1.相关申请的交叉引用
2.本技术要求在韩国知识产权局于2019年12月19日提交的韩国专利申请第10
‑
2019
‑
0170941号和于2020年12月7日提交的韩国专利申请第10
‑
2020
‑
0169335号的权益,通过引用将上述韩国专利申请的全部公开内容结合在此。
3.本公开内容涉及一种电池模块和制造该电池模块的方法,更具体地,涉及一种通过焊接提高结合强度的电池模块和制造该电池模块的方法。
背景技术:
4.二次电池可容易应用于各种产品组并且具有诸如高能量密度之类的电特性,二次电池不仅普遍应用于便携式装置,而且还应用于由电驱动源驱动的电动车辆或混合动力电动车辆、能量储存系统等。因为这种二次电池提供了显著降低化石燃料使用的主要优点,而且也根本不会从能量的使用中产生副产物,所以这种二次电池作为用于提高能量效率的新的环境友好能源而受到关注。
5.小型移动装置针对每个装置使用一个或更多个电池单元,而诸如车辆之类的中型或大型装置需要高功率和大容量。因此,使用具有彼此电连接的多个电池单元的中型或大型电池模块。
6.中型或大型电池模块优选被制造为具有尽可能小的尺寸和重量。因此,通常使用能够以高集成度堆叠并且具有较小的相对于容量的重量的棱柱形电池、袋形电池等作为中型或大型电池模块的电池单元。另外,为了保护电池单元堆叠体免受外部冲击、热量或振动影响,电池模块可包括前表面和后表面敞开以便将电池单元堆叠体容纳在内部空间中的模块框架、以及覆盖模块框架的前表面和后表面的端板。
7.为了由金属形成的模块框架与端板之间的结合,可执行焊接工序。图1是图解根据相关技术的电池模块的透视图。图2是图解图1的电池模块的分解透视图。图3是图解在图1的电池模块中通过焊接在模块框架与端板之间进行结合的示意图。
8.参照图1和图2,电池模块10包括:包括一个或更多个电池单元的电池单元堆叠体(未示出);用于容纳电池单元堆叠体的模块框架20,模块框架20的彼此面对的前表面23和后表面24敞开;以及分别覆盖模块框架20的前表面23和后表面24的端板30。
9.更详细地说,模块框架20可具有其前表面23和后表面24是敞开的矩形金属板形状,并且模块框架20包括构成前表面23的四个边缘21和构成后表面24的四个边缘22。
10.然而,参照图3中所示的区域,会发生其中留在模块框架20或端板30的金属内部的压缩孔隙在焊接期间朝向外部爆开的气孔(blow hole)现象,这导致焊接可靠性降低。此外,构成模块框架20和端板30的材料的表面反射率较高,因而结合强度下降。
技术实现要素:
11.技术问题
12.本公开内容的目的是提供一种通过焊接提高结合强度的电池模块和制造该电池模块的方法。
13.然而,本公开内容的实施方式的目的不限于上述目的,可在本公开内容包括的技术构思的范围内进行各种扩展。
14.技术方案
15.根据本公开内容的一个实施方式,提供了一种结合结构,包括:彼此相邻的第一构件和第二构件,其中所述第一构件和所述第二构件彼此焊接结合,其中以所述第一构件和所述第二构件的结合表面为基准,所述第一构件和所述第二构件的焊接部包括形成在所述第一构件中的第一焊接部和形成在所述第二构件中的第二焊接部,并且其中所述第一焊接部和所述第二焊接部具有相互不对称的形状。
16.所述第二焊接部的垂直截面的曲线可包括拐点。
17.所述第一构件可以是挤压材料部件或板材部件,并且所述第二构件可以是压铸(die
‑
casting)部件。
18.所述第一焊接部和所述第二焊接部的不对称形状可以是以与焊接前进方向垂直的平面为基准定义的。
19.所述第一构件和所述第二构件可具有相互不同的物理特性。
20.根据本公开内容的另一个实施方式,提供了一种电池模块,包括:包括多个电池单元的电池单元堆叠体;模块框架,所述模块框架容纳多个电池单元堆叠体,并且所述模块框架的彼此面对的一侧和另一侧敞开;和端板,所述端板在所述模块框架的所述一侧和所述另一侧上通过焊接结合至所述模块框架,其中以所述模块框架和所述端板的结合表面为基准,所述模块框架和所述端板的焊接部包括形成在所述模块框架中的第一焊接部和形成在所述端板中的第二焊接部,并且其中所述第一焊接部和所述第二焊接部具有相互不对称的形状。
21.所述第二焊接部的垂直截面的曲线可包括拐点。
22.所述模块框架可以是挤压材料部件或板材部件,并且所述端板可以是压铸(die
‑
casting)部件。
23.所述第一焊接部和所述第二焊接部的不对称形状可以是以与焊接前进方向垂直的平面为基准定义的。
24.所述模块框架可包括形成在与所述端板结合的部分中的第一接合表面,所述端板可包括与所述第一接合表面对应并且形成在与所述模块框架结合的部分中的第二接合表面,并且在所述第一接合表面和所述第二接合表面的至少一个中可形成有凹陷部分。
25.所述凹陷部分可在与所述第一接合表面或所述第二接合表面垂直的方向上凹陷。
26.所述凹陷部分可与所述第一接合表面的外周边缘或所述第二接合表面的外周边缘分隔开。
27.所述端板可进一步包括突出部,所述突出部相比所述第二接合表面更靠近所述端板的中央的一侧,并且朝向所述模块框架延伸。
28.根据本公开内容的另一个实施方式,提供了一种制造电池模块的方法,所述方法包括以下步骤:将包括多个电池单元的电池单元堆叠体安装在彼此面对的一侧和另一侧是敞开的模块框架上;和在所述模块框架的所述一侧和所述另一侧上将端板与所述模块框架
结合,其中将所述端板与所述模块框架结合的步骤使用8字形摆动图案(snowman wobble pattern)的焊接方法。
29.所述8字形摆动图案的焊接方法包括双重摆动图案,并且施加至所述模块框架的焊接能量密度可大于施加至所述端板的焊接能量密度。
30.施加至所述模块框架的所述双重摆动图案的焊束可以是圆形的,并且施加至所述端板的所述双重摆动图案的焊束可以是椭圆形的。
31.根据本公开内容的又一个实施方式,提供了一种上述电池模块的电池组。
32.有益效果
33.根据本公开内容的实施方式,当通过焊接结合的部件由相互不同的材料形成时,可通过使用具有双重摆动图案(double wobble pattern)的焊接方法来提高结合强度。
附图说明
34.图1是图解根据相关技术的电池模块的透视图;
35.图2是图解图1的电池模块的分解透视图;
36.图3是图解在图1的电池模块中通过焊接在模块框架与端板之间进行结合的示意图;
37.图4是图解根据本公开内容一实施方式的具有模块框架的电池模块的透视图;
38.图5是图解应用于根据比较例的焊接方法的摆动图案的示图;
39.图6是图解当通过具有图5的摆动图案的焊接方法制造图3中所示的电池模块时,熔池表现的示图;
40.图7是图解应用于根据本公开内容实施方式的焊接方法的摆动图案的示图;
41.图8是图解使用具有图7的摆动图案的焊接方法制造图4中所示的电池模块的方法的示图;
42.图9是图解当通过具有图8的摆动图案的焊接方法制造图8中所示的电池模块时,熔池表现的示图;
43.图10是图解根据本公开内容另一实施方式的电池模块的局部透视图;
44.图11是图解根据本公开内容另一实施方式的电池模块的局部透视图。
具体实施方式
45.下文中,将参照附图详细地描述本公开内容的各实施方式,使得本领域技术人员能够容易地实现它们。本公开内容可以以各种不同的方式修改,不限于在此阐述的实施方式。
46.将省略与描述无关的部分,以清楚地描述本公开内容,并且在整个申请中相似的参考标号表示相似的元件。
47.此外,在附图中,为了便于描述,任意地示出了每个元件的尺寸和厚度,本公开内容不必限于附图中示出的那些。在附图中,为了清楚起见,夸大了层、区域等的厚度。在附图中,为了便于描述,一些层和区域的厚度被夸大地示出。
48.此外,将理解的是,当诸如层、膜、区域或板之类的元件被称为在另一元件“上”或“上方”时,所述元件可直接在所述另一元件上或者也可存在中间元件。相反,当一元件被称
为“直接在”另一元件“上”时,这意味着不存在其他中间元件。此外,词语“在
…
上”或“在
…
上方”是指设置在基准部分上方或下方,并不一定是指设置在基准部分的朝向重力的相反方向的上端。
49.此外,在整个申请中,当一部分被称为“包括”某一部件时,这意味着该部分可进一步包括其他部件,而不排除其他部件,除非另有说明。
50.此外,在整个申请中,当称“平面”时,是指当从上侧观看目标部分时,当称“截面”时,是指当从垂直切割的截面的一侧观看目标部分时。
51.图4是是图解根据本公开内容一实施方式的具有模块框架的电池模块的透视图。
52.参照图4,根据本实施方式的电池模块包括:模块框架500,模块框架500的在一个方向上彼此面对的一侧和另一侧敞开;和端板150,端板150在模块框架500的一侧和另一侧上结合至模块框架500。除沿y轴方向敞开的两侧之外,模块框架500覆盖通过堆叠多个电池单元而形成的电池单元堆叠体。
53.根据本实施方式的模块框架500可包括u形框架300和覆盖u形框架300的敞开上部的上板400。端板150可包括覆盖模块框架500的一侧的前表面板150a和覆盖模块框架500的另一侧的后表面板150b。
54.为了形成电池模块,在将电池单元堆叠体安装在模块框架500内部的状态下对齐模块框架500和端板150之后,可在模块框架500的限定出敞开的一侧和另一侧的边缘部分处彼此焊接结合前表面板150a和后表面板150b。如图4中所示,焊接的结合部(cp)可总共由10个部分形成。根据本实施方式,在结合部(cp)之中,可通过使用8字形摆动图案(snowman wobble pattern)的焊接方法来形成其中具有相互不同物理特性的模块框架500和端板150被进行焊接的结合部(cp)。在此,物理特性可以是物质的电、磁、光、机械或热特性的统称。例如,具有相互不同物理特性可指表面反射率不同的情况。
55.下文中,通过将比较例和实施方式进行比较来详细地描述本公开内容中所述的8字形摆动图案的焊接方法。
56.图5是图解应用于根据比较例的焊接方法的摆动图案的示图。图6是图解当通过具有图5的摆动图案的焊接方法制造图3中所示的电池模块时,熔池(molten pool)表现的示图。
57.参照图5和图6,根据比较例的激光摆动图案具有仅重复一个圆形的图案。圆形图案的摆动参数可通过半径值r进行调整,并且可沿着焊接前进方向以一个轴为基准形成圆形图案。根据比较例的熔池可具有大致对称的截面结构。当通过具有根据比较例的激光摆动图案的焊接方法焊接如图3中的具有高反射率表面的材料时,无法正确地执行焊接或者焊接导致的结合水平会降低。参照图3和图6,根据比较例的模块框架20可由诸如铝板材料或挤压材料之类的高反射率材料形成。此外,通过焊接与模块框架20结合的端板30可以是压铸产品,在焊接压铸产品时,由于留在压铸产品中的氢等而可能在焊缝中产生大量的气孔或烧穿(burn through)、飞溅(spatter)。因为应用根据比较例的焊接方法的端板30的穿透深度h1较大,所以会容易引起留在模块框架20或端板30的金属内部的压缩孔隙(pore)或气孔(blow hole)。
58.图7是图解应用于根据本公开内容实施方式的焊接方法的摆动图案的示图。图8是图解使用具有图7的摆动图案的焊接方法制造图4中所示的电池模块的方法的示图。图9是
图解当通过具有图8的摆动图案的焊接方法制造图8中所示的电池模块时,熔池表现的示图。
59.参照图7,应用于根据本实施方式的焊接方法的摆动图案包括8字形摆动图案(snowman wobble pattern)。在按照图7中示出的编号1至编号9的顺序绘制8字形摆动图案的同时,通过重复8字形摆动图案来形成键孔(keyhole)。在8字形摆动图案中,两个圆形分别具有摆动参数r1和r2,并且可调整摆动参数,使得可对具有相互不同物理特性的部件不同地施加能量密度。更详细地说,由于摆动参数r1具有r
1a
和r
1b
,所以8字形摆动图案不仅可以是圆形的,还可以是椭圆形的,并且由于摆动参数r2也具有r
2a
和r
2b
,所以8字形摆动图案不仅可以是圆形的,还可以是椭圆形的。
60.下文中,将描述通过应用根据本实施方式的焊接方法来制造电池模块的方法。
61.参照图4、图7和图8,根据本实施方式的制造电池模块的方法包括以下步骤:将包括多个电池单元的电池单元堆叠体安装在彼此面对的一侧和另一侧是敞开的模块框架500上;和在模块框架500的一侧和另一侧上将端板150与模块框架500结合。在此,将端板150与模块框架500结合的步骤使用8字形摆动图案(snowman wobble pattern)的焊接方法。8字形摆动图案可包括双重摆动图案,双重摆动图案被设计成使得施加至模块框架500中所包括的上板400的焊接能量密度大于施加至端板150的焊接能量密度。
62.根据本实施方式,施加至模块框架500的双重摆动图案的焊束可以是圆形的,而施加至端板150的双重摆动图案的焊束可以是椭圆形的。详细地说,在施加至模块框架500的双重摆动图案的焊束中摆动参数r
1a
和r
1b
彼此相同,而在施加至端板150的双重摆动图案的焊束中摆动参数r
2a
和r
2b
彼此不同,并且r
2a
和r
2b
中的至少一个可具有比r
1a
或r
1b
大的值。以这种方式,通过将焊束的形状调整为彼此不同来形成双重摆动图案,以使得施加至彼此焊接结合的具有相互不同物理特性的两个部件的能量密度不同。特别是,可使施加至高反射率的模块框架500中所包括的上板400的表面的焊束的摆动参数较小,以增加能量密度,从而通过抑制激光束反射而防止弱焊接。
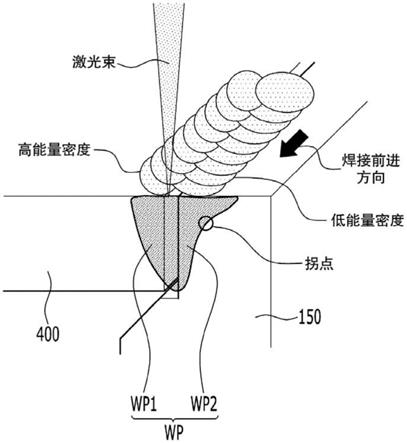
63.相比之下,如图9中所示,可使施加至作为压铸产品的端板150的表面的焊束的摆动参数较大,以减小能量密度,从而形成具有较小穿透深度h2和更大面积的熔池。因此,因为空气容易逸出并且防止在熔池的深部中流出氢,所以能够限制气孔。此外,因为根据本实施方式的双重摆动图案具有添加了编织(weaving)的形式,所以对通过焊接结合的部件之间的间隙(gap)或错位(mis
‑
alignment)的响应能力也优于比较例。
64.到目前为止,虽然已经描述了通过调整摆动参数利用摆动图案的形状和面积来调整能量密度,但是除了上述描述之外,还可通过调整焊束的移动速度来调整能量密度。此外,可同时调整摆动图案的形状和面积以及焊束的移动速度,从而调节能量密度。
65.下文中,将另外描述通过应用根据上述实施方式的8字形摆动图案的焊接方法形成的电池模块。
66.参照图4、图8和图9,以模块框架500和端板150的结合表面为基准,模块框架500和端板150的焊接部wp包括形成在模块框架500中的第一焊接部wp1和形成在端板150中的第二焊接部wp2。在此,第一焊接部wp1和第二焊接部wp2具有相互不对称的形状。第一焊接部wp1和第二焊接部wp2的不对称形状可以是以与焊接前进的x轴方向垂直的平面为基准定义的。根据本实施方式,第二焊接部wp2的垂直截面的曲线可包括拐点。如图9中所示,第二焊
接部wp2的垂直截面是与熔池(molten pool)的yz平面平行的垂直截面。
67.虽然上面已经针对u形模块框架进行了描述,但是在单体框架的情况下也会出现相同的问题,单体框架具有这样的形状,即,单体框架在图4的y轴方向上的一侧和另一侧敞开并且单体框架的四个表面彼此一体连接。在此,除u形模块框架中的u形框架与上板的两个结合部之外,可在单体框架中形成总共八个焊接结合部。
68.图10是图解根据本公开内容另一实施方式的电池模块的局部透视图。
69.参照图10,模块框架中所包括的上板400包括形成在边缘部分411处的第一接合表面430,边缘部分411分别限定出图4中的模块框架500的敞开的一侧和另一侧,端板150包括与第一接合表面430接合的第二接合表面330。
70.模块框架500和端板150可包括具有相互不同物理特性的金属,并且第一接合表面430和第二接合表面330可彼此焊接结合,以便将由金属形成的模块框架500和端板150接合。根据本实施方式,可在第二接合表面330中形成凹陷部分340。详细地说,凹陷部分340可在与第二接合表面330垂直的方向上凹陷,并且可形成为沿着图4的x轴方向延伸的结构。就是说,凹陷部分340可提供供气体在第一接合表面430与第二接合表面330之间移动的通道。
71.为了制造端板150,可使用压铸(die
‑
casting)工艺,在该工艺期间会在端板150的内部中形成压缩孔隙。在此,当未形成凹陷部分340时,会发生压缩孔隙在焊接期间朝向电池模块的外部方向爆开的气孔(blow hole)现象,从而降低焊接可靠性。然而,根据本实施方式,因为凹陷部分340具有沿着x轴方向延伸的结构,所以金属内部的压缩孔隙可被引导,从而沿着x轴方向移动。因此,可最终防止压缩孔隙朝向第一接合表面430和第二接合表面330的接合表面的外部爆开的气孔现象,从而提高模块框架500与端板150之间的焊接接合力。
72.优选的是,凹陷部分340与第二接合表面330的外围边缘间隔开。其中,优选的是,凹陷部分340与第二接合表面330的边缘中的位于上部的边缘、即暴露到电池模块的外部的边缘间隔开。否则,由于凹陷部分340与电池模块的外部相邻,所以无法防止在凹陷部分340内的空间中移动的气体爆开到外部。
73.如图10中所示,根据本实施方式的端板150可进一步包括朝向模块框架500突出的突出部350。突出部350可以是沿着与端板150的边缘平行的方向延伸的形状。就是说,突出部350可以是沿着第一接合表面430和第二接合表面330进行焊接结合的区域连续的形状。
74.当模块框架500结合至端板150时,突出部350插入到模块框架500的敞开的前表面中,使得模块框架500和端板150可彼此结合而没有任何错位。此外,因为由于突出部350,在第一接合表面430和第二接合表面330彼此接触而没有任何错位的状态下进行焊接,所以可更容易执行焊接。此外,可防止由于产生的热量而导致的焊接区域中的变形,即使发生轻微变形,也可防止焊接区域中的变形或突出的部分影响模块框架500内部的电池单元或器件。
75.图11是图解根据本公开内容另一实施方式的电池模块的局部透视图。图11中所示的实施方式的内容与图10中描述的实施方式的内容大部分相同,在下文中将只描述不同的部分。
76.与图10的实施方式不同,参照图11,可在第一接合表面430中形成凹陷部分440。凹陷部分440可在与第一接合表面430垂直的方向上凹陷,并且可形成为沿着图4的x轴方向延伸的结构。本实施方式的凹陷部分440也可提供供气体在第一接合表面430与第二接合表面
330之间移动的通道。
77.除了上述不同以外,参照图10描述的所有内容均可适用于本实施方式。
78.8字形摆动图案的焊接方法应用于模块框架和端板的结合,但是本公开内容不限于此,其可应用于具有相互不同物理特性的部件的焊接结合。例如,在包括具有相互不同物理特性的第一构件和第二构件的结合结构中,可应用上述8字形摆动图案的焊接方法来通过焊接结合第一构件和第二构件。以第一构件和第二构件的结合表面为基准,第一构件和第二构件的焊接部包括形成在第一构件中的第一焊接部和形成在第二构件中的第二焊接部。在此,第一焊接部和第二焊接部具有相互不对称的形状,第一焊接部和第二焊接部的不对称形状可以是以与焊接前进方向垂直的平面为基准定义的。第二焊接部的垂直截面的曲线可包括拐点。
79.根据本公开内容另一实施方式的结合结构可包括具有相同物理特性的第一构件和第二构件,并且可应用上述8字形摆动图案的焊接方法来通过焊接结合第一构件和第二构件。在此,第一构件和第二构件的厚度可不同。以这种方式,当第一构件和第二构件的厚度不同时,可通过根据厚度控制穿透深度和焊缝宽度来将它们彼此焊接结合。
80.另一方面,可将根据本公开内容实施方式的电池模块中的一个或更多个封装在电池组壳体中,以形成电池组。
81.上述电池模块和电池组可应用于各种装置。这些装置可应用于诸如电动自行车、电动汽车、混合动力汽车之类的交通工具,但是本公开内容不限于此,可应用于能够使用上述电池模块和包括该电池模块的电池组的各种装置,这也属于本公开内容的范围。
82.尽管上面已经详细描述了本公开内容的优选实施方式,但是本公开内容的范围不限于此,本领域技术人员使用在以下权利要求书中限定的本公开内容的基本构思而进行的各种修改和改进也属于权利的范围。
83.参考标号说明
84.150:端板
85.300:u形框架
86.340:凹陷部分
87.400:上板
88.500:模块框架
89.wp:焊接部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。