技术特征:
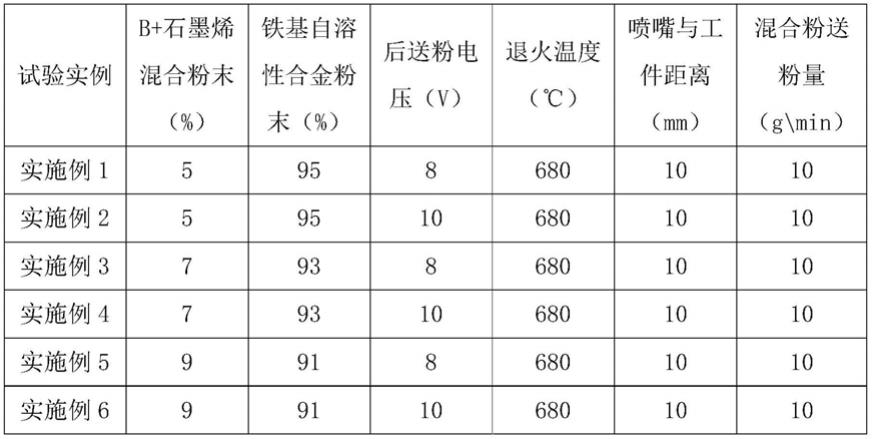
1.提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:在金属衬套表面熔覆耐腐蚀混合粉末,形成3mm~5mm厚度的耐腐蚀熔覆涂层;所述混合粉末由b粉末、石墨烯和铁基自熔性合金粉末组成,b粉末和石墨烯的质量比为:(2~3):(3~2);b粉末和石墨烯在混合粉末中的质量分数为5%~9%wt;b粉末和石墨烯作为增强材料;铁基自熔性合金粉末作为基材;对金属衬套表面进行铣切加工,使得所述耐腐蚀熔覆涂蚀层的厚度为1mm~2mm。2.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:所述b粉的粒径为50
‑
200目,石墨烯的粒径为50
‑
300目,铁基自熔性合金粉末粒径为50
‑
150目。3.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:所述金属衬套的材质为0cr17ni4cu4nb马氏体沉淀硬化不锈钢。4.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:所述混合粉末为增强相,所述自熔性合金粉为涂层粘接材料。5.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:所述混合粉末和铁基自熔性合金粉末分别通过送粉器同时送粉,在惰性气体保护下熔覆出具有复合增强相的耐腐蚀熔覆涂层。6.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:b粉和石墨烯还经过预处理,步骤为:将b粉末和石墨烯在混料机中混合4~8h,混合均匀,然后进行干燥处理以除去水分,干燥温度为100~120℃,直至质量不在发生变化,干燥时间为10~12h。7.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:对所述金属衬套进行打磨处理,去除表面的锈迹和污渍,打磨后用酒精进行超声波清洗,最后在60~120℃温度下干燥5~10h,去除溶剂。8.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:所述熔覆为等离子熔覆。更具体的等离子熔覆参数为:熔覆所使用气体为氩气,工作气压为0.2
‑
0.3mpa,冷却水压力为0.1
‑
0.2mpa,熔覆电流为100
‑
130a,混合粉料送粉量为8
‑
14g\min,后送粉电压为6
‑
12v,熔覆扫描速度为50
‑
150mm\min,离子气流为300
‑
800l\h,保护气流为800
‑
1000l\h,送粉气流为300
‑
800l\h,熔覆喷嘴与铁基表面距离为8
‑
14mm。9.根据权利要求1所述的提高直升机桨叶金属衬套耐蚀性的熔覆方法,其特征在于:熔覆后进行退火处理,用铸铁铁硝覆盖金属衬套,密封加热到680
‑
780℃,之后保温2
‑
4h,然后自然冷却。
技术总结
本发明涉及提高直升机桨叶金属衬套耐蚀性的熔覆方法,是以碳素钢为涂层基材,铁基自溶性合金粉末为涂层粘接剂材料,将硼粉(B)和石墨烯混合粉末按一定质量比与铁基自溶性合金粉混合,其质量百分比为:5%(B,石墨烯),7%(B,石墨烯),9%(B,石墨烯)。由本发明制得的直升机桨叶金属衬套具有较好的耐蚀性和较好的耐磨性。耐磨性。耐磨性。
技术研发人员:赵强 刘晶 戴周军 许漂 汪开兵 刘洋 高宁波 陈正生
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2021.07.20
技术公布日:2021/11/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。