1.本发明属于挤出机筒体制备技术领域,特别涉及一种挤出机筒体的制备方法。
背景技术:
2.随着塑料制品在人们生产生活中越来越广泛的使用,塑料制品企业对塑料粒子的用量需求日益增加,同时对塑料的功能越来越丰富,而这些功能的往往是通过在塑料中添加功能性助剂实现的,这些助剂有的硬度相当高,有的具有较强的腐蚀性,这就对普通材质的筒体产生了较大的影响,使得筒体的磨损、腐蚀特别严重,使用寿命相当的短暂。
3.现有的挤出机筒体在使用过程中,在低温天气下,或者筒体较长时,其保温能力较弱,造成挤出物料到达端部前,物料逐渐硬化,挤出难度变大,同时由于粒度较大的物料受重力下移,主要集中在筒体内侧底部,容易与筒体底部磨擦,造成筒体内部不同位置的磨损不同,当进行更换时,需要将筒体内部的所有合金层进行切除,重新覆盖一层合金层,使用成本明显增加。
4.因此,发明一种挤出机筒体的制备方法来解决上述问题很有必要。
技术实现要素:
5.针对上述问题,本发明提供了一种挤出机筒体的制备方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种挤出机筒体的制备方法,包括以下制备步骤,步骤一:原料制备,取以下重量份的成分,碳2.5
‑
3.8份、铬17
‑
28份、锰5
‑
6份、铁1
‑
2份、钨10
‑
18、镍4
‑
6份的粉末,放入到搅拌机中搅拌混合,得到混合粉末;步骤二:原料放置,准备8条热固性树脂板,并连接在内部模架的端部,随后将其整体放入到筒体基体内部,随后将步骤一中制备的混合粉末倒入到筒体基体与内部模架的间隙内;步骤三:原料烧结,将步骤二中的整体放入到烧结设备中,使混合粉末烧结在筒体基体内壁上,形成合金层,合金层被多个热固性树脂板分隔成多段;步骤四:模架分离,将步骤三中烧结完成的筒体取出,随后沿热固性树脂板与内部模架的连接处将其切割下来,即得所需的筒体。
7.优选的,所述热固性树脂板在制备时掺杂有金刚石粉末,且金刚石粉末需先行放入到铝液中浸泡并捞出,捞出后的金刚石粉末投放到网筛表面过网,其中,网筛采用的规格为1200
‑
1600目。
8.优选的,所述步骤四中,需要对切割后的热固性树脂板处进行打磨处理,使其与合金层处于同一个圆周内。
9.优选的,所述内部模架包括两个中心杆,两个中心杆之间通过连接轴连接,中心杆外表面铰接有四个连接板,同一个中心杆上的相邻两个连接板之间均设置有弧形筒,弧形
筒内部设置有设置有两个活塞,两个活塞之间不接触,且活塞通过弧形杆与连接板连接。
10.优选的,所述连接板端部两侧均设置有卡口,且两个卡口之间的厚度与热固性树脂板的厚度相同。
11.优选的,所述连接板端部开设有多个通孔,通孔呈t型,t型的其中两端分别位于两个卡口内。
12.优选的,所述内部模架还包括多个弧形板,弧形板两端分别位于相邻两个连接板相对的卡口内,且与合金层贴合。
13.优选的,所述连接板中部的厚度比其两端的厚度大,连接板的端部在偏转到最大值时,正好与热固性树脂板的边缘处接触。
14.本发明的技术效果和优点:1、本发明通过锰金属的加入,明显提高合金层内的保温能力,防止在低温或者筒体较长时,熔融物料硬化,保证正常的挤出工作;2、本发明通过将合金层分成多个部分,相邻各部分间通过热固性树脂板分隔,方便后续对磨损较重的部分进行更换,更换成本低;3、本发明通过内部模架的使用,在初始生产和后续更换时,能够明显提高工作效率,同时提高更换时相邻的合金层的稳定性。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
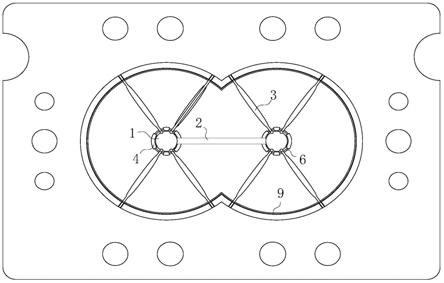
16.图1是本发明中使用的内部模架的工作示意图;图2是本发明中使用的弧形筒的剖视图;图3是本发明中连接板的剖视图。
17.图中:中心杆1、连接轴2、连接板3、弧形筒4、活塞5、弧形杆6、卡口7、通孔8、弧形板9。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围;在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
19.实施例一
一种挤出机筒体的制备方法,包括以下制备步骤,步骤一:原料制备,取以下重量份的成分,碳3份、铬20份、锰5.2份、铁1.5份、钨15、镍5份的粉末,放入到搅拌机中搅拌混合,得到混合粉末;步骤二:原料放置,准备8条热固性树脂板,并连接在内部模架的端部,随后将其整体放入到筒体基体内部,随后将步骤一中制备的混合粉末倒入到筒体基体与内部模架的间隙内;步骤三:原料烧结,将步骤二中的整体放入到烧结设备中,使混合粉末烧结在筒体基体内壁上,形成合金层,合金层被多个热固性树脂板分隔成多段;步骤四:模架分离,将步骤三中烧结完成的筒体取出,随后沿热固性树脂板与内部模架的连接处将其切割下来,即得所需的筒体。
20.实施例二一种挤出机筒体的制备方法,包括以下制备步骤,步骤一:原料制备,取以下重量份的成分,碳3份、铬20份、锰5.8份、铁1.5份、钨15、镍5份的粉末,放入到搅拌机中搅拌混合,得到混合粉末;步骤二:原料放置,准备8条热固性树脂板,并连接在内部模架的端部,随后将其整体放入到筒体基体内部,随后将步骤一中制备的混合粉末倒入到筒体基体与内部模架的间隙内;步骤三:原料烧结,将步骤二中的整体放入到烧结设备中,使混合粉末烧结在筒体基体内壁上,形成合金层,合金层被多个热固性树脂板分隔成多段;步骤四:模架分离,将步骤三中烧结完成的筒体取出,随后沿热固性树脂板与内部模架的连接处将其切割下来,即得所需的筒体。
21.实施例三一种挤出机筒体的制备方法,包括以下制备步骤,步骤一:原料制备,取以下重量份的成分,碳3份、铬20份、铁1.5份、钨15、镍5份的粉末,放入到搅拌机中搅拌混合,得到混合粉末;步骤二:原料放置,准备8条热固性树脂板,并连接在内部模架的端部,随后将其整体放入到筒体基体内部,随后将步骤一中制备的混合粉末倒入到筒体基体与内部模架的间隙内;步骤三:原料烧结,将步骤二中的整体放入到烧结设备中,使混合粉末烧结在筒体基体内壁上,形成合金层,合金层被多个热固性树脂板分隔成多段;步骤四:模架分离,将步骤三中烧结完成的筒体取出,随后沿热固性树脂板与内部模架的连接处将其切割下来,即得所需的筒体。
22.对比例一一种挤出机筒体的制备方法,包括以下制备步骤,步骤一:取以下重量份的成分,碳3份、铬20份、铁1.5份、钨15、镍5份的粉末,放入到搅拌机中搅拌混合,得到混合粉末;步骤二:将步骤一中的混合粉末涂覆在筒体基体内壁上,并放入到烧结设备中,使混合粉末烧结在筒体基体内壁上,形成合金层;步骤三:将步骤二中烧结完成的筒体取出,即得所需的筒体。
23.通过测试上述各实施例和对比例的保温能力,室温4摄氏度时,同时对比实施例三和对比例一的使用成本,将数据汇总到下表中:物料成本为各重量份成分的用量;电力成本为去除合金层和重新安装合金层所需的电量,且以对比例一使用的电力成本为一个数量单位; 实施例一实施例二实施例三对比例一入料口处300300300300距入料口1米时296296.2296.5296.3距入料口5米时260.8258.5240.6241.8距入料口10米时220.7222.6198.9200.1物料成本
‑‑
0.4221电力成本
‑‑
0.1651通过上表,能够明显看出,加入锰金属后,整体的保温能力显著上升,并且热固性树脂板的加入,对保温能力的影响较小,同时实施例一、实施例二和实施例三制得的筒体相比于对比例一制得的筒体,在使用相同时间后,后续更换合金层所需要的物料成本和电力成本都显著降低。
24.所述热固性树脂板在制备时掺杂有金刚石粉末,且金刚石粉末需先行放入到铝液中浸泡并捞出,捞出后的金刚石粉末投放到网筛表面过网,其中,网筛采用的规格为1200
‑
1600目。通过上述操作,使金刚石粉末的各个微粒表面形成一层铝膜层,在进行热固性树脂板的制备时,金刚石粉末受重力而集中到热固性树脂板正对筒体中轴线的一面,进而后续使用时,能够增加此处的耐磨能力。
25.所述步骤四中,需要对切割后的热固性树脂板处进行打磨处理,使其与合金层处于同一个圆周内。
26.参照说明书附图1
‑
3,所述内部模架包括两个中心杆1,两个中心杆1之间通过连接轴2连接,中心杆1外表面铰接有四个连接板3,同一个中心杆1上的相邻两个连接板3之间均设置有弧形筒4,弧形筒4内部设置有设置有两个活塞5,两个活塞5之间不接触,且活塞5通过弧形杆6与连接板3连接。
27.在初始形成合金层时,通过将8个热固性树脂板分别安装在两个中心杆1外侧的连接板3端部,从而将筒体基体内部的两个螺杆腔分隔成8个部分,随后将混合粉末贴合在筒体基体内壁上,通过弧形板9覆盖,烧结定型即可;在合金层的其中一部分磨损较重时,可以先将分隔此部分合金层的两个热固性树脂板切除,随后再切除此部分合金层时,不会将其相邻的合金层损坏,同时切割分离的速率更快;随后更换新的合金层时,取两个热固性树脂板,将其粘结在相应的两个连接板3端部处,在两个热固性树脂板之间置入混合粉末,只需对着两个连接板3之间的部分进行高温烧结,烧结时的高温能够使这两个连接板3间弧形筒4内部的气体受热膨胀,从而通过活塞5和弧形杆6对连接板3有膨胀力的作用,烧结过程中,热固性树脂板软化,连接板3分离,连接板3端部会抵紧在未更换的合金层端部处,保证其在受到高温时的稳定性。
28.参照说明书附图1
‑
3,所述连接板3端部两侧均设置有卡口7,且两个卡口7之间的厚度与热固性树脂板的厚度相同。所述连接板3端部开设有多个通孔8,通孔8呈t型,t型的
其中两端分别位于两个卡口7内。所述内部模架还包括多个弧形板9,弧形板9两端分别位于相邻两个连接板3相对的卡口7内,且与合金层贴合。将弧形板9端部放入到卡口7内,向通孔8内倒入胶水,使弧形板9粘附在连接板3端部处,方便对弧形板9进行固定;参照说明书附图1,所述连接板3中部的厚度比其两端的厚度大,连接板3的端部在偏转到最大值时,正好与热固性树脂板的边缘处接触。提高连接板3的强度。
29.尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。