1.本实用新型涉及钢筋桁架生产设备技术领域,尤其涉及单排钢筋桁架制作机。
背景技术:
2.以钢筋为上弦、下弦及腹杆,通过电阻点焊连接而成的桁架叫做钢筋桁架,钢筋桁架与底板通过电阻点焊连接成整体的组合承重板叫做钢筋桁架楼承板。钢筋桁架楼承板在建筑中有以下作用:1、可以承受水平方向的竖直荷载;2、能在高度方向将建筑物分隔为若干层;3、是墙、柱水平方向的支撑及联系杆件,保持墙柱的稳定性,并能承受水平方向传来的荷载(如风载、地震载),并把这些荷载传给墙、柱,再由墙、柱传给基础;4、能有保温、隔热作用,即围护功能;5、具有很好的隔声效果;6、还可以起到防火、防水、防潮等功能;现有钢筋桁架大多;目前,建筑、铁路等行业施工中,为增加混凝土结合强度,按照设计要求,需要将钢筋焊接成截面不同形状的桁架预埋在混凝土中,所述钢筋桁架的截面一般为三角形、方形、菱形等形状;现有技术中的钢筋桁架制作过程中钢筋桁架行走是用人工进行推进,工作效率低,质量不稳定,不能连续工作。
3.因此,现阶段本领域技术人员急需设计一种单排钢筋桁架制作机,使得钢筋桁架自动推进,实现连续工作,提高生产效率。
技术实现要素:
4.本实用新型提出了单排钢筋桁架制作机,使得钢筋桁架自动推进,实现连续工作,提高生产效率。
5.本实用新型的技术方案如下:
6.单排钢筋桁架制作机,包括:
7.机架;
8.滑轨,设置在所述机架上,用于所述钢筋桁架滑动,所述钢筋桁架包括上弦钢筋、下弦钢筋及腹杆钢筋,所述腹杆钢筋弯折后与所述上弦钢筋及下弦钢筋焊接形成所述钢筋桁架;
9.压弯焊接装置,设置在所述滑轨的一端,用于将所述腹杆钢筋压弯并焊接;及
10.牵引装置,与所述压弯焊接装置分别设置在所述滑轨的两端,所述牵引装置包括:
11.牵引绳,设置在所述滑轨内,所述牵引绳一端用于与所述钢筋桁架连接;及
12.驱动电机,用于驱动所述牵引绳进行收放卷。
13.所述牵引装置还包括卷筒,所述驱动电机的输出轴与所述卷筒连接,所述牵引绳绕设在所述卷筒上。
14.所述滑轨的横截面为“u”型结构,所述滑轨的长度大于所述钢筋桁架的长度,所述上弦钢筋和所述下弦钢筋与所述滑轨平行且位于所述滑轨两侧,所述腹杆钢筋成重复折线状连接所述上弦钢筋和所述下弦钢筋,所述腹杆钢筋的宽度小于所述滑轨的宽度。
15.所述压弯焊接装置包括:压弯单元及焊接单元,所述压弯单元包括:
16.工作架,设置在所述机架上,所述工作架上设置有限位块,所述工作架具有限位孔,用于限制所述上弦钢筋、下弦钢筋及腹杆钢筋的相对位置;
17.伸缩气缸,设置在所述机架上,所述伸缩气缸的伸缩方向与所述滑轨垂直;
18.压块,所述压块设置在所述伸缩气缸的输出端,用于将所述腹杆钢筋压弯至所述下弦钢筋接触,所述压块箭形结构,所述压块与所述限位块相对设置,所述压块移动后靠近或远离所述限位块,所述限位块用于限定所述下弦钢筋与所述腹杆钢筋的接触点。
19.所述焊接单元包括:
20.焊枪,所述焊枪用于将所述腹杆钢筋焊接在所述上弦钢筋及所述下弦钢筋上;
21.压紧片,所述压紧片用于将所述上弦钢筋、所述下弦钢筋及所述腹杆钢筋压紧在工作架上。
22.所述压紧片为“z”字型结构,所述压紧片的一端铰接在所述工作架上,所述压紧片的另一端通过弹性复位件与所述机架连接,所述压紧片在所述弹性复位件的弹性力的作用下与所述工作架之间存在初始夹角,所述压紧片受外力后向所述工作架转动。
23.还包括滚轮,转动设置在所述工作架一侧,所述滚轮的轮面最高点高于所述工作架。
24.还包括数控开关柜,设置在所述工作架一侧,所述数控开关柜与所述驱动电机相连,所述数控开关柜具有启动按钮。
25.本实用新型的工作原理及有益效果为:
26.本实用新型为单排钢筋桁架制作机,包括:机架;滑轨,设置在机架上,用于钢筋桁架滑动,钢筋桁架包括上弦钢筋、下弦钢筋及腹杆钢筋,腹杆钢筋弯折后与上弦钢筋及下弦钢筋焊接形成钢筋桁架;压弯焊接装置,设置在滑轨的一端,用于将腹杆钢筋压弯并焊接;及牵引装置,与压弯焊接装置分别设置在滑轨的两端,牵引装置包括:牵引绳,设置在滑轨内,牵引绳一端用于与钢筋桁架连接;及驱动电机,用于驱动牵引绳进行收放卷;腹杆钢筋在压弯焊接装置的作用下与上弦钢筋及下弦钢筋的连接点位置依次焊接,此时驱动电机运行,带动牵引绳在滑轨内滑动,焊接完成的部位在牵引绳的牵引作用下,在滑轨内滑动,使腹杆钢筋的下一位置在压弯焊接装置的作用下与上弦钢筋及下弦钢筋的连接点位置焊接,直至焊接到上弦钢筋及下弦钢筋的末端,形成钢筋桁架,在此过程中,钢筋桁架在牵引装置的带动下,实现自动前进,使得腹杆钢筋的待焊接点始终处于压弯焊接装置的位置处,便于连续焊接作业,大大提高了生产效。
附图说明
27.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
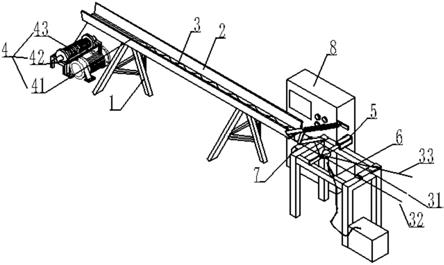
28.图1为本实用新型结构示意图;
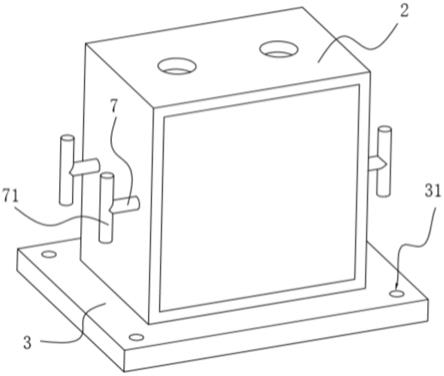
29.图2为本实用新型局部图;
30.图中:1、机架,2、滑轨,3、钢筋桁架,31、上弦钢筋,32、下弦钢筋,33、腹杆钢筋,4、牵引装置,41、牵引绳,42、驱动电机,43、卷筒,5、压弯单元,51、工作架,511、限位块,512、限位孔,52、伸缩气缸,53、压块,6、焊接单元,61、焊枪,62、压紧片, 63、弹性复位件,7、滚轮,8、数控开关柜,81、启动按钮。
具体实施方式
31.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
32.实施例1
33.如图1~图2所示,单排钢筋桁架制作机,包括:机架1;滑轨2,设置在机架1上,用于钢筋桁架3滑动,钢筋桁架3包括上弦钢筋31、下弦钢筋32及腹杆钢筋33,腹杆钢筋 33弯折后与上弦钢筋31及下弦钢筋32焊接形成钢筋桁架3;压弯焊接装置,设置在滑轨2 的一端,用于将腹杆钢筋33压弯并焊接;及牵引装置4,与压弯焊接装置分别设置在滑轨2 的两端,牵引装置4包括:牵引绳41,设置在滑轨2内,牵引绳41一端用于与钢筋桁架3 连接;及驱动电机42,用于驱动牵引绳41进行收放卷。
34.本实施例中,腹杆钢筋33在压弯焊接装置的作用下与上弦钢筋31及下弦钢筋32的连接点位置依次焊接,此时驱动电机42运行,带动牵引绳41在滑轨2内滑动,焊接完成的部位在牵引绳41的牵引作用下,在滑轨2内滑动,使腹杆钢筋33的下一位置在压弯焊接装置的作用下与上弦钢筋31及下弦钢筋32的连接点位置焊接,直至焊接到上弦钢筋31及下弦钢筋 32的末端,形成钢筋桁架3,在此过程中,钢筋桁架3在牵引装置4的带动下,实现自动前进,使得腹杆钢筋33的待焊接点始终处于压弯焊接装置的位置处,便于连续焊接作业,大大提高了生产效。
35.如图1所示,牵引装置4还包括卷筒43,驱动电机42的输出轴与卷筒43连接,牵引绳 41绕设在卷筒43上。
36.本实施例中,牵引绳41绕设在卷筒43上,便于牵引绳41的回缩时对钢筋桁架3起到拉动作用,且卷筒43便于对牵引绳41进行收纳,使用方便,节约空间。
37.如图1~图2所示,滑轨2的横截面为“u”型结构,滑轨2的长度大于钢筋桁架3的长度,上弦钢筋31和下弦钢筋33与滑轨2平行且位于滑轨2两侧,腹杆钢筋33成重复折线状连接上弦钢筋31和下弦钢筋32,腹杆钢筋33的宽度小于滑轨2的宽度。
38.本实施例中,“u”型结构有效防止了钢筋桁架3在滑轨2内移动时发生偏移,即“u”型结构的滑轨2对钢筋桁架3起到导向和限位作用,使得钢筋桁架3直顺,符合质量要求,避免钢筋桁架3湾区造成二次加工或浪费。
39.如图1~图2所示,压弯焊接装置包括:压弯单元5及焊接单元6,压弯单元5包括:工作架51,设置在机架1上,工作架51上设置有限位块5111,工作架51具有限位孔512,用于限制上弦钢筋31、下弦钢筋32及腹杆钢筋33的相对位置;伸缩气缸52,设置在机架1上,伸缩气缸52的伸缩方向与滑轨2垂直;压块53,压块53设置在伸缩气缸52的输出端,用于将腹杆钢筋33压弯至与下弦钢筋32接触,压块53箭形结构,压块与限位块相对设置,压块53移动后靠近或远离限位块511,限位块511用于限定下弦钢筋32与腹杆钢筋33的接触点。
40.本实施例中,压块53及限位块5111将腹杆钢筋33压弯,并使焊接单元6将压弯的腹杆钢筋33与上弦钢筋31及下弦钢筋32的接触点进行焊接,使三者固定为一个整体的钢筋桁架 3,便于后续使用,限位孔512依次用来穿过腹杆钢筋33、上弦钢筋31及下弦钢筋32,限位块5111用于限制下弦钢筋32的位置,腹杆钢筋33穿过靠近压块53的孔,便于压块53将腹杆
钢筋33压到下弦钢筋32处,使两者在限位块5111作用下,互相接触,同时腹杆钢筋33 与上弦钢筋31交叉有接触点,便于焊接单元6对两处接触点进行焊接,移动一次了产生两个焊接点,提高了生产效率。
41.如图2所示,焊接单元6包括:焊枪61,焊枪61用于将腹杆钢筋33焊接在上弦钢筋31 及下弦钢筋32上;压紧片62,压紧片62用于将上弦钢筋31、下弦钢筋32及腹杆钢筋33压紧在工作架51上。
42.本实施例中,当压块53将腹杆钢筋33压至于下弦钢筋32接触时,将压紧片62压紧,使得腹杆钢筋33与下弦钢筋32及上弦钢筋31的接触点位置固定,然后用焊枪61对接触点位置进行焊接,使三者固定为一个整体,连接牢固,安装稳定,产品质量高。
43.如图2所示,压紧片62为“z”字型结构,压紧片62的一端铰接在工作架51上,压紧片62的另一端通过弹性复位件63与机架1连接,压紧片62在弹性复位件63的弹性力的作用下与工作架51之间存在初始夹角,压紧片62受外力后向工作架51转动。
44.本实施例中,压紧片62通过弹性复位件63与机架1连接,当弹性复位件63处于原始状态是,压紧片62的压紧面与工作架51之间有夹角,便于钢筋桁架3移动,当焊接时,将压紧片62下压,克服弹性件的恢复力,使压紧片62的压紧面与工作架51重合,将钢筋桁架3 压紧,使其相对固定,便于焊接,所述弹性复位件63为复位弹簧。
45.如图1~图2所示,还包括滚轮7,转动设置在工作架51一侧,滚轮7的轮面最高点高于工作架51。
46.本实施例中,滚轮7位于滑轨2与工作架51之间,当牵引绳41拉动钢筋桁架3前进时,钢筋桁架3前移带动滚轮7转动,减少了钢筋桁架3与工作架51之间的摩擦阻力,便于钢筋桁架3移动,避免钢筋桁架3受到磨损。
47.如图1~图2所示,还包括数控开关柜8,设置在工作架51一侧,数控开关柜8与驱动电机42相连,数控开关柜8具有启动按钮81。
48.本实施例中,数控开关柜8与驱动电机42相连,按下启动按钮81,驱动电机42定量转动后停止,即带动牵引绳41前进特定的长度后停止移动,压弯单元5和焊接单元6相继作用后,完成压弯和焊接,再次按下启动按钮81,重复操作直至焊接到上下弦钢筋的末端,然后将钢筋桁架3转移,进行下一个钢筋桁架3的生产,操作简单,使用方便。
49.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。