1.本实用新型涉及非熔化极惰性气体保护电弧焊技术领域,特别是涉及一种焊接保护气体导流装置。
背景技术:
2.非熔化极惰性气体保护电弧焊广泛用于焊接容易氧化的有色金属铝、镁等及其合金、不锈钢、高温合金、钛及钛合金,还有难熔的活性金属如钼、铌、锆等,以及对碳钢、低合金钢等普通材料的焊接质量要求很高的场合,惰性气体的保护,能够隔离空气对熔化金属的有害作用。
3.目前在采用非熔化极惰性气体保护电弧焊进行焊接时,对于管管对接、板板对接、板板角接等形式的金属组件的焊接,已有焊接保护气体导流装置售卖或者公开,而对于管板角接形式的金属组件的焊接,焊接过程中需要使焊枪围绕需要被焊接的金属管做圆周运动,同时需要被焊接的金属板又会限制焊接保护气体导流装置的布置空间,可应用于管管对接、板板对接、板板角接等焊接形式的焊接保护气体导流装置应用到管板角接就很难达到预期的效果,因此就非常有必要实用新型一款能够适用于管板角接形式的金属组件的焊接的焊接保护气体导流装置,以使金属管板角接的环形焊缝及周围受热区域得到惰性气体的有效保护。
技术实现要素:
4.本实用新型的目的是提供一种焊接保护气体导流装置,以解决上述现有技术存在的问题,使金属管板角接的环形焊缝及周围受热区域得到惰性气体的有效保护,提升金属管板角接的焊接质量。
5.为实现上述目的,本实用新型提供了如下方案:
6.本实用新型提供一种焊接保护气体导流装置,包括金属壳体、进气装置和焊枪固定装置,所述金属壳体具有第一边沿和第二边沿,所述第一边沿能够与需要被焊接的金属管的周向侧壁完全贴合,所述第二边沿能够与需要被焊接的金属板用于支撑金属管的表面完全贴合,所述焊枪固定装置固定设置于所述金属壳体上,用于固定焊枪,所述金属壳体在焊枪行进方向上的一侧边部开设有通孔和观察口,所述通孔用于伸入焊枪,所述进气装置固定设置于所述金属壳体上并能够与所述金属壳体内部连通。
7.优选地,所述进气装置包括气体输送管、气体分散筛网和气体分散筛管,所述气体输送管固定设置于所述金属壳体上且与所述金属壳体内部连通;所述气体分散筛网边沿与所述金属壳体固定连接,且所述气体分散筛网表面布设有第一通孔;所述气体分散筛管设置于所述金属壳体与所述气体分散筛网之间,且所述气体分散筛管固定设置于所述金属壳体内壁并与所述气体输送管同轴,所述气体分散筛管一端与所述气体输送管连通且所述气体分散筛管内径不小于所述气体输送管内径,所述气体分散筛管侧面上布设有第二通孔。
8.优选地,所述第一通孔的孔径为1~1.5毫米,所述第一通孔的孔距为0.5~1.5毫
米,所述第一通孔的深度为0.3~0.5毫米,最优选地,孔径为1.5毫米,孔距为1毫米,深度为0.5毫米。
9.优选地,所述气体输送管、所述气体分散筛管及所述气体分散筛网均焊接在所述金属壳体上。
10.优选地,所述焊枪固定装置包括金属支架和金属卡箍,所述金属卡箍固定设置于所述金属支架上,所述金属支架固定设置于所述金属壳体的外壁上。
11.优选地,所述金属支架设置于所述通孔的边沿,所述金属卡箍设置于所述通孔正上方。
12.优选地,所述金属支架焊接在所述金属壳体上,所述金属卡箍焊接在所述金属支架上。
13.优选地,所述金属壳体为部分球面壳体,所述金属壳体的外表面为第一球面的一部分,所述金属壳体的内表面为第二球面的一部分,且所述第一球面与所述第二球面的球心重合,所述部分球面壳体能够通过切割球形壳体得到。
14.优选地,所述观察口与所述通孔相交,所述通孔的边沿呈圆弧形。
15.优选地,所述通孔的中心线用于与需要被焊接的所述金属板成45~60度夹角设置,最优选地,所述通孔的中心线用于与需要被焊接的所述金属板成45度夹角设置。
16.本实用新型相对于现有技术取得了以下技术效果:
17.本实用新型提供的焊接保护气体导流装置,包括金属壳体、进气装置和焊枪固定装置,金属壳体具有第一边沿和第二边沿,第一边沿能够与需要被焊接的金属管的周向侧壁完全贴合,第二边沿能够与需要被焊接的金属板用于支撑金属管的表面完全贴合,使得在焊接过程中,金属壳体能够始终与需要被焊接的金属管和金属板贴合,最大程度地减少惰性气体的泄漏量,提高惰性气体的利用率,减少浪费,降低成本,金属壳体在焊枪行进方向上的一侧边部开设有通孔和观察口,焊枪能够穿过通孔并被固定设置于金属壳体上的焊枪固定装置固定在金属壳体上,使得在焊接过程中,金属壳体能够跟随焊枪的移动而移动,金属壳体上的观察口能够让人实时地观察到焊接情况,进气装置固定设置于金属壳体上并能够与金属壳体内部连通,通过持续地将新的惰性气体由进气装置进入到金属壳体覆盖范围内,进一步将金属壳体覆盖范围内的空气以及因焊接而被污染的惰性气体从观察口及时排出,使得焊缝及周围高温区域形成更加有效的保护。本实用新型能够适用于管板角接形式的金属组件的焊接,使金属管板角接的环形焊缝及周围受热区域得到惰性气体的有效保护,提升金属管板角接的焊接质量,而且在制作应用于不同管径的管板焊接结构的焊接保护气体导流装置时,无需重新设计整体尺寸,仅需调整金属壳体的第一边沿使其能够与需要被焊接的金属管的周向侧壁完全贴合即可,提高了生产效率。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
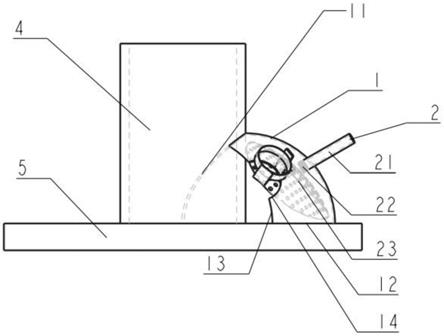
19.图1为本实用新型焊接保护气体导流装置的主视图;
20.图2为图1中的焊接保护气体导流装置的右视图;
21.图3为图1中的焊接保护气体导流装置的俯视图;
22.图4为气体分散筛网的结构示意图
23.图5为气体分散筛管的结构示意图
24.图中:1
‑
金属壳体、11
‑
第一边沿、12
‑
第二边沿、13
‑
观察口、14
‑
通孔、2
‑
进气装置、21
‑
气体输送管、22
‑
气体分散筛管、221
‑
第二通孔、23
‑
气体分散筛网、231
‑
第一通孔、3
‑
焊枪固定装置、31
‑
金属卡箍、32
‑
金属支架、4
‑
需要被焊接的金属管、5
‑
需要被焊接的金属板。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.本实用新型的目的是提供一种焊接保护气体导流装置,以解决上述现有技术存在的问题,使金属管板角接的环形焊缝及周围受热区域得到惰性气体的有效保护,提升金属管板角接的焊接质量。
27.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
28.本实用新型提供一种焊接保护气体导流装置,如图1
‑
图3所示,包括金属壳体1、进气装置2和焊枪固定装置3,金属壳体1具有第一边沿11和第二边沿12,第一边沿11能够与需要被焊接的金属管4的周向侧壁完全贴合,第二边沿12能够与需要被焊接的金属板5用于支撑金属管的表面完全贴合,焊枪固定装置3固定设置于金属壳体1上,用于固定焊枪,金属壳体1在焊枪行进方向上的一侧边部开设有通孔14和观察口13,通孔14用于伸入焊枪,进气装置2固定设置于金属壳体1上并能够与金属壳体1内部连通。
29.因此,通过将焊枪固定装置3固定设置于金属壳体1上,实现焊接保护气体导流装置能够跟随焊枪的移动而移动;通过使金属壳体1的第一边沿11能够与需要被焊接的金属管4的周向侧壁完全贴合,第二边沿12能够与需要被焊接的金属板5用于支撑金属管的表面完全贴合,使得在焊接过程中,金属壳体1能够始终与需要被焊接的金属管4和金属板贴合,最大程度地减少惰性气体的泄漏量,提高惰性气体的利用率,减少浪费,降低成本,金属壳体1在焊枪行进方向上的一侧边部开设有通孔14和观察口13,焊枪能够穿过通孔并被固定设置于金属壳体1上的焊枪固定装置3固定在金属壳体1上,使得在焊接过程中,金属壳体1能够跟随焊枪的移动而移动,金属壳体1上的观察口13能够让人实时地观察到焊接情况,进气装置2固定设置于金属壳体1上并能够与金属壳体1内部连通,通过持续地将新的惰性气体由进气装置2进入到金属壳体1覆盖范围内,进一步将金属壳体1覆盖范围内的空气以及因焊接而被污染的惰性气体从观察口13及时排出,使得焊缝及周围高温区域形成更加有效的保护。
30.进一步地,进气装置2包括气体输送管21、气体分散筛网23和气体分散筛管22,气体输送管21固定设置于金属壳体1上且与金属壳体1内部连通;气体分散筛网23边沿与金属壳体1固定连接,且气体分散筛网23表面均匀地布设有第一通孔231;气体分散筛管22设置
于金属壳体1与气体分散筛网23之间,且气体分散筛管22固定设置于金属壳体1内壁并与气体输送管21同轴,气体分散筛管22一端与气体输送管21连通且气体分散筛管22内径不小于气体输送管21内径,气体分散筛管22侧面上均匀地布设有第二通孔221,因此,本实用新型提供的焊接保护气体导流装置就能够将从气体输送管21进入金属壳体1的惰性气体分散到焊缝周围,形成气体保护场,对焊缝实施有效的保护。
31.进一步地,第一通孔231的孔径为1~1.5毫米,第一通孔231的孔距为0.5~1.5毫米,第一通孔231的深度为0.3~0.5毫米,其中较为优选的尺寸,孔径为1.5毫米,孔距为1毫米,深度为0.5毫米,能够使惰性气体穿过气体分散筛网23均匀地到达焊缝附近。
32.进一步地,气体输送管21、气体分散筛管22及气体分散筛网23均为焊接在金属壳体1上,固定方式简单,节省空间,节约材料。
33.进一步地,焊枪固定装置3包括金属支架32和金属卡箍31,金属卡箍31固定设置于金属支架32上,金属支架32固定设置于金属壳体1的外壁上,结构简单,制作简单,实现焊接保护气体导流装置能够跟随焊枪的移动而移动。
34.进一步地,金属支架32设置于通孔14的边沿,金属卡箍31设置于通孔14正上方,以方便对焊枪进行定位及固定。
35.进一步地,金属支架32焊接在金属壳体1上,金属卡箍31焊接在金属支架32上,固定方式简单,节省空间,节约材料。
36.进一步地,金属壳体1为部分球面壳体,即金属壳体1的外表面为第一球面的一部分,金属壳体1的内表面为第二球面的一部分,且第一球面与第二球面的球心重合,金属壳体1能够通过切割球形壳体得到,结构简单,制作方便,节省成本。
37.进一步地,观察口13与通孔14相交,通孔14的边沿呈圆弧形,这就使得惰性气体在从观察口13离开金属壳体1时,经过焊枪正下方的最新形成的焊缝表面,能够使惰性气体更加充分的被利用。
38.进一步地,通孔14的中心线用于与需要被焊接的金属板5成45~60度夹角设置,其中较为优选的角度,通孔14的中心线用于与需要被焊接的金属板5成45度夹角设置,能够降低焊缝表面出现裂纹、气孔、未熔合、夹渣等缺陷的风险,提升焊接质量。
39.本实用新型中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。