1.本实用新型涉及弯弧设备技术领域,尤其是一种辊轧弯弧成型工装。
背景技术:
2.辊轧工艺为汽车零件制造常见金属加工工艺,常见于窗框导轨导槽等等截面导向类零件,其具有成型尺寸稳定、加工速度快、人员投入较少等优点。但是,仅仅是等截面的直条型零件不能很好地与车身匹配,无法适用于车身;对于有弧度要求的产品,在辊轧获得等截面零件后还需要进行二次加工才能满足弧度要求。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的辊轧弯弧成型工装,从而实现了等截面产品的弧度成型,并且成型省力快捷方便,调节灵活可靠,效率高,实用性好。
4.本实用新型所采用的技术方案如下:
5.一种辊轧弯弧成型工装,包括底板,底板上呈弧形排列安装有多组弯弧组件;
6.单组弯弧组件的结构为:包括与底板固定锁装的弧度调节板,弧度调节板上安装有下板,下板上左右间隔安装有相互平行的立板,两个立板顶部共同安装有上板,下板、两个立板和上板共同构成框型结构的支撑架;所述支撑架内部上下左右内侧面分别转动安装有辊轮,四个辊轮呈十字形结构布置,四个辊轮内端头均与产品贴紧;
7.产品沿长度方向依次穿过多组弯弧组件的四个辊轮之间。
8.作为上述技术方案的进一步改进:
9.所述上板和下板相对的内侧面安装有对称设置的辊轮座,上方和下方的两个辊轮分别通过转轴转动安装于两个辊轮座上。
10.两个立板内侧分别安装有上下间隔布置的移动板,左侧和右侧的两个辊轮分别通过转轴转动安装于对应的上下两个移动板之间。
11.上板底面和下板顶面分别安装有与移动板一一对应的固定板,移动板在压紧驱动组件推动下、经导向槽导向相对于对应的固定板移动。
12.所述压紧驱动组件的结构为:包括固装于立板外侧面的螺杆座一,从外向内依次贯穿螺杆座一安装有螺杆一,螺杆一内端头伸至移动板内并螺旋连接,位于螺杆座一两侧的螺杆一上均沿着周向延伸有止位环。
13.还包括带动下板相对于弧度调节板水平移动的平移驱动组件。
14.所述平移驱动组件的结构为:包括安装于弧度调节板上的螺杆座二,贯穿螺杆座二安装有螺杆二,螺杆二内端头伸至下板内并螺旋连接,位于螺杆座二两侧的螺杆二上均沿着周向延伸有止位环;所述下板底面还开有条形槽,条形槽的长度方向与螺杆二的轴向一致;所述弧度调节板顶面的中部通过键槽嵌装有导向键,导向键容纳于条形槽中并相对移动。
15.所述弧度调节板的一端分别开设有圆孔,并经圆孔与底板通过紧固件锁装,多组弯弧组件的圆孔圆心位于同一圆周面上;所述弧度调节板另一端均开设有弧形槽,多组弯弧组件的弧形槽均位于同一圆周面上。
16.所述圆孔圆心所在的圆周面与弧形槽所在的圆周面同心布置。
17.左右两个辊轮的外圆周面分别沿着周向内凹构成内凹弧形结构,上下两个辊轮的外圆周分别沿着周向向外凸出呈外凸环形结构;上下两个辊轮的外凸环形结构共同伸至左右两个辊轮的内凹弧形结构间隔之间,共同构成与产品截面相配的、供产品前后穿过的h型间隙。
18.本实用新型的有益效果如下:
19.本实用新型结构紧凑、合理,操作方便,辊轧之后的等截面长条零件沿着其长度方向依次穿过多组弯弧组件的四个辊轮间隔之间,从而实现辊轧后等截面零件的弧形成型,成型快捷;并能通过多组弯弧组件中弧度调节板与底板之间安装角度的单独调节,实现弧形角度的调节,简单方便,调节灵活可靠,实用性好;该弯弧成型工装可直接布置于辊轧工序之后,从而有效减少工序流转,减少人员投入,适用性好。
附图说明
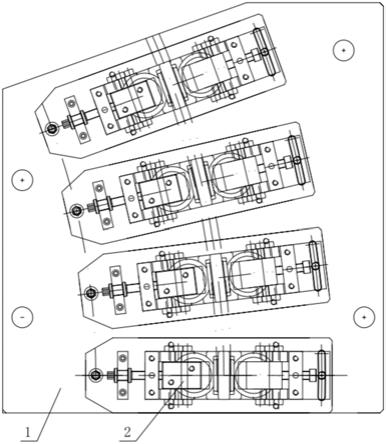
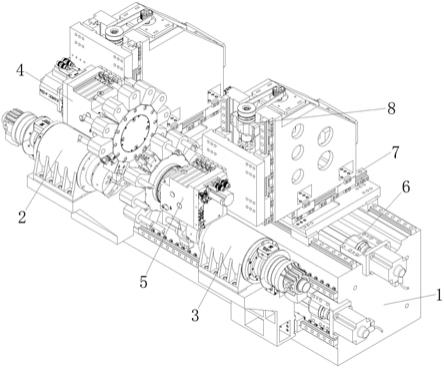
20.图1为本实用新型的结构示意图。
21.图2为本实用新型弯弧组件的结构示意图。
22.图3为本实用新型四组滚轮与产品间的位置示意图。
23.图4为本实用新型弧度调节板的结构示意图。
24.其中:1、底板;2、弯弧组件;3、产品;
25.20、弧度调节板;21、导向键;22、平移驱动组件;23、压紧驱动组件;24、辊轮;25、上板;26、立板;27、移动板;28、固定板;29、辊轮座;201、圆孔;202、键槽;203、弧形槽;221、螺杆二;222、螺杆座二;231、螺杆一;232、螺杆座一;241、转轴;242、内凹弧形结构;243、外凸环形结构;291、下板。
具体实施方式
26.下面结合附图,说明本实用新型的具体实施方式。
27.如图1所示,本实施例的一种辊轧弯弧成型工装,包括底板1,底板1上呈弧形排列安装有多组弯弧组件2;
28.如图2所示,单组弯弧组件2的结构为:包括与底板1固定锁装的弧度调节板20,弧度调节板20上安装有下板291,下板291上左右间隔安装有相互平行的立板26,两个立板26顶部共同安装有上板25,下板291、两个立板26和上板25共同构成框型结构的支撑架;支撑架内部上下左右内侧面分别转动安装有辊轮24,四个辊轮24呈十字形结构布置,四个辊轮24内端头均与产品3贴紧;
29.产品3沿长度方向依次穿过多组弯弧组件2的四个辊轮24之间,如图3所示,从而实现辊轧后等截面零件的弧形成型,成型快捷。
30.上板25和下板291相对的内侧面安装有对称设置的辊轮座29,上方和下方的两个辊轮24分别通过转轴241转动安装于两个辊轮座29上,辊轮座29呈u型结构,辊轮24安装于
辊轮座29内部,辊轮24圆周面向外突出于辊轮座29开口处。
31.两个立板26内侧分别安装有上下间隔布置的移动板27,左侧和右侧的两个辊轮24分别通过转轴241转动安装于对应的上下两个移动板27之间。
32.上板25底面和下板291顶面分别安装有与移动板27一一对应的固定板28,移动板27在压紧驱动组件23推动下、经导向槽导向相对于对应的固定板28移动。
33.压紧驱动组件23的结构为:包括固装于立板26外侧面的螺杆座一232,从外向内依次贯穿螺杆座一232安装有螺杆一231,螺杆一231内端头伸至移动板27内并螺旋连接,位于螺杆座一232两侧的螺杆一231上均沿着周向延伸有止位环,止位环的存在使得螺杆一231相对于螺杆座一232仅有转动自由度,而轴向移动则被限制;施力于螺杆一231外端头使其转动,转动的螺杆一231相对于移动板27旋入或旋出,由于螺杆一231轴向被止位环限制无法移动,从而使得与其螺旋配合的移动板27向左或向右移动,实现左右两个辊轮24在水平方向的调节,使得两个辊轮24相互靠近或远离,即向着产品3壁面的方向贴紧或是背离松开。
34.还包括带动下板291相对于弧度调节板20水平移动的平移驱动组件22。
35.平移驱动组件22的结构为:包括安装于弧度调节板20上的螺杆座二222,贯穿螺杆座二222安装有螺杆二221,螺杆二221内端头伸至下板291内并螺旋连接,位于螺杆座二222两侧的螺杆二221上均沿着周向延伸有止位环;下板291底面还开有条形槽,条形槽的长度方向与螺杆二221的轴向一致;弧度调节板20顶面的中部通过键槽202嵌装有导向键21,导向键21容纳于条形槽中并相对移动;
36.施力于螺杆二221,外端头使其转动,转动的螺杆二221相对于下板291旋入或旋出,由于螺杆二221轴向被止位环限制无法相对于螺杆座二222移动,从而使得与其螺旋配合的下板291向左或向右移动,实现产品弯弧径向距离上的调节。
37.如图4所示,弧度调节板20的一端分别开设有圆孔201,并经圆孔201与底板1通过紧固件锁装,多组弯弧组件2的圆孔201圆心位于同一圆周面上;弧度调节板20另一端均开设有弧形槽203,多组弯弧组件2的弧形槽203均位于同一圆周面上;弧形槽203的存在,经多组弯弧组件2中弧度调节板20与底板1之间安装角度的单独调节,实现弧形角度的调节,简单方便,调节灵活可靠。
38.圆孔201圆心所在的圆周面与弧形槽203所在的圆周面同心布置。
39.左右两个辊轮24的外圆周面分别沿着周向内凹构成内凹弧形结构242,上下两个辊轮24的外圆周分别沿着周向向外凸出呈外凸环形结构243;上下两个辊轮24的外凸环形结构243共同伸至左右两个辊轮24的内凹弧形结构242间隔之间,共同构成与产品3截面相配的、供产品3前后穿过的h型间隙。
40.本实施例的弯弧成型工装可直接布置于辊轧工序之后,从而有效减少工序流转,减少人员投入,适用性好。
41.本实用新型的工作原理为:
42.产品3从后向前依次经多组弯弧组件2的四个辊轮24之间h型间隙中穿过,产品3在外部动力驱动下持续传动;在该过程中,单个弯弧组件2中四个辊轮24的圆周面与产品3侧面保持贴紧状态,辊轮24在摩擦力的作用下自转动,通过各组弯弧组件2中辊轮24的圆周面向贴合的产品3侧面施力,从而使得产品3受力成型为弧形。
43.本实用新型操作简单,使用方便可靠,调节灵活,适用性好,并且成型快捷,效率高,实用性好。
44.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。