1.本发明涉及电池支架结构。
背景技术:
2.电动车是一种依靠电池模块提供动力来驱动的常用代步工具,极大的方便了人们的短途出行,常见的具体类型有电动自行车、电动摩托车、电动平衡独轮车等。电池模块是由多个电池组装在一起形成的,但现有电池模块的组装生产工艺存在着耗时费力、生产效率低的缺点。
技术实现要素:
3.根据本发明的一个方面,为了克服上述现有技术的至少一个缺陷,提供了一种电池支架结构,其包括:第一框架和第二框架;其中,第一框架和第二框架间隔相对设置,以在第一框架和第二框架之间形成有电池安装空间;第一框架上设有多个第一电池安装位,第二框架上设有与多个第一电池安装位一一对应的多个第二电池安装位,以使得电池的两端能够分别安装在第一电池安装位和第二电池安装位。
4.这样,在组装电池时,在机械手或者工装夹具的辅助下,将多个电池的第一端按照预设顺序分别安装到第一框架上的多个第一电池安装位上,然后再将第二框架朝第一框架移动,使得多个电池的第二端被安装到第二框架上的多个第二电池安装位上,实现了电池模块的自动化组装,无需人工排列拼凑组装,提高了生产效率。
5.在一些实施方式中,第一电池安装位均为形成在第一框架上的第一安装槽,第二电池安装位均为形成在第二框架上的第二安装槽。
6.这样,电池的第一端通过插入到第一安装槽内,实现了安装在第一框架上,电池的第二端通过插入到第二安装槽内,实现了安装在第二框架上。
7.根据本发明的另一个方面,还提供一种电池模块,包括:电池支架结构和多个电池;多个电池与多个第一电池安装位和多个第二电池安装位一一对应;电池的两端分别安装在对应的第一电池安装位和第二电池安装位。
8.这样,在生产组装本电池模块时,在机械手或者工装夹具的辅助下,将多个电池的第一端按照预设顺序分别安装到第一框架上的多个第一电池安装位上,然后再将第二框架朝第一框架移动,使得多个电池的第二端被安装到第二框架上的多个第二电池安装位上,实现了电池模块的自动化组装,无需人工排列拼凑组装,提高了生产效率,降低了电池模块的生产成本,提供了产品的市场竞争力。
9.在一些实施方式中,第一框架上均设有与第一电池安装位相贯通的第一贯通孔,第二框架上均设有与第二电池安装位相贯通的第二贯通孔,以使得当电池安装在电池支架结构上时,电池的两极能够分别通过第一贯通孔和第二贯通孔与外界相通。
10.这样,在组装生产时,由于电池的两极分别通过第一贯通孔和第二贯通孔与外界相通,那么焊接机械手可以分别通过第一贯通孔和第二贯通孔对电池的两极进行焊接做
业,为自动化生产提供了基础。
11.在一些实施方式中,还包括多个电池连接件,多个电池连接件设置成将多个电池的电极进行电连接,并在电池模块上形成有正极端子和负极端子。
12.这样,通过多个电池连接件来将多个电池的电极进行电连接,并在电池模块上形成有正极端子和负极端子,使得电池模块可以通过正极端子和负极端子充电或者放电,同时,由于组装好的电池模块只需要通过正极端子和负极端子与外界进行电传输连接,那么在密封包装时只需将正极端子和负极端子漏出在外即可,为密封包装提供了便利。
13.在一些实施方式中,还包括集成电路板,正极端子和负极端子均电连接设置在集成电路板上。
14.这样,通过将正极端子和负极端子电连接设置在集成电路板上,在组装时,无需人工接线焊接,进一步提高了生产效率。
附图说明
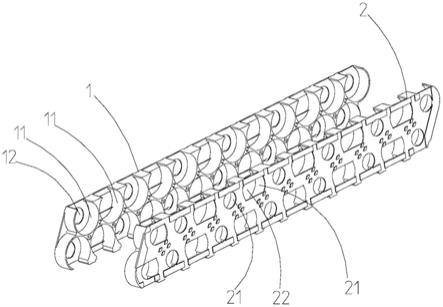
15.图1为本发明一种实施方式的电池支架结构的示意图;
16.图2为多个电池安装在图1所示的电池支架结构上的示意图;
17.图3为图2中多个电池与电池支架结构的分解状态示意图;
18.图4为包含有图1所示的电池支架结构的电池模块的示意图;
19.图5为图4所示电池模块的分解状态示意图。
20.附图标识:1-第一框架、11-第一电池安装位、12-第一贯通孔、2 -第二框架、21-第二电池安装位、22-第二贯通孔、3-电池模块、4-电池、5-电池连接件、6-集成电路板
具体实施方式
21.下面结合附图对本发明作进一步详细的说明。
22.如图1~3所示,电池支架结构包括:第一框架1和第二框架2;其中,第一框架1和第二框架2间隔相对设置,以在第一框架1和第二框架2之间形成有电池安装空间;第一框架1上设有多个第一电池安装位11,第二框架2上设有与多个第一电池安装位11一一对应的多个第二电池安装位 21,以使得电池4的两端能够分别安装在第一电池安装位11和第二电池安装位21。
23.这样,在组装电池时,在机械手或者工装夹具的辅助下,将多个电池4 的第一端按照预设顺序分别安装到第一框架1上的多个第一电池安装位11 上,然后再将第二框架2朝第一框架1移动,使得多个电池的第二端被安装到第二框架2上的多个第二电池安装位21上,实现了电池模块3的自动化组装,无需人工排列拼凑组装,提高了生产效率。
24.在本实施例中,第一电池安装位11均为形成在第一框架1上的第一安装槽,第二电池安装位21均为形成在第二框架2上的第二安装槽。这样,电池4的第一端通过插入到第一安装槽内,实现了安装在第一框架1上,电池4的第二端通过插入到第二安装槽内,实现了安装在第二框架2上。在其他实施方式中,第一电池安装位11和第二电池安装位21的具体结构还可以根据实际情况进行适宜性调整,只要是能够实现将电池4的两端分别安装在第一框架1和第二框架2上皆可。
25.如图1~5所示,在本实施例中,根据本发明的另一个方面,还提供一种电池模块3,包括:电池支架结构和多个电池;多个电池与多个第一电池安装位11和多个第二电池安装位21一一对应;电池4的两端分别安装在对应的第一电池安装位11和第二电池安装位21。这样,在生产组装本电池模块3时,在机械手或者工装夹具的辅助下,将多个电池的第一端按照预设顺序分别安装到第一框架1上的多个第一电池安装位11上,然后再将第二框架2朝第一框架1移动,使得多个电池的第二端被安装到第二框架2 上的多个第二电池安装位21上,实现了电池模块3的自动化组装,无需人工排列拼凑组装,提高了生产效率,降低了电池模块3的生产成本,提供了产品的市场竞争力。
26.在本实施例中,第一框架1上均设有与第一电池安装位11相贯通的第一贯通孔12,第二框架2上均设有与第二电池安装位21相贯通的第二贯通孔22,以使得当电池安装在电池支架结构上时,电池4的两极能够分别通过第一贯通孔12和第二贯通孔22与外界相通。这样,在组装生产时,由于电池4的两极分别通过第一贯通孔12和第二贯通孔22与外界相通,那么焊接机械手可以分别通过第一贯通孔12和第二贯通孔22对电池4的两极进行焊接做业,为自动化生产提供了基础。
27.在本实施例中,还包括多个电池连接件5,多个电池连接件5设置成将多个电池的电极进行电连接,并在电池模块3上形成有正极端子和负极端子。这样,通过多个电池连接件5来将多个电池的电极进行电连接,并在电池模块3上形成有正极端子和负极端子,使得电池模块3可以通过正极端子和负极端子充电或者放电,同时,由于组装好的电池模块3只需要通过正极端子和负极端子与外界进行电传输连接,那么在密封包装时只需将正极端子和负极端子漏出在外即可,为密封包装提供了便利。
28.在本实施例中,还包括集成电路板6,正极端子和负极端子均电连接设置在集成电路板6上。这样,通过将正极端子和负极端子电连接设置在集成电路板6上,在组装时,无需人工接线焊接,进一步提高了生产效率。
29.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。