷挡板41为一体结构,由陶瓷制成,导电嘴5及喷嘴6,由熔点较高且受热不易变形的紫铜制成;通过更换挡板呈现不同角度的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,实现气体的可控分布;第一路气体(纯ar)经过焊枪内部,通过导电臂及引气器,在分流器中通过分流孔01分流,在经过绝缘套上的通气槽02进入由两侧陶瓷挡板所分隔开的两区域之一;第二路气体(混合保护气)经过引气孔21进入引气器,通过分流孔01分流及绝缘套上的通气槽02进入由两侧陶瓷挡板所分隔开的另一区域,该路气体经过引气器后直接进入喷口,与第一路气体完全隔绝,有效地避免了保护气体的过早混合而削弱对两侧异种金属保护的效果,保证焊接质量;导电臂1与引气器2、引气器2与分流器3、分流器3与绝缘套4及绝缘套4与导电嘴之间均通过螺纹03连接固定。
17.本熔化极可控气体分布保护钛
‑
钢焊接装置及方法的发明点在于,通过在原有焊
枪基础上,添加引气器与改进绝缘套结构,引入第二路气体的同时,使其与第一路气体完全隔绝,分别在各自相互隔离的保护气腔体之中,直至保护气输送到焊缝和母材位置;并且通过更换挡板呈现不同角度的绝缘套,可将喷口分隔成不同体积比例的两个区域,两个区域通分别通不同保护气,使不同的气体按一定区域面积比例进行保护,保证了不同侧金属的不同保护气体的需求;实现气体的可控分布保护;通过活
‑
惰性气氛对钢
‑
铜
‑
钛焊接过程进行物/化协同冶金调控,以获得钛
‑
铜侧优质界面反应层及铜
‑
钢侧优良的焊缝成形。
18.在本实施例中,利用冷金属过渡(cmt)焊接机器人,使用该种熔化极可控分布保护焊接方法,针对tc4钛合金板和304l不锈钢板进行异种金属不开坡口的对接方式焊接。所选钛侧保护气为纯氩气,钢侧保护气为混合保护气;两侧保护气流量均为7.5l/min。所选焊丝为cual7焊丝、cusi3焊丝、纯cu焊丝,优选地,在本实例中,选用填充焊丝为纯cusi3焊丝。
19.进一步地,钛板和不锈钢板的板厚均为1mm,焊接间隙为0.5mm。
20.进一步地,所述焊丝直径为1.2mm。
21.进一步地,可选焊接电流为60a
‑
70a,在本实例中,焊接电流优选为65a;可选焊接电压为11.5v
‑
12.4v,在本实例中,焊接电压优选为12v。
22.进一步地,可选焊接速度为4mm/s
‑
14mm/s,在本实例中,焊接速度优选为8mm/s。
23.进一步地,可选送丝速度为2.0
‑
2.5m/min,在本实例中,送丝速度优选为2.2m/min。
24.进一步地,在本实例中,优选地,两侧挡板呈180
°
,区域保护比例1:1;钢侧混合保护气选定为3.0%co2和97.0%ar。纯氩气和混合保护气流量都选定为7.5l/min。
25.本熔化极可控分布保护焊接方法的具体焊接步骤:a、焊前对板材进行机械打磨和采用丙酮擦洗,去除氧化膜;b、将钛板和不锈钢板在成型槽上方用焊接装夹装置进行装配;c、调整好保护气挡板位置;分别将两种保护气气阀打开,调整流量,检查保护气对应侧的母材装配是否匹配;d、使用机器人进行起弧点和熄弧点的设置,开始进行焊接;f、关闭焊接保护气气阀。
26.以上实施例只为说明本发明的构思及特点,目的在于使得熟悉该领域技术的人士得以对此方案有所理解并与更多实施例相结合,不能以此限制本发明的保护范围,凡根据本发明精神实质所作的同效修饰或改装,都应该涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。