1.本发明涉及连续纤维制造技术领域,特别涉及一种层间贯穿的连续纤维复合材料增材制造设备及方法。
背景技术:
2.3d打印技术的发展已经成熟,连续纤维复合材料增材制造技术也在逐步发展,但层间性能薄弱的问题依然没有得到很好的解决。
3.研究人员提出过例如通过在层间铺设短纤维、原位编织增材制造、层间植入以及预置微细棒增强等方式增强层间性能,有效解决了层间无z向(垂直于层间的方向)纤维而引起的性能薄弱问题。然而,由于工艺方法以及微细棒挠度和刚度的问题,现有增强方法只能在增材制造复合材料内部嵌入较短长度的纤维,不能形成垂直于层间方向连续贯穿的纤维,因此各向强度不能实现同性。此外,层间预置纤维棒的方式因加工工艺的限制,实现难度较大。
技术实现要素:
4.本发明实施例提供一种层间贯穿的连续纤维复合材料增材制造设备及方法,用于解决现有技术中纤维复合材料不能形成垂直于层间方向连续贯穿的纤维,导致层间性能薄弱的问题。
5.为了解决上述技术问题,本发明采用如下技术方案:
6.本发明实施例提供了一种层间贯穿的连续纤维复合材料增材制造设备,包括:
7.线材传输结构,用于传输第一纤维线材;
8.第一材料液池,用于容置熔融的树脂材料;
9.喷头,安装于第一驱动结构上,且所述第一纤维线材的一端穿设所述第一材料液池,并插设于所述喷头中;
10.成型基板,与所述喷头间隔设置,且水平地设置于所述喷头的下方;所述成型基板上设置有呈阵列排列的多个通孔,每一所述通孔内分别穿设有一个导向针,且每一所述导向针分别在所述成型基板的两侧延伸,每一所述导向针与一个第二纤维线材连接;
11.其中,通过所述第一驱动结构,所述喷头能够相对于成型基板水平移动;
12.第二材料液池,用于容置熔融的树脂材料,每一所述第二纤维线材远离所述导向针的一端浸润于所述第二材料液池的树脂材料内。
13.进一步地,所述线材传输结构,包括:
14.电机;
15.放线辊,与所述电机的输出轴同轴设置,所述第一纤维线材的其中一部分绕设在所述放线辊上;通过所述电机的输出轴的转动,所述第一纤维线材绕设在所述放线辊上的长度变化;
16.至少一导向辊,所述第一纤维线材从所述放线辊上延伸出的部分绕过所述导向
辊,插伸进入所述第一材料液池内。
17.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
18.第一加热线圈,围绕所述第一材料液池设置,用于将所述第一材料液池内的树脂材料加热至熔融状态;
19.第一超声波换能器,与所述第一材料液池连接,用于对所述第一材料液池内熔融的树脂材料施加超声振动能量;
20.挤压辊,设置于所述第一材料液池内,所述第一纤维材料插设进入所述第一材料液池的部分穿过所述挤压辊,插设于所述喷头中。
21.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
22.第二加热线圈,围绕所述第二材料液池设置,用于将所述第二材料液池内的树脂材料加热至熔融状态;
23.第二超声波换能器,与所述第二材料液池连接,用于对所述第二材料液池内熔融的树脂材料施加超声振动能量。
24.进一步地,所述第一驱动结构包括:
25.移动安装梁,所述喷头滑动安装于所述移动安装梁上,能沿所述移动安装梁在第一水平方向移动;
26.驱动电机,与所述移动安装梁连接,且所述驱动电机能够带动所述移动安装梁在第二水平方向以及竖直方向移动;
27.其中,所述第一水平方向与所述第二水平方向垂直。
28.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
29.壳体,所述第一材料液池、喷头、成型基板以及第二材料液池均设置于所述壳体内;
30.温度调节装置,围绕所述壳体设置,用于使所述层间贯穿的连续纤维复合材料增材制造设备处于预设温度范围。
31.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:第二驱动结构;
32.所述第二驱动结构与所述成型基板连接,且通过所述第二驱动结构,所述成型基板能够相对于所述喷头在竖直方向移动;
33.所述第二驱动结构,包括:
34.至少两个丝杠,所述丝杠一端固定连接于所述壳体底部。
35.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:导向针固定板;
36.所述导向针固定板上设置有呈阵列排列的多个安装通孔,每个所述导向针分别插设于所述安装通孔内固定;
37.所述导向针固定板上还设置有第三加热线圈。
38.进一步地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
39.第三驱动结构,与所述导向针固定板连接;且所述第三驱动结构能够带动所述导向针固定板在竖直方向上移动。
40.进一步地,所述导向针靠近所述喷头的一端与所述喷头之间存在间隙。
41.进一步地,其特征在于,所述喷头上设置有张力传感器,用于检测所述第一纤维线材上的张力。
42.本发明实施例还提供了一种层间贯穿的连续纤维复合材料增材制造方法,应用于如上所述的层间贯穿的连续纤维复合材料增材制造设备,包括:
43.向所述线材传输结构输出第一控制信号以及向所述第一驱动结构输出第二控制信号,使所述线材传输结构响应所述第一控制信号,所述第一纤维线材穿设所述第一材料液池,并插设于所述喷头后,从所述喷头中打印;所述第一驱动结构响应所述第二控制信号,带动所述喷头移动,从所述喷头伸出的所述第一纤维线材依次在多个导向针之间的间隔空间铺设,形成由所述第一纤维线材堆叠的预设层数的纤维复合材料;向所述第一驱动结构输出第三控制信息,控制所述喷头移动至所述喷头在所述成型基板上的投影不与所述导向针重合。
44.进一步地,所述层间贯穿的连续纤维复合材料增材制造方法,还包括:
45.向所述线材传输结构输出第四控制信号,使所述线材传输结构响应所述第四控制信号,在所述第一纤维线材上的张力不在预设范围内时,所述线材传输结构对所述第一纤维上的张力进行调节。
46.本发明实施例还提供了一种层间贯穿的连续纤维复合材料增材制造设备,包括:
47.第一输出模块,用于向线材传输结构输出第一控制信号以及向第一驱动结构输出第二控制信号,使所述线材传输结构响应所述第一控制信号,第一纤维线材穿设所述第一材料液池,并插设于喷头后,从所述喷头中打印;所述第一驱动结构响应所述第二控制信号,带动所述喷头移动,从所述喷头伸出的所述第一纤维线材依次在多个导向针之间的间隔空间铺设,形成由所述第一纤维线材堆叠的预设层数的纤维复合材料;第二输出模块,用于向所述第一驱动结构输出第三控制信息,控制所述喷头移动至所述喷头在成型基板上的投影不与所述导向针重合。
48.本发明的有益效果是:
49.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置材料液池,使得纤维线材能够充分被树脂材料浸润,得到性能较高的纤维复合线材;通过设置导向针能够带动纤维线材贯穿纤维复合材料的层间,使得纤维复合材料能够在垂直于层间的方向形成连续的纤维。解决了纤维复合材料不能形成垂直于层间方向连续贯穿的纤维,导致层间性能薄弱的问题,且加工工艺限制少,设备操作简单。
附图说明
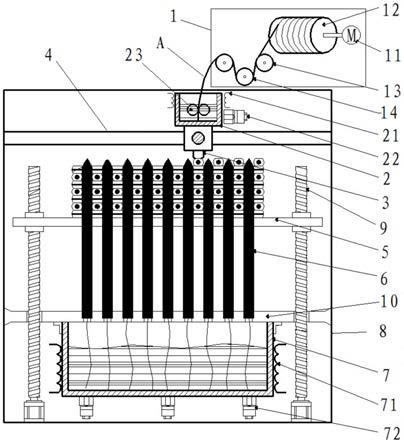
50.图1表示本发明实施例的层间贯穿的连续纤维复合材料增材制造设备的结构示意图;
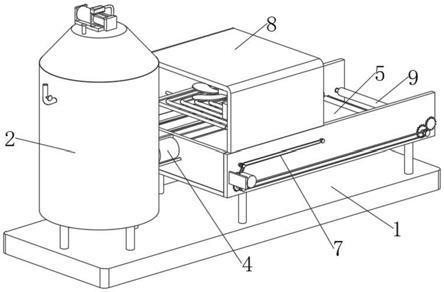
51.图2表示本发明实施例的纤维复合材料成品示意图;
52.图3表示本发明实施例的层间贯穿的连续纤维复合材料增材制造方法的步骤示意图;
53.图4表示本发明实施例的层间贯穿的连续纤维复合材料增材制造装置的结构示意图。
具体实施方式
54.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图及具体实施例对本发明进行详细描述。
55.本发明针对现有技术中纤维复合材料不能形成z向连续贯穿的纤维,导致的层间性能薄弱的问题,提供一种层间贯穿的连续纤维复合材料增材制造设备及方法。
56.如图1所述,本发明实施例提供了一种层间贯穿的连续纤维复合材料增材制造设备,包括:
57.线材传输结构1,用于传输第一纤维线材a;
58.第一材料液池2,用于容置熔融的树脂材料;
59.喷头3,安装于第一驱动结构4上,且所述第一纤维线材a的一端穿设所述第一材料液池2,并插设于所述喷头3中;
60.成型基板5,与所述喷头3间隔设置,且水平地设置于所述喷头3的下方;所述成型基板5上设置有呈阵列排列的多个通孔,每一所述通孔内分别穿设有一个导向针6,且每一所述导向针6分别在所述成型基板5的两侧延伸,每一所述导向针6与一个第二纤维线材b连接;
61.其中,通过所述第一驱动结构4,所述喷头3能够相对于成型基板5水平移动;
62.第二材料液池7,用于容置熔融的树脂材料,每一所述第二纤维线材b远离所述导向针6的一端浸润于所述第二材料液池7的树脂材料内。
63.本发明一实施例中,所述第一材料液池可以设置于所述喷头上,并跟随所述本喷移动而移动。
64.需要说明的是,纤维线材在被所述树脂材料浸润后,为复合纤维线材。
65.需要说明的是,所述成型基板上呈阵列排列的多个通孔的排列方式可根据需要而定;所述导向针的直径也根据需要而定;所述第二纤维线材包括至少一根纤维线材,且多根所述第二纤维线材可以为不同直径的纤维线材,所述第二纤维线材的直径根据需要而定。
66.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置材料液池,使得纤维线材能够充分被树脂材料浸润,得到性能较高的纤维复合线材;通过设置导向针能够带动纤维线材贯穿纤维复合材料的层间,使得纤维复合材料能够在垂直于层间的方向形成连续的纤维。解决了纤维复合材料不能形成垂直于层间方向连续贯穿的纤维,导致层间性能薄弱的问题,且加工工艺限制少,设备操作简单。
67.可选地,所述线材传输结构,包括:
68.电机11;
69.放线辊12,与所述电机11的输出轴同轴设置,所述第一纤维线材a的其中一部分绕设在所述放线辊12上;通过所述电机11的输出轴的转动,所述第一纤维线材a绕设在所述放线辊12上的长度变化;
70.至少一导向辊13,所述第一纤维线材a从所述放线辊12上延伸出的部分绕过所述导向辊13,插伸进入所述第一材料液池2内。
71.可选地,当所述电机带动所述放线辊正向转动时,所述放线辊放出所述第一纤维线材,所述第一纤维线材绕设在所述放线辊上的长度变小;当所述电机带动所述放线辊反向转动时,所述放线辊收回所述第一纤维线材,所述第一纤维线材绕设在所述放线辊上的
长度变大。
72.可选地,所述导向辊13还包括:至少一个张力辊14,通过所述张力辊14可以调节在所述第一纤维线材a上的张力。
73.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置线材传输结构,能够把第一纤维线材传输至第一材料液池,并能够自动控制所述第一纤维线材进入所述第一材料液池的长度和速度,提高了材料加工的效率。
74.所述层间贯穿的连续纤维复合材料增材制造设备还包括:
75.第一加热线圈21,围绕所述第一材料液池2设置,用于将所述第一材料液池2内的树脂材料加热至熔融状态;
76.第一超声波换能器22,与所述第一材料液池2连接,用于对所述第一材料液池2内熔融的树脂材料施加超声振动能量;
77.挤压辊23,设置于所述第一材料液池2内,所述第一纤维材料a插设进入所述第一材料液池2的部分穿过所述挤压辊22,插设于所述喷头3中。
78.本发明一实施例中,所述第一加热线圈所能加热的最高温度为400℃,能够对例如聚乳酸树脂、abs塑料、聚酰胺树脂、聚碳酸酯树脂、聚醚醚酮树脂等不同熔点的热塑性树脂进行加热熔融,也能够对例如环氧树脂等不同熔点的热固性树脂进行加热熔融。本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过第一加热线圈的设置,使得第一材料液池中的树脂材料在设备运行的过程中始终处于熔融的状态,同时可以满足不同树脂材料对纤维复合材料制造的工艺要求。
79.本发明一实施例中,对第一材料液池连接超声波换能器,可以对第一材料液池内的树脂材料施加超声振动能量,使得树脂材料更好的浸润与第一纤维线材。本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置于第一材料液池连接的超声波换能器,能够促进第一材料液池内的树脂材料对第一纤维线材充分浸润,提高了纤维复合材料线材的强度。
80.本发明一实施例中,设置挤压辊,使得第一纤维线材在进入第一材料液池之前,或者在第一材料液池中浸润的过程中,被挤压辊挤压,使得第一材料液池中的树脂材料能够进入第一纤维线材的内部。本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过挤压辊的挤压第一纤维线材能够更充分地被树脂材料浸润,提高了纤维复合材料线材的强度。
81.可选地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
82.第二加热线圈71,围绕所述第二材料液池7设置,用于将所述第二材料液池7内的树脂材料加热至熔融状态;
83.第二超声波换能器72,与所述第二材料液池7连接,用于对所述第二材料液池7内熔融的树脂材料施加超声振动能量。
84.本发明一实施例中,所述第二加热线圈所能加热的最高温度为400℃,能够对例如聚乳酸树脂、abs塑料、聚酰胺树脂、聚碳酸酯树脂、聚醚醚酮树脂等不同熔点的热塑性树脂进行加热熔融,也能够对例如环氧树脂等不同熔点的热固性树脂进行加热熔融。本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过第二加热线圈的设置,使得第二材料液池中的树脂材料在设备运行的过程中始终处于熔融的状态,同时可以满足不同树脂
材料对纤维复合材料制造的工艺要求。
85.本发明一实施例中,对第二材料液池连接超声波换能器,可以对第二材料液池内的树脂材料施加超声振动能量,使得树脂材料更好的浸润与第二纤维线材。本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置于第二材料液池连接的超声波换能器,能够促进第二材料液池内的树脂材料对第二纤维线材充分浸润,使得纤维复合材料的垂直于层间方向的纤维线材的性能更强,提高了纤维复合材料线材的强度。
86.可选地,所述第一驱动结构包括:
87.移动安装梁,所述喷头3滑动安装于所述移动安装梁上,能沿所述移动安装梁在第一水平方向移动;
88.驱动电机,与所述移动安装梁连接,且所述驱动电机能够带动所述移动安装梁在第二水平方向以及竖直方向移动;
89.其中,所述第一水平方向与所述第二水平方向垂直。
90.本发明一实施例中,通过设置第一驱动结构,喷头能够进行单层平面的填充路径,并且能够实现除了正交填充以外的包括各种角度的交叉填充、网格填充、波纹填充以及蜂窝状填充等;如图2所示,为本发明实施例的层间贯穿的连续纤维复合材料增材制造设备所制造的正交纤维复合材料。
91.可选地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
92.壳体8,所述第一材料液池2、喷头3、成型基板5以及第二材料液池7均设置于所述壳体8内;
93.温度调节装置81,围绕所述壳体8设置,用于使所述层间贯穿的连续纤维复合材料增材制造设备处于预设温度范围。
94.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,在壳体周围设置温度调节装置,使得层间贯穿的连续纤维复合材料增材制造设备处于预设温度范围,过低的温度容易导致从喷头打印出来的复合纤维材料卷翘变形,过高的温度,容易导致从喷头打印出来的复合纤维材料熔融变形,因此需要保证层间贯穿的连续纤维复合材料增材制造设备处于适合的温度区间内,本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过在壳体周围设置温度调节装置,降低了从喷头打印出来的复合纤维材料卷翘甚至变形的概率。
95.可选地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:第二驱动结构;
96.所述第二驱动结构与所述成型基板5连接,且通过所述第二驱动结构,所述成型基板5能够相对于所述喷头3在竖直方向移动;
97.所述第二驱动结构,包括:
98.至少两个丝杠9,所述丝杠9一端固定连接于所述壳体8底部。
99.在本发明实施例中,可以通过所述第二驱动结构控制所述成型基板在竖直方向上移动。
100.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置第二驱动结构,能够带动所述成型基板在竖直方向移动,可以避免在设备运行的过程中所述喷头与所述导向针产生干涉而造成设备故障或者损毁。可选地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:导向针固定板10;
101.所述导向针固定板10上设置有呈阵列排列的多个安装通孔,每个所述导向针6分别插设于所述安装通孔内固定;
102.所述导向针固定板10上还设置有第三加热线圈。
103.本发明一实施例中,所述第二材料液池与所述导向针固定板固定连接。
104.本发明的一实施例中,可以通过两个所述丝杠与所述导向针固定板的两个边连接,或者通过四个所述丝杠与所述导向针固定板的四个角连接,通过所述丝杠控制所述导向针固定板沿着所述丝杠在竖直方向上移动。
105.本发明的一实施例,通过设置第三加热线圈,对导向针进行加热,使得所述导向针能够顺利地从多层所述复合纤维线材中取出。
106.本发明的一实施例中,所述导向针固定板与壳体固定连接。
107.在本发明实施例中,所述导向针固定板用于将所述导向针固定与所述导向针固定板上。
108.可以理解为,本发明的第一实施例:
109.所述导向针靠近所述喷头的一端与所述成型基板的距离大于预先设置的需要打印铺设所述复合纤维线材的厚度,所述喷头只在水平方向移动,所述成型基板固定不动。
110.本发明的第二实施例:
111.所述导向针靠近所述喷头的一端与所述成型基板的距离大于所述复合纤维线材的直径,并小于预设距离;所述喷头只在水平方向移动,通过所述导向针固定板对所述导向针进行固定;在所述喷头每铺设一层所述复合纤维线材,所述成型基板向下移动所述复合纤维线材的直径的距离。
112.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置导向针固定板,能够使所述导向针的一端固定,并通第二驱动结构的控制,使得所述导向针和所述成型基板发生性对移动,从而避免了在设备运行的过程中所述喷头与所述导向针产生干涉而造成设备故障或者损毁。
113.可选地,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
114.第三驱动结构,与所述导向针固定板10连接;且所述第三驱动结构能够带动所述导向针固定板10在竖直方向上移动。
115.可以理解为,本发明的第三实施例:
116.所述导向针靠近所述喷头的一端与所述成型基板的距离大于所述复合纤维线材的直径,并小于预设距离;所述成型基板固定不动,在所述喷头每铺设一层所述复合纤维线材,所述导向针固定板通过所述第三驱动结构带动所述导向针向上移动所述复合纤维线材的直径的距离,同时所述喷头通过所述第一驱动及结构带动所述喷头向上移动所述复合纤维线材的直径的距离。
117.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过设置第三驱动结构,使得导向针固定板能够在竖直方向上移动,避免了在设备运行的过程中所述喷头与所述导向针产生干涉而造成设备故障或者损毁。
118.可选地,所述导向针6靠近所述喷头3的一端与所述喷头之间存在间隙。
119.本发明一实施例中个,所述导向针靠近所述喷头的一端与所述喷头始终保持预定的间隙,以防止导向针与喷头之间产生运动干涉。
120.可选地,所述喷头3上设置有张力传感器,用于检测所述第一纤维线材a上的张力。
121.本发明一实施例中,当所述张力传感器检测到所述第一纤维上的张力大于第一门限且小于第二门限时,所述张力辊在竖直方向上移动,缩小所述张力辊与所述导向辊在竖直方向上的距离;
122.当所述张力传感器检测到所述第一纤维上的张力大于第二门限时,所述电机控制所述放线辊正向转动;
123.当所述张力传感器检测到所述第一纤维上的张力大于第三门限且小于第四门限时,所述张力辊在竖直方向上移动,增加所述张力辊与所述导向辊在竖直方向上的距离;
124.当所述张力传感器检测到所述第一纤维上的张力小于第三门限时,所述电机控制所述放线辊反向转动。
125.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过在喷头上设置张力传感器,是够实时监控第一纤维线材上的张力,并通过放线辊和导向辊中的张力辊对第一纤维线材上的张力进行调节,保证第一纤维线材上的张力始终处于适合被树脂材料浸润的范围内。能够得到高强度的复合纤维线材以及避免第一纤维线材上张力过大而损坏或断裂。
126.本发明一实施例中,所述层间贯穿的连续纤维复合材料增材制造设备还包括:
127.导向针移除板,所述导向针移除板与所述导向针固定板分别设置于所述导向针的两端;
128.所述导向针移除板与所述导向针相对应设置有移除装置,用于将所述导向针从所述纤维复合材料中移出,并带动所述第二纤维线材穿过所述纤维复合材料。
129.如图3所示,本发明实施例还提供了一种层间贯穿的连续纤维复合材料增材制造方法,应用于如上所述的层间贯穿的连续纤维复合材料增材制造设备,包括:
130.步骤301,向所述线材传输结构输出第一控制信号以及向所述第一驱动结构输出第二控制信号,使所述线材传输结构响应所述第一控制信号,所述第一纤维线材穿设所述第一材料液池,并插设于所述喷头后,从所述喷头中打印;所述第一驱动结构响应所述第二控制信号,带动所述喷头移动,从所述喷头伸出的所述第一纤维线材依次在多个导向针之间的间隔空间铺设,形成由所述第一纤维线材堆叠的预设层数的纤维复合材料。
131.本发明的一实施例中,通过向所述线材传输结构输出第一控制信号,所述放线辊正向转动,所述喷头开始打印;被所述放线辊放出的所述第一纤维线材通过第一材料液池中熔融的树脂材料的浸润之后进入所述喷头,并从所述喷头打印出来铺设于所述成型基板上的导向针之间的间隙中,如此重复,直至铺设预设层数的复合纤维线材成为纤维复合材料。
132.步骤302,向所述第一驱动结构输出第三控制信息,控制所述喷头移动至所述喷头在所述成型基板上的投影不与所述导向针重合。
133.可选地,本发明实施例的层间贯穿的连续纤维复合材料增材制造方法,还包括
134.通过导向针移除板将所述导向针从所述纤维复合材料中拔出,带动经过树脂材料浸润的第二纤维线材跟随所述导向针贯穿所述纤维复合材料,并停留在所述纤维复合材料中,成为纤维复合材料垂直于层间方向连续贯穿的复合纤维线材。
135.本发明实施例的层间贯穿的连续纤维复合材料增材制造方法,解决了纤维复合材
料不能形成垂直于层间方向连续贯穿的纤维,导致层间性能薄弱的问题,且加工工艺限制少,操作简单。
136.可选地,所述方法还包括:
137.向所述线材传输结构输出第四控制信号,使所述线材传输结构响应所述第四控制信号,在所述第一纤维线材上的张力不在预设范围内时,所述线材传输结构对所述第一纤维上的张力进行调节。
138.本发明实施例的层间贯穿的连续纤维复合材料增材制造设备,通过对所述线材传输结构的控制,能够保证第一纤维线材上的张力始终处于适合被树脂材料浸润的范围内。能够得到高强度的复合纤维线材以及避免第一纤维线材上张力过大而损坏或断裂。
139.如图4所示,本发明实施例还提供了一种层间贯穿的连续纤维复合材料增材制造设备400,包括:
140.第一输出模块401,用于向线材传输结构输出第一控制信号以及向第一驱动结构输出第二控制信号,使所述线材传输结构响应所述第一控制信号,第一纤维线材穿设所述第一材料液池,并插设于喷头后,从所述喷头中打印;所述第一驱动结构响应所述第二控制信号,带动所述喷头移动,从所述喷头伸出的所述第一纤维线材依次在多个导向针之间的间隔空间铺设,形成由所述第一纤维线材堆叠的预设层数的纤维复合材料;
141.第二输出模块402,用于向所述第一驱动结构输出第三控制信息,控制所述喷头移动至所述喷头在成型基板上的投影不与所述导向针重合。
142.本发明实施例的层间贯穿的连续纤维复合材料增材制造装置,解决了纤维复合材料不能形成垂直于层间方向连续贯穿的纤维,导致层间性能薄弱的问题,且加工工艺限制少,操作简单。
143.以上所述的是本发明的优选实施方式,应当指出对于本技术领域的普通人员来说,在不脱离本发明所述的原理前提下还可以作出若干改进和润饰,这些改进和润饰也在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。