1.本发明涉及一种地毯的复合工艺,具体涉及一种透明止滑地毯的复合工艺。
背景技术:
2.目前,现有一般家庭地表装饰材料中包含:木地板、大理石、板材、瓷砖。然而现在市面上一般的家居地毯放在这些上面,根本不能达到良好的耐磨性和防滑效果。现有家居地毯底部防滑材料包括:1.乳胶复合:其主要工艺是由喷头把液态乳胶喷在地毯背部,然后烘干,用上下两个模具棍压花而成。主要缺点:气味大,不耐磨,遇水就脱落,地上都是粉,甚至把乳胶黏在地板上。
3.2.橡胶发泡:止滑不错,柔软,但气味超重,整个房间都是橡胶味。
4.3.tpr复合:白色tpr复合在地毯上,乳白色tpr由流延机器挤出和毯面直接复合,由于tpr中富含碳酸钙粉,挤出平稳,毯面宽幅几乎固定,但包完边易翘角,碳酸钙粉太多热胀冷缩相对明显,高低温度变化大,易变形,主要是做不到宽幅,2m以上毯面就容易皱折。
5.4.海绵:止滑不错,有柔性,但不耐氧化,不耐磨,易吸水。
6.5.硅胶复合:材料透明,干净,吸附力强,不含碳酸钙粉,但由于复合材料工艺问题,表面硅胶不耐磨,底部易变形。
7.地毯背胶作为地毯的组成部分,与地面接触,需要达到平整、不翘边,耐磨等功效,因此选材和复合工艺非常重要,且需达到环保,使用过程中不会对人体健康产生影响。
技术实现要素:
8.本发明所要解决的技术问题是提供一种透明止滑地毯的复合工艺, 通过控制预加热温度、复合温度和复合压力,使复合地毯整体平整,止滑效果好,不翘边,耐磨、抗老化,无毒无味,安全可靠。
9.本发明解决技术问题所采用的技术方案是:一种透明止滑地毯的复合工艺,透明止滑地毯由面料层和tpe层复合而成,所述tpe层由80~90%的氧化苯乙烯
‑
丁二烯嵌段共聚物和10~20% 的聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆、接口和模具进行预加热,所述螺杆包括9个加热区域,其中加热区域a预加热至100℃, 加热区域b预加热至120℃, 加热区域c预加热至150℃, 加热区域d预加热至180℃, 加热区域e~i预加热至195℃;所述接口预加热至195℃;所述模具包括15个加热区域,其中第1~5加热区域及第11~15加热区域预加热温度至195℃,第6~10加热区域预加热温度至190℃;整个预加热时间为55~65分钟;主机中螺杆、接口和模具预加热的同时,将透明颗粒的tpe材料预加热至60~70℃去除表面的水汽,通过真空泵吸入储料桶;此时在预加热的螺杆转速也由125转/分钟逐步增加到650转/分钟;螺杆将还没溶化的透明颗粒tpe材料从加热区域a开始往前推进,随着螺杆转速的增加而形成浆糊状tpe,推至接口后随模具挤出;
与此同时,将面料层通过放料装置后进入到橡胶棍和压花棍之间,此时,模具同步移至橡胶棍和压花棍上方,控制好模具中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致;通过橡胶棍和压花棍将面料层和tpe层进行复合,复合时控制橡胶棍和压花棍之间的压力。
10.作为一种优选,所述透明颗粒的tpe材料预加热至65℃去除表面的水汽。
11.作为一种优选,复合时橡胶棍和压花棍之间的压力为45~55kg。
12.作为一种优选,所述浆糊状tpe的挤出量为1.1~1.8 kg/
㎡
。
13.作为一种优选,所述面料层和tpe层的复合速度为0.6~1.3m/min。
14.作为进一步的改进,所述tpe层底面通过压花棍压制出防滑层,所述防滑层由多个设有弹性立体防滑纹的多边形组合而成,相邻两个多边形的多个弹性立体防滑纹朝向不同的方向。
15.作为一种优选,所述模具的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在190~200℃,第6~10加热区域温度保持180~190℃。
16.作为一种优选,所述主机预加热时,夏天降低5℃,冬天提高15℃。
17.作为一种优选,所述面料层为涤纶材料层、羊毛材料层、尼龙材料层、丙纶材料层或皮革层。
18.本发明tpe材料透明,干净,吸附力强,不含碳酸钙粉,
‑
50℃~
‑
70℃不变形。60℃烘24小时只相差0.05mm,所以不翘角,整体平整,不伸缩,适合家居类地毯复合的最新产品(1
‑
2.8米宽)的宽幅地毯复合最为理想。
19.本发明模具挤出的速度及流量根据产品材料材质不一样,两根棍筒之间的压力也不一样,复合时的速度要适中,模具的温度,压棍的压力,复合地毯材料的行进速度要达到协调一致,tpe的挤出量和地毯的行进速度要达到一致并且复合要牢固不皱折。
20.本发明tpe背胶是利用氢化方式降tpe分子中的双键加氢饱和化,饱和后的tpe由于软质段为饱和型烯系结构,所以此tpe的耐侯性、耐热老化性、抗臭氧性、韧性、热稳定性更佳,从根本上解决了tpe的耐高低温和黄变问题,扩大了产品的应用范围。
21.本发明可放置在木地板、大理石、瓷砖、玻璃、金属板、真皮上,不滑动,不掉渣,无异味,经久使用,不刮花木地板;保护少儿、老人、不摔倒,不被绊倒,适合广泛推广使用。
22.本发明的有益效果是: 将透明颗粒的tpe材料预加热至65℃去除表面的水汽,能有效的更好复合,将螺杆设置9个加热区域,模具设置15个加热区域,通过控制各加热区域的预加热温度和工作温度,关键控制橡胶棍和压花棍之间的压力,使面料层和tpe层完美复合,tpe层纹理清晰,通透清洁,止滑环保,柔软韧性,耐温
‑
50℃~ 70℃,耐磨擦、抗老化(可达10年)。整体不变形,不开裂、不翘边,不滑动。具有良好的防滑性及平整性能,从而彻底避免小孩、老人踩在地毯上勾到地毯边缘而摔倒,或地毯滑动而后仰的伤害隐患。
附图说明
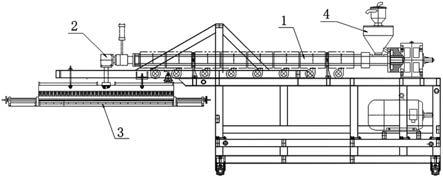
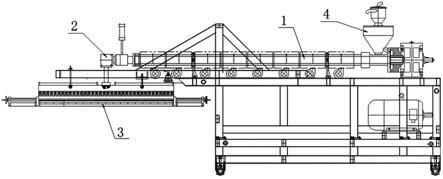
23.图1为本发明实施例预加热示意图。
24.图2为本发明实施例中螺杆示意图。
25.图3为本发明实施例中模具示意图。
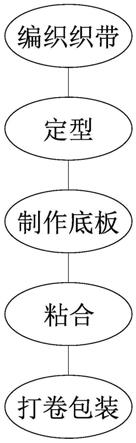
26.图4为本发明实施例的流程示意图。
27.图5本发明实施例图4的俯视示意图。
28.图6为本发明实施例tpe层背面局部示意图。
29.其中,1. 螺杆;2. 接口;3. 模具;4. 储料桶;5. 橡胶棍;6. 压花棍;7. 橡胶棍辅助棍;8. 压花棍辅助棍;9.牵引纠编装置;10. 放料装置;11. 复合机;12. 放卷装置;13.冷风装置;14.切边装置;15. 牵引装置;16.定米器;17.成品收卷装置。
30.下面结合附图对本发明做进一步说明。
具体实施方式
31.实施例1:结合附图1、2和3所示,一种透明止滑地毯的复合工艺,透明止滑地毯由面料层和tpe层复合而成, 面料层采用羊毛材料,所述tpe层由85%的氧化苯乙烯
‑
丁二烯嵌段共聚物和15% 的聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆1、金属接口2和模具3进行预加热,所述螺杆3包括9个加热区域,其中加热区域a预加热至100℃, 加热区域b预加热至120℃, 加热区域c预加热至150℃, 加热区域d预加热至180℃, 加热区域e~i预加热至195℃;所述接口2预加热至195℃;所述模具3包括15个加热区域,其中第1~5加热区域及第11~15加热区域预加热温度至195℃,第6~10加热区域预加热温度至190℃;整个预加热时间为60分钟。
32.主机中螺杆1、接口2和模具3预加热的同时,将透明颗粒的tpe材料用烘箱预加热至65℃去除表面的水汽,水分排除后生产的tpe背部才能光滑清晰,然后通过真空泵吸入储料桶4;此时在预加热的螺杆1转速也由125转/分钟逐步增加到650转/分钟;螺杆1将还没溶化的透明颗粒tpe材料从加热区域a开始往前推进,随着螺杆1转速的增加而形成浆糊状tpe,推至接口2后随模具3挤出。
33.与此同时,如附图4和5所示,将面料层通过放料装置10、牵引纠编装置9后进入到复合机11的橡胶棍5和压花棍6之间,其中7为橡胶棍辅助棍;8为压花棍辅助棍,此时,模具3同步移至橡胶棍5和压花棍6上方,控制好模具3中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致;通过橡胶棍5和压花棍6将面料层和tpe层进行复合,复合时控制橡胶棍5和压花棍6之间的压力为55kg。
34.面料层采用羊毛材料时,所述浆糊状tpe的挤出量为1.5~1.7kg/
㎡
;所述面料层和tpe层的复合速度为1.1m/min。所述模具3的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在195℃左右,第6~10加热区域温度保持190℃左右。温度控制不好会产生出胶不匀,断断续续。
35.如图6所示,所述tpe层底面通过压花棍6压制出防滑层,所述防滑层由多个设有弹性立体防滑纹的多边形组合而成,相邻两个多边形的多个弹性立体防滑纹朝向不同的方向,达到最佳止滑效果。
36.地毯复合后,依次经过放卷装置12;冷风装置13,使复合地毯降温;切边装置14,将复合地毯两边多余部分切掉; 牵引装置15;定米器16,根据实际需要设置所需长度;最后到成品收卷装置17,完成整个工艺生产流程。整个复合工艺要环环相扣,各参数、温度协调一致,才能量化生产优质产品,让消费者用上安心、安全的好地毯。
37.实施例2:第二种透明止滑地毯的复合工艺,透明止滑地毯由面料层和tpe层复合而成, 面料层采用涤纶材料,所述tpe层由82%的氧化苯乙烯
‑
丁二烯嵌段共聚物和18% 的
聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆1、金属接口2和模具3进行预加热,整个预加热时间为58分钟;主机中螺杆1、接口2和模具3预加热的同时,将透明颗粒的tpe材料预加热至68℃去除表面的水汽。
38.与此同时,将面料层通过放料装置10后进入到橡胶棍5和压花棍6之间,此时,模具3同步移至橡胶棍5和压花棍6上方,控制好模具3中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致,否则tpe出料过多产生阻力后使地毯产生皱褶;通过橡胶棍5和压花棍6将面料层和tpe层进行复合,复合时控制橡胶棍5和压花棍6之间的间距压力为50kg。
39.面料层采用涤纶材料时,所述浆糊状tpe的挤出量为1.3~1.6kg/
㎡
;所述面料层和tpe层的复合速度为1m/min。所述模具3的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在195℃左右,第6~10加热区域温度保持190℃左右。其它与实施例1相同。
40.实施例3:第三种透明止滑地毯的复合工艺,透明止滑地毯由面料层和tpe层复合而成, 面料层采用尼龙材料,所述tpe层由86%的氧化苯乙烯
‑
丁二烯嵌段共聚物和14% 的聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆1、金属接口2和模具3进行预加热,整个预加热时间为62分钟;主机中螺杆1、接口2和模具3预加热的同时,将透明颗粒的tpe材料预加热至70℃去除表面的水汽。
41.与此同时,将面料层通过放料装置10后进入到橡胶棍5和压花棍6之间,此时,模具3同步移至橡胶棍5和压花棍6上方,控制好模具3中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致;通过橡胶棍5和压花棍6将面料层和tpe层进行复合,复合时控制橡胶棍5和压花棍6之间的间距压力为52kg。
42.面料层采用尼龙材料时,所述浆糊状tpe的挤出量为1.3~1.5kg/
㎡
;所述面料层和tpe层的复合速度为1.2m/min。所述模具3的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在200℃左右,第6~10加热区域温度保持190℃左右。其它与实施例1相同。
43.实施例4:第四种透明止滑地毯的复合工艺,由面料层和tpe层复合而成, 透明止滑地毯 面料层采用丙纶材料,所述tpe层由83%的氧化苯乙烯
‑
丁二烯嵌段共聚物和17% 的聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆1、金属接口2和模具3进行预加热,整个预加热时间为63分钟;主机中螺杆1、接口2和模具3预加热的同时,将透明颗粒的tpe材料预加热至67℃去除表面的水汽。
44.与此同时,将面料层通过放料装置10后进入到橡胶棍5和压花棍6之间,此时,模具3同步移至橡胶棍5和压花棍6上方,控制好模具3中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致;通过橡胶棍5和压花棍6将面料层和tpe层进行复合,复合时控制橡胶棍5和压花棍6之间的间距压力为48kg。
45.面料层采用丙纶材料时,所述浆糊状tpe的挤出量为1.0~1.4kg/
㎡
;所述面料层和tpe层的复合速度为1m/min。所述模具3的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在195℃左右,第6~10加热区域温度保持190℃左右。其它与实施例1
相同。
46.实施例5:第五种透明止滑地毯的复合工艺,透明止滑地毯由面料层和tpe层复合而成, 面料层采用皮革材料,所述tpe层由87%的氧化苯乙烯
‑
丁二烯嵌段共聚物和13% 的聚丙烯组成,采用薄型流延复合机复合,具体步骤如下,首先,将主机中的螺杆1、金属接口2和模具3进行预加热,整个预加热时间为66分钟;主机中螺杆1、接口2和模具3预加热的同时,将透明颗粒的tpe材料预加热至69℃去除表面的水汽。
47.与此同时,将面料层通过放料装置10后进入到橡胶棍5和压花棍6之间,此时,模具3同步移至橡胶棍5和压花棍6上方,控制好模具3中tpe的挤出量,tpe挤出量的速度和面料层前进速度保持一致;通过橡胶棍5和压花棍6将面料层和tpe层进行复合,复合时控制橡胶棍5和压花棍6之间的间距压力为45kg。
48.面料层采用皮革材料时,所述浆糊状tpe的挤出量为1.2~1.5kg/
㎡
;所述面料层和tpe层的复合速度为1.2m/min。所述模具3的15个加热区域,其中第1~5加热区域及第11~15加热区域温度保持在200℃左右,第6~10加热区域温度保持190℃左右。其它与实施例1相同。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。