1.本实用新型涉及锂电池生产技术领域,特别涉及一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具。
背景技术:
2.夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qi
ǎ
j
ǜ
),从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
3.现有的方形铝壳三元锂电池自动装配线的极耳焊转盘夹具气缸举拖来定位高度,下压气缸来压紧托盘在夹具上相互配合来实现,在转盘夹具旋转到工位时上顶机构下压机构完成定位高度,该工位的工艺完成后夹具里的弹簧使其恢复原位,上顶机构下压机构就必须悬臂装在每个工位上面和下面,对于窄小的空间,不易布局及实现。
技术实现要素:
4.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具。
5.为实现上述目的,本实用新型采用的技术方案是:一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,包括自动电芯托盘,所述自动电芯托盘的下部设有垫块,所述垫块的顶部固定连接有定位销,所述垫块的底部固定连接有第一导向轴,所述第一导向轴的底端固定连接有直线轴承,所述第一导向轴的一端贯穿有基板,所述基板的顶部固定连接有直线导轨滑块,所述直线导轨滑块的顶部固定连接有第二拉簧,所述第二拉簧的一端固定连接有凸轮,所述凸轮的顶部活动连接有随动器,所述凸轮的外侧活动连接有第二导向轴,所述基板的顶部远离直线导轨滑块的一侧固定连接有第一拉簧,所述基板的底部固定连接有微调螺丝。
6.进一步地,所述微调螺丝设置有四个,四个所述微调螺丝的大小相同,所述微调螺丝与基板固定连接。
7.进一步地,所述第二导向轴的外形为“圆柱形”,所述第二导向轴的外表面光滑,所述第二导向轴与凸轮活动连接。
8.进一步地,所述基板由合金材料加工而成,所述基板为实心结构。
9.进一步地,所述第一导向轴垂直竖立在基板的顶部,所述基板与第一导向轴固定连接。
10.进一步地,所述第一拉簧设置有四个,四个所述第一拉簧与基板固定连接。
11.采用上述结构后,本实用新型有益效果为:该种一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,通过设置的凸轮,使用时机械手把自动电芯托盘放到转盘夹具的垫块上,自动电芯托盘的定位孔被定位销卡住,当转盘带动一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具转到下一工位时,第二导向轴左侧的凸起卡入工位所在的工位气
缸里,工位气缸收缩带动第二导向轴凸轮向左运动,在第一拉簧的拉力下,自动电芯托盘随着垫块下降,当该工位完成后,工位气缸伸出带动第二导向轴凸轮向右运动,随动器随着凸轮向上运动,自动电芯托盘随着垫块上升恢复原位,转盘转动,第二导向轴左侧的凸起移出工位所在的工位气缸,在第二拉簧的拉力下,随动器保持原位,循环往复,当转盘夹具转下料位时,机械手把自动电芯托盘取走,该夹具利用凸轮来定位既占用空间少,又定位准确,提高了生产良率及效率。
附图说明
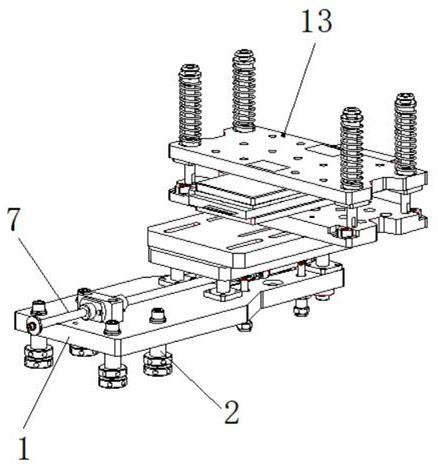
12.图1是本实用新型的整体结构示意图;
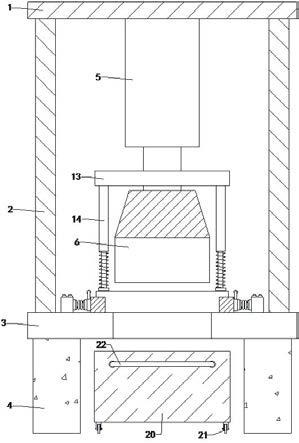
13.图2是本实用新型基板的局部结构正视图;
14.图3是本实用新型图2的a部放大示意图。
15.附图标记说明:
16.1、基板;2、微调螺丝;3、直线轴承;4、第一导向轴;5、垫块;6、定位销;7、第二导向轴;8、第一拉簧;9、直线导轨滑块;10、随动器;11、凸轮;12、第二拉簧;13、自动电芯托盘。
具体实施方式
17.下面结合附图对本实用新型作进一步的说明。
18.如图1至3所示,本实用新型的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,包括自动电芯托盘13,自动电芯托盘13的下部设有垫块5,垫块5的顶部固定连接有定位销6,垫块5的底部固定连接有第一导向轴4,第一导向轴4的底端固定连接有直线轴承3,第一导向轴4的一端贯穿有基板1,基板1的顶部固定连接有直线导轨滑块9,直线导轨滑块9的顶部固定连接有第二拉簧12,第二拉簧12的一端固定连接有凸轮11,凸轮11的顶部活动连接有随动器10,凸轮11的外侧活动连接有第二导向轴7,基板1的顶部远离直线导轨滑块9的一侧固定连接有第一拉簧8,基板1的底部固定连接有微调螺丝2。
19.作为本实用新型的一种优选方式,微调螺丝2设置有四个,四个微调螺丝2的大小相同,微调螺丝2与基板1固定连接,通过微调螺丝2可以更好的调整基板1。
20.作为本实用新型的一种优选方式,第二导向轴7的外形为“圆柱形”,第二导向轴7的外表面光滑,第二导向轴7与凸轮11活动连接,当转盘带动一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具转到下一工位时,第二导向轴7左侧的凸起卡入工位所在的工位气缸里,工位气缸收缩带动第二导向轴7凸轮11向左运动。
21.作为本实用新型的一种优选方式,基板1由合金材料加工而成,基板1为实心结构,由合金材料加工而成的基板1更加坚固耐用。
22.作为本实用新型的一种优选方式,第一导向轴4垂直竖立在基板1的顶部,基板1与第一导向轴4固定连接,通过第一导向轴4使垫块5与基板1可以固定的更加牢固。
23.作为本实用新型的一种优选方式,第一拉簧8设置有四个,四个第一拉簧8与基板1固定连接,通过第一拉簧8的拉力,使自动电芯托盘13随着垫块5下降。
24.工作原理:本实用新型安装好过后,首先检查本实用新型的安装固定以及安全防护,使用时机械手把自动电芯托盘13放到转盘夹具的垫块5上,自动电芯托盘13的定位孔被定位销6卡住,当转盘带动一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具转到下
一工位时,第二导向轴7左侧的凸起卡入工位所在的工位气缸里,工位气缸收缩带动第二导向轴7凸轮11向左运动,在第一拉簧8的拉力下,自动电芯托盘13随着垫块5下降,当该工位完成后,工位气缸伸出带动第二导向轴7凸轮11向右运动,随动器10随着凸轮11向上运动,自动电芯托盘13随着垫块5上升恢复原位,转盘转动,第二导向轴7左侧的凸起移出工位所在的工位气缸,在第二拉簧12的拉力下,随动器10保持原位,循环往复,当转盘夹具转下料位时,机械手把自动电芯托盘13取走,这样就完成了对本实用新型的使用过程,本实用新型结构简单,使用安全、方便、高效。
25.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,包括自动电芯托盘(13),其特征在于:所述自动电芯托盘(13)的下部设有垫块(5),所述垫块(5)的顶部固定连接有定位销(6),所述垫块(5)的底部固定连接有第一导向轴(4),所述第一导向轴(4)的底端固定连接有直线轴承(3),所述第一导向轴(4)的一端贯穿有基板(1),所述基板(1)的顶部固定连接有直线导轨滑块(9),所述直线导轨滑块(9)的顶部固定连接有第二拉簧(12),所述第二拉簧(12)的一端固定连接有凸轮(11),所述凸轮(11)的顶部活动连接有随动器(10),所述凸轮(11)的外侧活动连接有第二导向轴(7),所述基板(1)的顶部远离直线导轨滑块(9)的一侧固定连接有第一拉簧(8),所述基板(1)的底部固定连接有微调螺丝(2)。2.根据权利要求1所述的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,其特征在于:所述微调螺丝(2)设置有四个,四个所述微调螺丝(2)的大小相同,所述微调螺丝(2)与基板(1)固定连接。3.根据权利要求1所述的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,其特征在于:所述第二导向轴(7)的外形为“圆柱形”,所述第二导向轴(7)的外表面光滑,所述第二导向轴(7)与凸轮(11)活动连接。4.根据权利要求1所述的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,其特征在于:所述基板(1)由合金材料加工而成,所述基板(1)为实心结构。5.根据权利要求1所述的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,其特征在于:所述第一导向轴(4)垂直竖立在基板(1)的顶部,所述基板(1)与第一导向轴(4)固定连接。6.根据权利要求1所述的一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,其特征在于:所述第一拉簧(8)设置有四个,四个所述第一拉簧(8)与基板(1)固定连接。
技术总结
本实用新型涉及夹具技术领域,特别涉及一种方形铝壳三元锂电池自动装配线的极耳焊转盘夹具,包括自动电芯托盘,自动电芯托盘的下部设有垫块,垫块的顶部固定连接有定位销,垫块的底部固定连接有第一导向轴,第一导向轴的底端固定连接有直线轴承,第一导向轴的一端贯穿有基板,基板的顶部固定连接有直线导轨滑块,直线导轨滑块的顶部固定连接有第二拉簧,第二拉簧的一端固定连接有凸轮,凸轮的顶部活动连接有随动器,凸轮的外侧活动连接有第二导向轴,基板的顶部远离直线导轨滑块的一侧固定连接有第一拉簧,基板的底部固定连接有微调螺丝,本实用新型夹具利用凸轮来定位既占用空间少,又定位准确,提高了生产良率及效率。提高了生产良率及效率。提高了生产良率及效率。
技术研发人员:王林 胡科敏 向严严 张兴兴
受保护的技术使用者:深圳市中基自动化有限公司
技术研发日:2021.01.07
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。