1.本实用新型涉及一种立浇快脱式钢锭模具,属于冶炼技术领域。
背景技术:
2.目前传统模型铸砂的铸锭技术浇注脱模的连续性较低,钢锭表面质量差,光洁度不高,且钢锭容易把铸砂混到钢锭内部,造成内部夹杂有铸砂,所以钢锭的合格率低,影响了生产效率,影响了钢锭的质量,也间接影响了经济效益。为了解决上述问题,故而研发了新型的铸造模具。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种立浇快脱式钢锭模具,该装置适用于钢锭快速脱离模具的工序中,方便实用,简化了生产工序,生产效率高,节省空间且钢锭表面光洁度好,降低了生产成本。
4.本实用新型解决其技术问题所采用的技术方案是:一种立浇快脱式钢锭模具,包括紫铜内胆、下法兰盘a、冷却水筒、下法兰盘b、上法兰盘a、上法兰盘b、活塞、弓形杆、连接杆和杠杆。
5.冷却水筒内部的紫铜内胆分别与底部圆环形的下法兰盘a、顶部圆环形的上法兰盘a焊接为一体,圆柱形的冷却水筒分别与其下方圆环形的下法兰盘b、上方圆环形的上法兰盘b焊接为一体,下法兰盘a与下法兰盘b通过螺栓螺母固定连接,上法兰盘a与上法兰盘b也同样通过螺栓螺母固定连接;在冷却水筒的右侧偏下方的位置处,固定连接着两块水平方向上的平行铁板,弓形杆的右侧夹在两块平行铁板之间,弓形杆的右侧顶部与两块平行铁板的右端孔通过螺栓螺母连接,弓形杆能够活动;活塞的尾部与弓形杆的左端焊接连接,弓形杆的右侧上方焊接有u形铁块a,垂直方向的连接杆的末端与u形铁块a通过螺栓螺母连接,连接杆在u形铁块a的两铁板间能够活动;连接杆的顶端焊接连接有u形铁块b,u形铁块b与杠杆的底部末端由螺栓螺母连接,在冷却水筒的右侧偏上方的位置处,固定定连接着一水平方向上的固定板,固定板的外侧一端与杠杆上的连接孔由螺栓螺母连接,杠杆能够自由活动。
6.冷却水筒左侧偏上方的位置处固定连接有水平方向的出水口,冷却水筒左侧偏下方的位置处固定连接由水平方向的入水口;下法兰盘a与下法兰盘b之间设置有耐热丝绵垫,上法兰盘a与上法兰盘b之间也同样设置有耐热丝绵垫;紫铜内胆为10mm厚铜板焊接的圆筒,上口内直径120mm,下口内直径135mm,呈倾斜状态;活塞为带有塞头的椎体,塞头的直径与紫铜内胆下口内直径相同。
7.使用时,下压杠杆,通过连接杆和弓形杆在u形铁块a11和u形铁块b活动连接的作用下,使活塞的锥体状塞头进入到钢水出口中,并塞住钢水出口,钢液由钢水入口注入至紫铜内胆中,经冷却水筒内的循环普通水液冷却,约2~3分钟后钢液凝固成钢锭,提起杠杆使活塞的锥体状塞头拔出,钢锭在重力和倾斜圆筒状紫铜内胆的作用下脱离紫铜内胆,自由
落下。
8.冷却水筒为5mm厚的钢板焊接而成,内口直径500mm,普通水液由入水口注入经由冷却水筒的循环,再由出水口流出;立浇快脱式钢锭模整体高度为1.5米,紫铜内胆为10mm厚铜板焊接的圆筒,钢水入口的上口内直径120mm,钢水出口的下口内直径135mm,这样呈斜度设计以提高脱模的效率;法兰盘与法兰盘之间和法兰盘与法兰盘之间均有耐热丝绵垫,防止液体渗漏;活塞的锥体状塞头与紫铜内胆下口内直径相同,能够有效的堵住钢液,不会有渗漏的情况出现。
9.本实用新型的有益效果是:本实用新型结构简单、设计合理、操作方便,安全实用,通过杠杆、连接杆、弓形杆和活塞的活动连接,简化了生产工序,提高脱模效率,提高了生产效率,节省空间且钢锭表面光洁度好,钢锭的合格率高,降低了生产成本,提高了生产效益。
附图说明
10.下面结合附图和具体实施方式对本实用新型进一步说明。
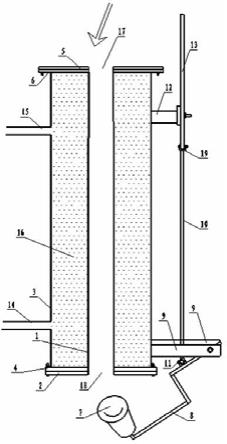
11.图1是本实用新型的结构示意图。
12.图2是本实用新型的外形示意图。
13.图中标号:
14.1、紫铜内胆,2、下法兰盘a,3、冷却水筒,4、下法兰盘b,5、上法兰盘a,6、上法兰盘b,7、活塞,8、弓形杆,9、平行铁板,10、连接杆,11、u形铁块a,12、固定板,13、杠杆,14、入水口,15、出水口,16、普通水液,17、钢水入口,18、钢水出口,19、u形铁块b。
具体实施方式
15.如图1—2所示,一种立浇快脱式钢锭模具,包括紫铜内胆1、下法兰盘a2、冷却水筒3、下法兰盘b4、上法兰盘a5、上法兰盘b6、活塞7、弓形杆8、连接杆10和杠杆13,冷却水筒3内部的紫铜内胆1分别与底部圆环形的下法兰盘a2、顶部圆环形的上法兰盘a5焊接为一体,圆柱形的冷却水筒3分别与其下方圆环形的下法兰盘b4、上方圆环形的上法兰盘b6焊接为一体,下法兰盘a2与下法兰盘b4通过螺栓螺母固定连接,上法兰盘a5与上法兰盘b6也同样通过螺栓螺母固定连接;在冷却水筒3的右侧偏下方的位置处,固定连接着两块水平方向上的平行铁板9,弓形杆8的右侧夹在两块平行铁板9之间,弓形杆8的右侧顶部与两块平行铁板9的右端孔通过螺栓螺母连接,弓形杆8能够活动;活塞7的尾部与弓形杆8的左端焊接连接,弓形杆8的右侧上方焊接有u形铁块a11,垂直方向的连接杆10的末端与u形铁块a11通过螺栓螺母连接,连接杆10在u形铁块a11的两铁板间能够活动;连接杆10的顶端焊接连接有u形铁块b19,u形铁块b19与杠杆13的底部末端由螺栓螺母连接,在冷却水筒3的右侧偏上方的位置处,固定定连接着一水平方向上的固定板12,固定板12的外侧一端与杠杆13上的连接孔由螺栓螺母连接,杠杆13能够自由活动。
16.冷却水筒3左侧偏上方的位置处固定连接有水平方向的出水口15,冷却水筒3左侧偏下方的位置处固定连接由水平方向的入水口14;下法兰盘a2与下法兰盘b4之间设置有耐热丝绵垫,上法兰盘a5与上法兰盘b6之间也同样设置有耐热丝绵垫;紫铜内胆1为10mm厚铜板焊接的圆筒,上口内直径120mm,下口内直径135mm,呈倾斜状态;活塞7为带有塞头的椎体,塞头的直径与紫铜内胆1下口内直径相同。
17.使用时,下压杠杆13,通过连接杆10和弓形杆8在u形铁块a11和u形铁块b19活动连接的作用下,使活塞7的锥体状塞头进入到钢水出口18中,并塞住钢水出口18,钢液由钢水入口17注入至紫铜内胆1中,经冷却水筒3内的循环普通水液16冷却,约2~3分钟后钢液凝固成钢锭,提起杠杆13使活塞7的锥体状塞头拔出,钢锭在重力和倾斜圆筒状紫铜内胆1的作用下脱离紫铜内胆1,自由落下。
18.冷却水筒3为5mm厚的钢板焊接而成,内口直径500mm,普通水液16由入水口14注入经由冷却水筒3的循环,再由出水口15流出;立浇快脱式钢锭模整体高度为1.5米,紫铜内胆1为10mm厚铜板焊接的圆筒,钢水入口17的上口内直径120mm,钢水出口18的下口内直径135mm,这样呈斜度设计以提高脱模的效率;法兰盘2与法兰盘4之间和法兰盘7与法兰盘8之间均有耐热丝绵垫,防止液体渗漏;活塞7的锥体状塞头与紫铜内胆1下口内直径相同,能够有效的堵住钢液,不会有渗漏的情况出现。
技术特征:
1.一种立浇快脱式钢锭模具,包括紫铜内胆(1)、下法兰盘a(2)、冷却水筒(3)、下法兰盘b(4)、上法兰盘a(5)、上法兰盘b(6)、活塞(7)、弓形杆(8)、连接杆(10)和杠杆(13),其特征在于:冷却水筒(3)内部的紫铜内胆(1)分别与底部圆环形的下法兰盘a(2)、顶部圆环形的上法兰盘a(5)焊接为一体,圆柱形的冷却水筒(3)分别与其下方圆环形的下法兰盘b(4)、上方圆环形的上法兰盘b(6)焊接为一体,下法兰盘a(2)与下法兰盘b(4)通过螺栓螺母固定连接,上法兰盘a(5)与上法兰盘b(6)也同样通过螺栓螺母固定连接;在冷却水筒(3)的右侧偏下方的位置处,固定连接着两块水平方向上的平行铁板(9),弓形杆(8)的右侧夹在两块平行铁板(9)之间,弓形杆(8)的右侧顶部与两块平行铁板(9)的右端孔通过螺栓螺母连接,弓形杆(8) 能够活动;活塞(7)的尾部与弓形杆(8)的左端焊接连接,弓形杆(8)的右侧上方焊接有u形铁块a(11),垂直方向的连接杆(10)的末端与u形铁块a(11)通过螺栓螺母连接,连接杆(10)在u形铁块a(11)的两铁板间能够活动;连接杆(10)的顶端焊接连接有u形铁块b(19),u形铁块b(19)与杠杆(13)的底部末端由螺栓螺母连接,在冷却水筒(3)的右侧偏上方的位置处,固定定连接着一水平方向上的固定板(12),固定板(12)的外侧一端与杠杆(13)上的连接孔由螺栓螺母连接,杠杆(13)能够自由活动。2.根据权利要求1所述的一种立浇快脱式钢锭模具,其特征在于:冷却水筒(3)左侧偏上方的位置处固定连接有水平方向的出水口(15),冷却水筒(3)左侧偏下方的位置处固定连接由水平方向的入水口(14)。3.根据权利要求1所述的一种立浇快脱式钢锭模具,其特征在于:下法兰盘a(2)与下法兰盘b(4)之间设置有耐热丝绵垫,上法兰盘a(5)与上法兰盘b(6)之间也同样设置有耐热丝绵垫。4.根据权利要求1所述的一种立浇快脱式钢锭模具,其特征在于:紫铜内胆(1)为10mm厚铜板焊接的圆筒,上口内直径120mm,下口内直径135mm,呈倾斜状态。5.根据权利要求1所述的一种立浇快脱式钢锭模具,其特征在于:活塞(7)为带有塞头的椎体,塞头的直径与紫铜内胆(1)下口内直径相同。
技术总结
本实用新型公开了一种立浇快脱式钢锭模具,属于冶炼技术领域。它包括紫铜内胆、下法兰盘A、冷却水筒、下法兰盘B、上法兰盘A、上法兰盘B、活塞、弓形杆、连接杆和杠杆,紫铜内胆分别与下法兰盘A、上法兰盘A焊接,冷却水筒分别与其下法兰盘B、上法兰盘B焊接,下法兰盘A与下法兰盘B固定连接,上法兰盘A与上法兰盘B固定连接;活塞的尾部与弓形杆的左端焊接,弓形杆的右侧上方焊接有U形铁块A,连接杆的末端与U形铁块A连接;连接杆的顶端焊接有U形铁块B,U形铁块B与杠杆的底部末端连接,在冷却水筒的右侧偏上方的位置处,固定定连接着固定板,固定板的外侧与杠杆连接。本实用新型简化了生产工序,提高了生产效率,降低了生产成本。降低了生产成本。降低了生产成本。
技术研发人员:冯晶伟 郭志刚
受保护的技术使用者:黑龙江鑫源特钢有限公司
技术研发日:2021.07.30
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。