1.本实用新型涉及一种拼焊工装,具体地说是一种航空用货运输送举升平台车架举臂的拼焊工装。
背景技术:
2.随着产业的不断升级,企业对于产品生产的效率要求也在不断提高,工作人员对于产品的生产质量和生产时间的把控也面临的各种各样的挑战。目前, 航空用货运输送举升平台车架举臂一般采用手工焊接,手工焊容易产生误差大、质量差强人意、时间长、生产周期长的各种缺陷,产品面临竞争力低下的风险。
技术实现要素:
3.本实用新型的目的是克服现有技术中存在的不足,提供一种能够快速精准地进行组装焊接、既可方便工人操作、又可提高生产效率和质量的航空用货运输送举升平台车架举臂的拼焊工装。
4.按照本实用新型提供的技术方案,所述航空用货运输送举升平台车架举臂的拼焊工装,在支撑底座的上表面前端固定有内外两个前端支撑座,在前端支撑座内转动安装有前端中心轴,在支撑底座的上表面前端固定有内外两个后端夹紧支撑座,在后端夹紧支撑座内转动安装有后端中心轴;
5.在对应内外两个前端支撑座之间后方的支撑底座的上表面固定有内外两个前端加强筋前侧定位座,在对应内外两个前端加强筋前侧定位座后方外侧的支撑底座的上表面固定有内外两个头部夹紧座,在对应内外两个头部夹紧座后方的支撑底座的上表面固定有内外两个前端夹紧座,在对应内外两个前端夹紧座之间的支撑底座的上表面固定有内外两个前端加强筋后侧定位座,在前端加强筋后侧定位座上安装有与前端夹紧座配合的顶紧螺栓;
6.在对应内外两个前端夹紧座后方的支撑底座的上表面固定有内外两个中部夹紧座,在对应内外两个中部夹紧座之间的支撑底座的上表面固定有中部加强筋定位座,在中部加强筋定位座上安装有与中部夹紧座配合的顶紧螺栓,在中部加强筋定位座的前侧面固定有中部加强筋定位板,在中部加强筋定位板上开设有中间隔板中部定位槽,在对应内外两个中部夹紧座后方的支撑底座的上表面固定有内外两个后部夹紧座,在对应内外两个后部夹紧座之间的支撑底座的上表面固定有后部加强筋定位座,在后部加强筋定位座上安装有与后部夹紧座配合的顶紧螺栓,在后部加强筋定位座的后侧面固定有后部加强筋定位板,在后部加强筋定位板上开设有中间隔板中后部定位槽。
7.作为优选,在所述前端中心轴上安装有内外两个前端中心轴隔套。
8.作为优选,在所述后端中心轴上安装有内外两个后端中心轴隔套。
9.作为优选,在所述头部夹紧座、前端夹紧座、中部夹紧座与后部夹紧座的夹紧面上均转动安装有夹紧板;在夹紧板处于水平状态时,夹紧板的活动端超出对应夹紧座的前侧
面或者后侧面。
10.作为优选,还包括前端加强筋前侧定位板,在前端加强筋前侧定位板上开设有中间隔板前端定位槽,前端加强筋前侧定位板固定在内外两个前端加强筋前侧定位座的前侧面。
11.作为优选,还包括后端定位支撑板,在后端定位支撑板上开设有中间隔板后端定位槽,后端定位支撑板固定在后端夹紧支撑座上。
12.本实用新型可以快速精准地组装航空用货运输送举升平台车架举臂的零件,能有效缩短生产周期,提高产品质量。本实用新型平稳牢固、不易损坏、减少维修支出;本实用新型结构简单、更换损耗件更方便。
附图说明
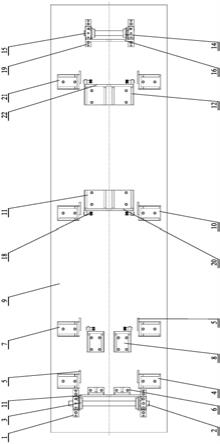
13.图1是本实用新型的主视图。
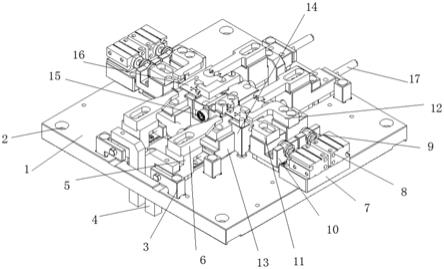
14.图2是本实用新型的仰视图。
具体实施方式
15.下面结合具体实施例对本实用新型作进一步说明。
16.本实用新型的航空用货运输送举升平台车架举臂的拼焊工装,在支撑底座9的上表面前端固定有内外两个前端支撑座1,在前端支撑座1内转动安装有前端中心轴2,在支撑底座9的上表面前端固定有内外两个后端夹紧支撑座19,在后端夹紧支撑座19内转动安装有后端中心轴15;
17.在对应内外两个前端支撑座1之间后方的支撑底座9的上表面固定有内外两个前端加强筋前侧定位座6,在对应内外两个前端加强筋前侧定位座6后方外侧的支撑底座9的上表面固定有内外两个头部夹紧座4,在对应内外两个头部夹紧座4后方的支撑底座9的上表面固定有内外两个前端夹紧座7,在对应内外两个前端夹紧座7之间的支撑底座9的上表面固定有内外两个前端加强筋后侧定位座8,在前端加强筋后侧定位座8上安装有与前端夹紧座7配合的顶紧螺栓18;
18.在对应内外两个前端夹紧座7后方的支撑底座9的上表面固定有内外两个中部夹紧座10,在对应内外两个中部夹紧座10之间的支撑底座9的上表面固定有中部加强筋定位座11,在中部加强筋定位座11上安装有与中部夹紧座10配合的顶紧螺栓18,在中部加强筋定位座11的前侧面固定有中部加强筋定位板20,在中部加强筋定位板20上开设有中间隔板中部定位槽,在对应内外两个中部夹紧座10后方的支撑底座9的上表面固定有内外两个后部夹紧座21,在对应内外两个后部夹紧座21之间的支撑底座9的上表面固定有后部加强筋定位座12,在后部加强筋定位座12上安装有与后部夹紧座21配合的顶紧螺栓18,在后部加强筋定位座12的后侧面固定有后部加强筋定位板22,在后部加强筋定位板22上开设有中间隔板中后部定位槽。
19.在所述前端中心轴2上安装有内外两个前端中心轴隔套3。
20.在所述后端中心轴15上安装有内外两个后端中心轴隔套14。
21.在所述头部夹紧座4、前端夹紧座7、中部夹紧座10与后部夹紧座21的夹紧面上均转动安装有夹紧板5;在夹紧板5处于水平状态时,夹紧板5的活动端超出对应夹紧座的前侧
面或者后侧面。
22.还包括前端加强筋前侧定位板17,在前端加强筋前侧定位板17上开设有中间隔板前端定位槽,前端加强筋前侧定位板17固定在内外两个前端加强筋前侧定位座6的前侧面。
23.还包括后端定位支撑板16,在后端定位支撑板16上开设有中间隔板后端定位槽,后端定位支撑板16固定在后端夹紧支撑座19上。
24.本实用新型的使用过程如下:
25.第一步:前端轴套装配
26.通过前端支撑座1、前端中心轴2与前端中心轴隔套3来定位航空用货运输送举升平台车架举臂的前端轴套。
27.第二步:后端轴套装配
28.通过后端夹紧支撑座19、后端中心轴15与后端中心轴隔套14来定位航空用货运输送举升平台车架举臂的后端轴套。
29.通过上述工装定位航空用货运输送举升平台车架举臂的前后两端轴套,可以满足前后两端两轴套之间的尺寸公差要求。
30.第三步:中间隔板装配
31.把航空用货运输送举升平台车架举臂的中间隔板放在前端加强筋后侧定位座8、中部加强筋定位座11、后部加强筋定位座12的中间并嵌入前端加强筋前侧定位板17上的中间隔板前端定位槽、中部加强筋定位板20上的中间隔板中部定位槽、后部加强筋定位板22上的中间隔板中后部定位槽以及后端定位支撑板16上的中间隔板后端定位槽,前后端顶着已经装配好的前端轴套和后端轴套。
32.第四步:内侧隔板、外侧隔板的装配
33.通过头部夹紧座4、前端夹紧座7、中部夹紧座10、后部夹紧座21、前端加强筋后侧定位座8、中部加强筋定位座11、后部加强筋定位座12、夹紧板5以及顶紧螺栓18夹紧并定位航空用货运输送举升平台车架举臂的内侧隔板、外侧隔板。
34.第五步:加强筋板的装配
35.通过前端加强筋前侧定位座6、前端加强筋后侧定位座8、中部加强筋定位座11、后部加强筋定位座12分别定位两种梯形外形的加强筋板。
36.将航空用货运输送举升平台车架举臂的前端轴套、后端轴套、中间隔板、内侧隔板、外侧隔板与加强筋板均定位好后,将它们点焊、焊接固定一体,形成航空用货运输送举升平台车架举臂。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。