1.本发明涉及钨/钼及其合金焊接,特别是一种铼元素强化钨/钼及其合金焊接性能的方法。
背景技术:
2.钨/钼熔点高,高温力学性能好,又有优异的耐腐蚀和抗烧蚀性能,但是焊接难度大。一方面,焊接时熔池温度高,容易在焊接及冷却中发生再结晶,形成粗大晶粒。另一方面,钨/钼对于氮、氧等气体杂质十分敏感,在焊接过程中,气体杂质的加入会形成气孔等缺陷,还会增大低温脆性。为了保证钨/钼的焊接性能,在焊接时需避免空气的影响,在真空或者惰性气体的氛围中进行,还要控制冷却速度,减少粗大晶粒,但是综合力学性能的提高十分有限。
3.近年来,针对钨/钼及其合金的焊接方面的缺点,业内人士对相关焊接工艺进行了一些改进。一是热处理工艺方面,如专利号cn201710472561.5通过焊前及焊后热处理降低应力和减少杂质元素的含量,通过加快冷却速率来减小晶粒大小,从而提高焊接缝的综合力学性能。二是改变焊接气氛方面。比如西安交通大学张林杰教授采用氮气气氛焊接。三是添加合金成分方面,比如添加钛、锆等;如西安交通大学张林杰等人添加钛箔。
4.现有部分从合金化元素以及热处理方面提升钨/钼及其合金焊接的方法存在以下方面问题:
5.1.添加钛箔或者锆箔,对添加材料的规格尺寸要求高;
6.2.添加材料的装配困难,需要严格控制公差及形状;
7.3.所添加的数量受其在钨/钼及其合金中的固溶度限制;
8.4.采用加快焊后冷却速度的方法,其冷却速度不易精确控制。
9.对焊接缝处添加合金元素铼来增强焊接性能方面的工作,尚未见到报导。
技术实现要素:
10.为解决现有技术中存在的上述缺陷,本发明的目的在于提供一种通过添加元素铼作为焊接缝中合金元素强化焊接缝的性能的方法,该方法利用铼元素的“铼效应”对钨/钼及其合金性能强化的显著作用,通过控制合金化元素铼的含量来实现对焊接性能的有效调控。铼元素可以使合金受力时发生孪生变形,同时减少晶界杂质增大合金晶粒间的结合力,增强钨/钼力学性能。
11.本发明是通过下述技术方案来实现的。
12.本发明提供的一种铼元素强化钨/钼及其合金焊接性能的方法,包括:
13.将钨或钼及其合金焊接面处充分打磨,清洁处理至接触面平整光洁;
14.选取钼铼合金丝,对其表面进行打磨;
15.将钨或钼及其合金焊接面对接,钼铼合金丝缠绕在焊缝处,置于真空或者氩气保护环境中,采用激光焊接方法,熔化钼铼合金丝,焊接缝形成熔池;
16.同步对熔池处进行超声振荡,使铼元素均匀掺入熔池中;
17.对焊接后材料进行热处理,随炉冷却至室温,得到焊接后的产品。
18.优选的,将钨或钼及其合金焊接面打磨,酒精和无尘布擦洗;打磨去除待焊接表面的氧化膜,不锈钢丝再次刷除待焊接表面残余物,酒精吹干。
19.优选的,钼铼合金丝中铼元素质量分数为10%~45%。
20.优选的,将钼铼合金丝缠绕在焊接缝处,并用少量的胶水固定。
21.优选的,真空度为1
×
10
‑3~1
×
10
‑4pa。
22.优选的,超声震荡频率为30~40khz,超声震荡时间为20~30min。
23.优选的,激光焊接激光功率为1500~2000w,激光束在待焊区域上的光斑直径为0.5~0.8mm,焊接速度为1~1.5m/min。
24.优选的,在真空退火炉中1300~1400℃下退火1~2h。
25.本发明由于采取以上技术方案,其具有以下有益效果:
26.1.本发明使用的强化材料为钼铼丝,控制铼的质量分数为10%~45%,合金化元素铼的加入能有效强化焊缝性能,晶粒平均直径有效减小,再结晶温度提高约250℃,韧脆转变温度降低90~150℃,可以根据焊接材料选择适当直径的钼铼丝,不需要严格控制钼铼丝的规格尺寸;
27.2.本发明只需要在焊接缝处根据焊接面的大小缠绕适当长度及直径的钼铼丝,这种装配方式比较简单,不需要严格控制焊接各部件的公差及形状;
28.3.本发明通过利用铼元素对钨/钼及其合金晶界的净化及变形方式的变化,有效减少晶界杂质,提升焊接缝的抗拉强度和韧性等力学性能,此外晶粒尺寸减小,韧脆转变温度大幅降低,有效提高母材焊接性能。
附图说明
29.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,并不构成对本发明的不当限定,在附图中:
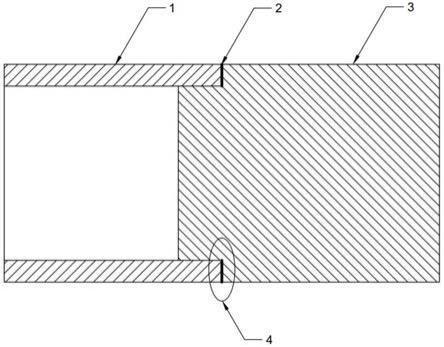
30.图1为ods强化钨钼合金焊接示意图;
31.图2为端塞结构示意图;
32.图3为钨钼合金管结构示意图。
33.图中:1、钨合金管;2、钼铼丝;3、端塞;4、焊接缝。
具体实施方式
34.下面将结合附图以及具体实施例来详细说明本发明,在此本发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
35.本发明提供的铼元素强化钨/钼及其合金焊接性能的方法,步骤如下:
36.步骤1,在需要焊接的表面用酒精和无尘布进行擦洗以除去表面的油污,再用角磨机打磨母材去除待焊接表面的氧化膜,然后用洁净的不锈钢丝刷再次处理待焊接表面,使其光滑平整,用吹风机吹干残余酒精,放至工作台待焊。这样可以除去焊接缝处的杂质,并且有利于后面步骤的装配。
37.步骤2,根据焊接处的具体情况选取适当规格的钼铼丝,对其表面进行打磨;除去
氧化层。钼铼合金丝中铼元素质量分数为10%~45%。
38.步骤3,将待焊材料对接钼铼丝缠绕在焊接缝处,并用少量的胶水固定,完成对待焊材料的装配,如图1所示,钨合金管1与端塞3套接,将钼铼丝2缠绕在焊接缝4表面,图2为端塞结构示意图,图3为钨钼合金管结构示意图。
39.装配完成后要放置于真空为1
×
10
‑3~1
×
10
‑4pa或者氩气氛围环境下,避免空气中气体的影响。
40.步骤4,调节好各项焊接参数,将处理好后的母材进行激光焊接或等离子束焊接。整个焊接过程需完全在真空(1
×
10
‑3~1
×
10
‑4pa)或者氩气气氛下进行,防止焊接过程中其他气体的介入,降低焊接过程中氧化和氮化的程度。
41.步骤5,焊接时同步对熔池进行超声震荡,频率为30~40khz,处理时间为20~30min,使铼元素掺入熔池中。
42.步骤6,将焊接后的母材置于真空退火炉中,加热到约1300~1400℃,并保持1~2h,最后随炉冷至室温状态,得到焊接后的产品。对焊接后材料进行热处理,消除焊接应力。将焊接后的材料置于真空退火炉中,能够消除焊接过程中形成的气泡、偏析等缺陷,调整强度,调整组织的同时还能避免与其他气体的接触。
43.下面通过具体实施例来进一步说明本发明。
44.实施例1
45.1)将钨焊接面处充分打磨,清洁处理至接触面平整光洁;
46.2)选取钼铼合金丝,其表面进行打磨;钼铼合金丝中铼元素质量分数为30%;
47.3)将钨焊接面对接,钼铼合金丝缠绕在焊缝处,置于真空度为1
×
10
‑3pa环境中,采用激光焊接方法,熔化钼铼合金丝,焊接缝形成熔池;激光焊接激光功率为1800w,激光束在待焊区域上的光斑直径为0.5mm,焊接速度为1.5m/min。
48.4)同步对熔池处进行超声振荡,超声震荡频率为35khz,超声震荡时间为20min,使铼元素均匀掺入熔池中;
49.5)对焊接后材料进行热处理,在真空退火炉中1300℃下退火1.5h,然后材料随炉冷却至室温,得到焊接后的产品。
50.实施例2
51.1)将钼焊接面处充分打磨,清洁处理至接触面平整光洁;
52.2)选取钼铼合金丝,其表面进行打磨;钼铼合金丝中铼元素质量分数为10%;
53.3)将钼焊接面对接,钼铼合金丝缠绕在焊缝处,置于真空度为1
×
10
‑4pa环境中,采用激光焊接方法,熔化钼铼合金丝,焊接缝形成熔池;激光焊接激光功率为1500w,激光束在待焊区域上的光斑直径为0.6mm,焊接速度为1m/min。
54.4)同步对熔池处进行超声振荡,超声震荡频率为30khz,超声震荡时间为30min,使铼元素均匀掺入熔池中;
55.5)对焊接后材料进行热处理,在真空退火炉中1350℃下退火2h,然后材料随炉冷却至室温,得到焊接后的产品。
56.实施例3
57.1)将钨合金焊接面处充分打磨,清洁处理至接触面平整光洁;
58.2)选取钼铼合金丝,其表面进行打磨;钼铼合金丝中铼元素质量分数为10~45%;
59.3)将钨合金焊接面对接,钼铼合金丝缠绕在焊缝处,置于真空度为1
×
10
‑3~1
×
10
‑4pa或氩气保护环境中,采用激光焊接方法,熔化钼铼合金丝,焊接缝形成熔池;激光焊接激光功率为1600w,激光束在待焊区域上的光斑直径为0.8mm,焊接速度为1.2m/min。
60.4)同步对熔池处进行超声振荡,超声震荡频率为40khz,超声震荡时间为25min,使铼元素均匀掺入熔池中;
61.5)对焊接后材料进行热处理,在真空退火炉中1400℃下退火1h,然后材料随炉冷却至室温,得到焊接后的产品。
62.实施例4
63.1)将钼合金焊接面处充分打磨,清洁处理至接触面平整光洁;
64.2)选取钼铼合金丝,其表面进行打磨;钼铼合金丝中铼元素质量分数为45%;
65.3)将钼合金焊接面对接,钼铼合金丝缠绕在焊缝处,置于氩气保护环境中,采用激光焊接方法,熔化钼铼合金丝,焊接缝形成熔池;激光焊接激光功率为2000w,激光束在待焊区域上的光斑直径为0.7mm,焊接速度为1.3m/min。
66.4)同步对熔池处进行超声振荡,超声震荡频率为35khz,超声震荡时间为30min,使铼元素均匀掺入熔池中;
67.5)对焊接后材料进行热处理,在真空退火炉中1380℃下退火2h,然后材料随炉冷却至室温,得到焊接后的产品。
68.下面表1为实施例1
‑
4制备得到的焊接产品性能对比。(其中对比样为不采用钼铼合金焊接工业纯钼的实例)
69.表1:性能对比
[0070][0071]
从表1可以看出:利用铼元素的“铼效应”将铼加入到钨钼及其合金的焊接缝中,可以有效地改善焊接缝的综合力学性能。当不同含量的铼元素加入到焊接缝时,焊接缝处的杨氏模量和切变模量都增大,抗拉强度不低于864mpa,抗拉强度增大30%~40%;晶粒的平均直径逐渐减小,晶粒平均直径不大于50μm,再结晶温度提高约250℃;韧脆转变温度不大于
‑
66℃,降低90℃~150℃。由此结果可以得出:用铼元素来强化钨钼合金焊接缝是一种很有效的焊接方法。
[0072]
本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一
些替换和变形,这些替换和变形均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。