1.本实用新型实施例涉及机器人技术,尤其涉及一种组队焊接机器人系统。
背景技术:
2.大型结构焊接经常需要多个焊接机器人同时工作来减少工程施工时间,提高作业效率。
3.现有技术中,在需要多个焊接机器人共同完成大型结构焊接的情况下,每个焊接机器人需要单独搬运到焊接工件的表面。由于有多个焊接机器人需要搬运,而且这些焊接机器人各自对不同的焊接区域进行焊接作业。所以,在装卸这些焊接机器人时非常耗时耗力,还要人为控制每一个焊接机器人进行协同焊接作业,自动化程度低,耗费人力。
技术实现要素:
4.本实用新型实施例提供一种组队焊接机器人系统,以实现同时搬运至少两个焊接机器人,并由至少两个焊接机器人进行协同焊接作业。
5.本实用新型实施例提供了一种组队焊接机器人系统,包括:搬运装置、机器人控制装置、至少两个焊接机器人;其中,
6.所述搬运装置用于携带至少两个所述焊接机器人,并附着在焊接工件表面;
7.所述机器人控制装置设置在所述搬运装置上,并与至少两个所述焊接机器人信号连接,用于监测至少两个所述焊接机器人与所述搬运装置的相对位置并向至少两个所述焊接机器人发送控制指令,以控制至少两个所述焊接机器人执行焊接作业。
8.可选的,所述搬运装置包括:
9.携带底盘,用于携带至少两个所述焊接机器人;
10.上下工件底盘,与所述携带底盘连接,用于在所述携带底盘和焊接工件之间,为至少两个所述焊接机器人提供通道;
11.附着组件,与所述携带底盘连接,并设置在所述携带底盘朝向焊接工件的一侧,用于附着在焊接工件表面;
12.运载连接组件,与所述携带底盘连接,用于与外部运载设备连接。
13.可选的,所述搬运装置还包括:
14.至少一根伸缩杆,与所述携带底盘连接,并设置在所述携带底盘朝向焊接工件的一侧,所述伸缩杆的最大长度大于所述附着组件的厚度,所述伸缩杆的最小长度小于所述附着组件的厚度。
15.可选的,所述附着组件包括磁吸附履带和/或磁轮。
16.可选的,所述运载连接组件包括边缘运载连接件和/或中心运载连接件,其中,所述边缘运载连接件设置在所述携带底盘的边缘位置,所述中心运载连接件设置在所述携带底盘携带所述焊接机器人的一侧的中心位置。
17.可选的,所述上下工件底盘包括转动组件和/或伸缩组件;所述转动组件用于连接
所述上下工件底盘和所述携带底盘,并带动所述上下工件底盘相对所述携带底盘在预设角度范围内转动;所述伸缩组件用于调节所述上下工件底盘的长度。
18.可选的,所述机器人控制装置包括机器人位置检测模块和控制模块,所述位置检测模块和所述控制模块信号连接;
19.所述机器人位置检测模块,用于在所述焊接机器人在焊接工件表面执行焊接作业时检测所述焊接机器人与所述搬运装置的相对位置,并将位置信息发送给所述控制模块;
20.所述控制模块,用于与所述焊接机器人通信,控制至少两个所述焊接机器人执行焊接作业。
21.可选的,所述机器人位置检测模块包括至少一个测距传感器和旋转单元;
22.所述旋转单元带动所述测距传感器转动,以检测所述焊接机器人与所述搬运装置的相对位置。
23.可选的,组队焊接机器人系统,还包括:
24.手持控制器,与所述机器人控制装置信号连接,用于获取用户输入的控制信息并发送给所述机器人控制装置,获取所述机器人控制装置发送的预设信息并展示给用户。
25.可选的,所述手持控制器包括机器人配对指示模块,用于指示当前控制的所述焊接机器人。
26.本实用新型实施例通过搬运装置携带至少两个焊接机器人,并通过机器人控制装置与至少两个焊接机器人通信以进行协同焊接作业,解决至少两个焊接机器人装卸过程中耗时耗力的问题,焊接机器人协同作业时也可以减少人力的耗费,实现高效装卸至少两个焊接机器人,并实现至少两个焊接机器人自动化协同作业的效果。
附图说明
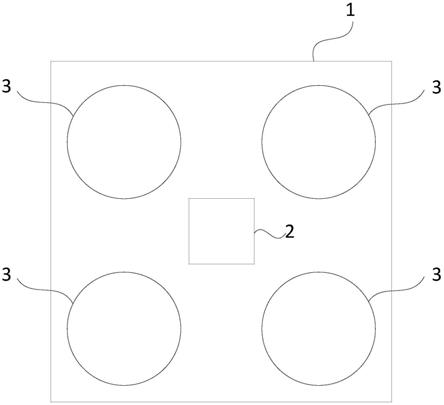
27.图1是本实用新型实施例中的一种组队焊接机器人系统的结构示意图;
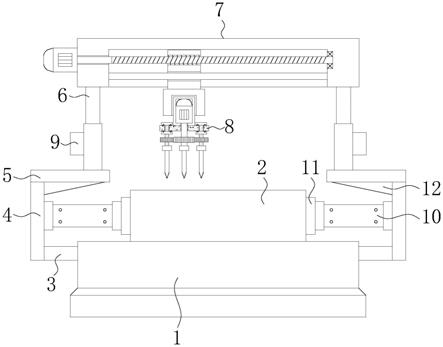
28.图2是本实用新型实施例中的搬运装置的结构示意图;
29.图3是本实用新型实施例中的搬运装置和机器人控制装置的结构示意图。
具体实施方式
30.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
31.实施例
32.图1为本实用新型实施例提供的一种组队焊接机器人系统的结构示意图,本实施例可适用于对于需要至少两个焊接机器人共同对焊接工件进行焊接的情况,该组队焊接机器人系统,包括:搬运装置1、机器人控制装置2、至少两个焊接机器人3;其中,
33.所述搬运装置1用于携带至少两个所述焊接机器人3,并附着在焊接工件表面;
34.所述机器人控制装置2设置在所述搬运装置1上,并与至少两个所述焊接机器人3信号连接,用于监测至少两个所述焊接机器人3与所述搬运装置1的相对位置并向至少两个所述焊接机器人3发送控制指令,以控制至少两个所述焊接机器人3执行焊接作业。
35.其中,焊接机器人3可以是爬行焊接机器人,具备爬行组件,该爬行组件可以吸附
在工件表面,并在工件表面爬行移动,以便在工件表面爬行,完成自身的焊接工作,焊接机器人3的爬行组件可以包括磁吸附履带和/或磁轮等,图1中以四个焊接机器人3为例。搬运装置1可以携带至少两个焊接机器人3,可以通过吸附和/或挂接等方式携带焊接机器人3。例如,搬运装置1可以包括一个底盘,该底盘可以是平面或曲面,焊接机器人3可以通过自身的爬行组件吸附在搬运装置1的底盘上;搬运装置1可以在这个底盘上设置挂接组件,挂住焊接机器人3的爬行组件,从而实现携带焊接机器人3。图1中以携带四个焊接机器人3为例,本实用新型实施例不对可携带的焊接机器人3的数量进行限制。搬运装置1还可以附着在焊接工件表面,这样在需要搬运至少两个焊接机器人时,由搬运装置1携带至少两个焊接机器人至焊接作业区域,然后搬运装置1可以附着在焊接工件表面,方便焊接机器人接下来进入焊接作业区域,在焊接工件表面爬行并完成焊接工作。机器人控制装置2可以是一个能与焊接机器人3通信的计算机设备,可以固定连接在搬运装置1上,可以理解的是,机器人控制装置2可以采用方便拆卸的方式连接在搬运装置1上,并设置在搬运装置1上放置焊接机器人3的同侧。机器人控制装置2可以监测焊接机器人3与所述搬运装置1的相对位置,也就是监测每个焊接机器人3与搬运装置1的距离和方位,可以将搬运装置1的预设位置作为原点建立坐标系,以方便采用坐标值表示焊接机器人3与搬运装置1的相对位置。所以,机器人控制装置2可以具备距离检测功能,例如通过测距传感器检测焊接机器人3的位置。机器人控制装置2可以通过有线和/或无线方式与每个焊接机器人3通信,向每个焊接机器人3发送控制指令,这样这些焊接机器人3就可以组成一个焊接队伍,共同完成焊接工件上一个预设焊接区域的焊接工作,例如对预设焊接区域中的焊缝进行焊接,可以是将预设焊接区域中的焊缝划分开,并分配给不同的焊接机器人3,也可以是不同的焊接机器人3负责多层焊接中的不同焊接层。焊接机器人3作为一个焊接队伍进行焊接时,要能够完成预设焊接区域内的全部焊接工作,并且焊接机器人3相互之间不会发生碰撞或重复焊接等冲突行为。
36.可选的,如图2所示,所述搬运装置1可以包括:
37.携带底盘11,用于携带至少两个所述焊接机器人3;
38.上下工件底盘12,与所述携带底盘11连接,用于在所述携带底盘11和焊接工件5之间,为至少两个所述焊接机器人3提供通道;
39.附着组件13,与所述携带底盘11连接,并设置在所述携带底盘11朝向焊接工件5的一侧,用于附着在焊接工件5表面;
40.运载连接组件14,与所述携带底盘11连接,用于与外部运载设备连接。
41.其中,携带底盘11可以是平面或曲面,一面用于携带焊接机器人3,另一面上连接有附着组件13,这样搬运装置1的附着组件13可以附着在焊接工件5表面,进而搬运装置1携带的焊接机器人3也都能间接附着在焊接工件表面。可选的,所述附着组件包括磁吸附履带和/或磁轮,并且还可以配置相应的驱动组件,驱动磁吸附履带和/或磁轮转动,这样搬运装置1还可以在吸附到焊接工件表面后,带着焊接机器人3在焊接工作表面移动,可以进入到后续的焊接作业区域中。上下工件底盘12,与所述携带底盘11连接,上下工件底盘可以是一个矩形或梯形平面,上下工件底盘12的一侧边缘和携带底盘11的边缘衔接,另一侧边缘与焊接工件5表面衔接,成为焊接机器人3爬行的通道,这样焊接机器人3可以由搬运装置1的携带底盘11爬行到上下工件底盘12上,再由上下工件底盘12爬行到焊接工件5表面,进而展开作业。当然,在焊接机器人3完成作业后,再通过上下工件底盘12爬行到携带底盘11上。可
选的,所述上下工件底盘包括转动组件和/或伸缩组件;所述转动组件用于连接所述上下工件底盘和所述携带底盘,并带动所述上下工件底盘相对所述携带底盘在预设角度范围内转动;所述伸缩组件用于调节所述上下工件底盘的长度。上下工件底盘12,可以通过转动组件与所述携带底盘11连接,这样在搬运焊接机器人3的过程中,上下工件底盘12向携带底盘11携带焊接机器人3的一侧转动收起,当焊接机器人3需要爬到焊接工件5表面时,上下工件底盘12向焊接工件一侧转动放下,让焊接机器人3爬到焊接工件5表面。预设角度范围即可选择上下工件底盘12转动收起位置至上下工件底盘12转动放下位置。上下工件底盘12的伸缩组件可以包括至少两段平板,各段平板可以依次嵌套,需要让焊接机器人3上或下搬运装置1时,伸缩组件伸出,在焊接机器人3已经完成上或下搬运装置1时,可以收起伸缩组件。
42.运载连接组件14,与携带底盘11固定连接,用于与外部运载设备连接。例如,外部运载设备可以是吊车,那么,运载连接组件14可以是一个与吊车钩对应的吊环,让吊车钩可以勾住这个吊环把搬运装置1吊起。可选的,所述运载连接组件包括边缘运载连接件和/或中心运载连接件,其中,所述边缘运载连接件设置在所述携带底盘的边缘位置,所述中心运载连接件设置在所述携带底盘携带所述焊接机器人的一侧的中心位置。设置在不同位置的运载连接组件可以适应焊接工件的不同角度,例如,对于焊接工件表面是水平的,那么使用中心运载连接件移动搬运装置1比较方便;对于焊接工件表面是竖直的,那么使用边缘运载连接件移动搬运装置1比较方便,可以理解的是,上述移动搬运装置1时选择运载连接组件的位置的方式不做限定,当外部搬运设备不同时,选择运载连接组件的位置也会不同。
43.可选的,所述搬运装置1还包括:
44.至少一根伸缩杆15,与所述携带底盘11连接,并设置在所述携带底盘11朝向焊接工件的一侧,所述伸缩杆15的最大长度大于所述附着组件13的厚度,所述伸缩杆15的最小长度小于所述附着组件13的厚度。
45.其中,伸缩杆15可以垂直携带底盘11设置,伸缩杆15可以是电动伸缩杆或者是液压伸缩杆,本实用新型实施例中不做限定。伸缩杆15伸长至最大长度时,伸缩杆15的长度大于所述附着组件13的厚度,这样附着组件13与焊接工件5分离,搬运装置1可以脱离焊接工件5搬运到下一位置。伸缩杆15缩短至最小长度时,伸缩杆15的长度小于所述附着组件13的厚度,这样附着组件13接触并吸附在焊接工件5表面。
46.可选的,如图3所示,所述机器人控制装置2包括机器人位置检测模块21和控制模块22,所述位置检测模块21和所述控制模块22信号连接;
47.所述机器人位置检测模块21,用于在所述焊接机器人3在焊接工件表面执行焊接作业时检测所述焊接机器人3与所述搬运装置1的相对位置,并将位置信息发送给所述控制模块22;
48.所述控制模块22,用于与所述焊接机器人3通信,控制至少两个所述焊接机器人3执行焊接作业。
49.可选的,所述机器人位置检测模块21包括至少一个测距传感器211和旋转单元212;
50.所述旋转单元212带动所述测距传感器211转动,以检测所述焊接机器人3与所述搬运装置1的相对位置。
51.其中,旋转单元212可以是一个旋转平台,可以在平行于搬运装置的底盘的平面内
连续多圈转动,可以在平面内预先设置一个平面坐标系,在旋转单元212带动所述测距传感器211转动的过程中可以记录测距传感器211当前的角度,并相应记录测距传感器211测量得到的距离值,将这些数据发送给控制模块22,由此,就可以确定搬运装置1周围的焊接机器人3的方位和距离。焊接机器人通常需要使用线缆,所以焊接机器人的活动范围不会很大,采用测距传感器可以检测到焊接机器人相对于搬运装置的距离。
52.系统工作时可以参照如下流程:
53.吊车将携带焊接机器人的搬运装置吊装到指定工件位置;
54.搬运装置收起伸缩杆,让搬运装置的附着组件吸在工件上,实现安全装车;
55.控制上下工件底盘放下,让焊接机器人移动到工件上;
56.规划焊接机器人焊接作业、控制焊接机器人协同作业,直至作业完成;
57.控制所有焊接机器人回到搬运装置;
58.控制上下工件底盘收起,准备从工件上卸车;
59.吊车固定好搬运装置,控制伸缩杆伸出,减小附着组件对工件的吸力,以便卸车,调离当前的工件。
60.可选的,组队焊接机器人系统,还包括:
61.手持控制器,与所述机器人控制装置信号连接,用于获取用户输入的控制信息并发送给所述机器人控制装置,获取所述机器人控制装置发送的预设信息并展示给用户。
62.其中,机器人控制装置是系统的控制中心。焊接机器人为了减重和减小体积,可以将焊接机器人的控制部分都布置在机器人控制装置,采用一个机器人控制装置也方便焊接机器人多机协同作业的控制和调度,因此本实施例的方案可以是手持控制器向机器人控制装置发送指令,然后再由机器人控制装置由向焊接机器人发送指令。
63.手持控制器是主要人机对话操作设备,是进行控制设置和参数状态显示的界面,设置在搬运装置上的机器人控制装置是整个系统控制驱动中心。手持控制器可以有多个,例如与系统中焊接机器人的数量相同。机器人控制装置是将各个手持控制器的控制指令进行处理分发到相应的焊接机器人执行机构上,并将各个焊接机器人的实时状态上传到各个手持控制器的显示界面上,同时机器人控制装置处理各个焊接机器人的传感器信号(例如焊枪高度测距和图像处理焊缝跟踪等),实现多机协同作业(例如焊接区域自动划分、路径规划、焊缝跟踪、焊接工艺自动匹配和焊接作业自动化等),机器人控制装置还可以在装卸系统时可以控制焊接机器人的装卸等具体功能。可选的,所述手持控制器包括机器人配对指示模块,用于指示当前控制的所述焊接机器人。例如,可以是一个触控屏,显示焊接机器人的实时状态和控制参数,还可以接收用户输入的控制参数。手持控制器可以控制对应的焊接机器人作业,并可根据需要切换控制焊接机器人,有对应的指示显示,每个焊接机器人可以配置有4色灯,手持控制器也有界面和相对应的指示灯显示。手持控制器可以参数输入、功能控制、状态显示和故障报警等。
64.配置有手持控制器的系统的作业流程如下:
65.系统装车;
66.用户通过手持控制器设置参数、分配任务,焊接机器人工作区域规划划分;
67.控制焊接机器人进行自动化作业;
68.测距传感器进行位置检测,避免碰撞,而人员不需要移动即可切换控制焊接机器
人的操作,实现焊接机器人协同作业;
69.作业完成控制所有焊接机器人回到搬运装置;
70.控制上下工件底盘收起,准备从工件上卸车;
71.吊车固定好搬运装置,控制伸缩杆伸出,减小附着组件对工件的吸力,以便卸车,调离当前的工件。
72.本实用新型实施例通过搬运装置携带至少两个焊接机器人,并通过机器人控制装置与至少两个焊接机器人通信以进行协同焊接作业,解决至少两个焊接机器人装卸过程中耗时耗力的问题,焊接机器人协同作业时也可以减少人力的耗费,实现高效装卸至少两个焊接机器人,并实现至少两个焊接机器人自动化协同作业的效果。
73.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。