1.本实用新型涉及注塑模具技术领域,特别涉及一种汽车进气阀门端子自动埋入模具。
背景技术:
2.汽车进气阀门上有一款连接端子在制造的过程中会先将若干触头连接于线路板上,然后再通过埋入成型的方式进行并排封装固定。所有触头在线路板的一侧伸出距离远大于触头的厚度,而且在埋入之前都呈悬臂状态,所以触头之间可能有高低,若不加限位,埋入后的触头位置也将不能保证并排。
3.因此,有必要设计一种注塑模具来解决以上问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种汽车进气阀门端子自动埋入模具,能够高质量地完成汽车进气阀门端子上触头的并排埋入。
5.本实用新型通过如下技术方案实现上述目的:一种汽车进气阀门端子自动埋入模具,包括上模和下模,所述下模包括下模板和嵌设于下模板内的下模仁,所述下模仁具有成型腔,所述上模包括能嵌合于下模仁两侧的端子定位块和触头顶紧块,所述触头顶紧块上水平枢接有一摆块,所述摆块在靠近端子定位块的一面设有一个水平延伸的触头顶紧卡槽,所述触头顶紧块在靠近触头顶紧卡槽的位置并排设有若干触头限位槽,所述摆块沿着平行于所述触头顶紧卡槽的轴线摆动,所述摆块在弹性件的带动下让触头顶紧卡槽有向上摆的趋势,所述摆块的转轴两端固定有复位板,所述下模板具有位于触头顶紧块两侧的平台,所述平台接触复位板让触头顶紧卡槽向下摆。
6.具体的,所述下模板内并排设有多个下模仁,每个下模仁在上模均有端子定位块和触头顶紧块对应。
7.进一步的,所述下模还包括从下方穿过成型腔的定位顶柱。
8.进一步的,所述定位顶柱的顶端设有若干触头托架。
9.具体的,所述摆块的上摆角度不大于30
°
。
10.采用上述技术方案有益效果是:
11.本实用新型能够利用触头顶紧卡槽在摆块摆动后固定触头位置,保证埋入之后的产品质量。
附图说明
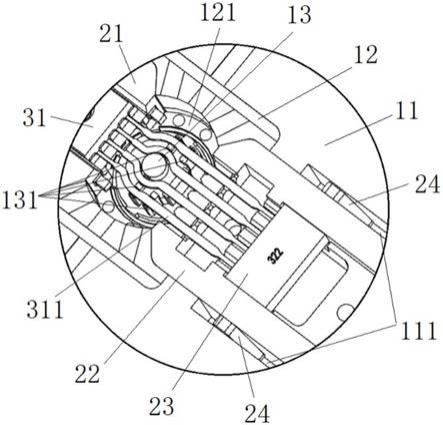
12.图1为实施例汽车进气阀门端子自动埋入模具下模主要部件的立体图;
13.图2为下模仁与端子定位块和触头顶紧块拼合时的局部俯视图;
14.图3为触头顶紧块在初始状态的立体图;
15.图4为下模仁与端子定位块和触头顶紧块拼合时的局部立体图。
16.图中数字表示:
17.11
‑
下模板,111
‑
平台,12
‑
下模仁,121
‑
成型腔,13
‑
定位顶柱,131
‑
触头托架;
18.21
‑
端子定位块,22
‑
触头顶紧块,221
‑
触头限位槽,23
‑
摆块,231
‑
触头顶紧卡槽,24
‑
复位板;
19.31
‑
端子,311
‑
触头。
具体实施方式
20.下面结合具体实施例对本实用新型作进一步详细说明。
21.实施例:
22.如图1至图4所示,本实用新型的一种汽车进气阀门端子自动埋入模具,包括上模和下模,下模包括下模板11和嵌设于下模板11内的下模仁12,下模仁12具有成型腔121,上模包括能嵌合于下模仁12两侧的端子定位块21和触头顶紧块22,触头顶紧块22上水平枢接有一摆块23,摆块23在靠近端子定位块21的一面设有一个水平延伸的触头顶紧卡槽231,触头顶紧块22在靠近触头顶紧卡槽231的位置并排设有四个触头限位槽221,摆块23沿着平行于触头顶紧卡槽231的轴线摆动,摆块23在弹性件(未画出)的带动下让触头顶紧卡槽 231有向上摆的趋势,摆块23的转轴两端固定有复位板24,下模板11具有位于触头顶紧块22两侧的平台111,平台111接触复位板24让触头顶紧卡槽221 向下摆动。本模具的使用原理是:未注塑成型的端子31先安装在端子定位块21 内,并让触头311朝向触头顶紧块22,而其中段位于成型腔121部分等待埋入;摆块23起先会在弹性件的作用下让触头顶紧卡槽231朝向斜上方,触头311的顶端一起进入触头顶紧卡槽231使其并排;在合模过程中,等到平台111接触复位板24后,摆块23将慢慢摆动到水平位置,带着触头311顶端的两侧被相应的触头限位槽221限位,竖直方向也被触头顶紧卡槽231限制,各自到达所需位置;完成合模后热塑胶注入成型腔121将所有触头311包裹,热塑胶适当冷却硬化后脱料,形成最终产品。本实用新型能够利用触头顶紧卡槽231在摆块23摆动后固定触头311位置,保证埋入之后的产品质量。
23.如图1所示,下模板11内并排设有四个下模仁12,每个下模仁12在上模均有端子定位块21和触头顶紧块22对应。本模具可以根据端子的相对大小设计多个成型工位,充分利用模板空间,使生产效率成倍提高。实际应用中,下模板11中的下模仁12数量可以根据需要增减。
24.如图1和图2所示,下模还包括从下方穿过成型腔121的定位顶柱13。定位顶柱13用来成型端子上的中空结构,并且能方便脱料。
25.如图4所示,定位顶柱13的顶端设有若干触头托架131。触头托架131用来支撑和限制触头311中部的位置,使触头311埋设到位。
26.摆块23的上摆角度不大于30
°
。触头311在合模的过程中依靠对触头顶紧卡槽231的压力让摆块23摆动,这当中不需要摆角过大,否则摆块23会对触头311产生水平方向的压力,导致触头311变形。
27.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种汽车进气阀门端子自动埋入模具,包括上模和下模,所述下模包括下模板和嵌设于下模板内的下模仁,所述下模仁具有成型腔,其特征在于:所述上模包括能嵌合于下模仁两侧的端子定位块和触头顶紧块,所述触头顶紧块上水平枢接有一摆块,所述摆块在靠近端子定位块的一面设有一个水平延伸的触头顶紧卡槽,所述触头顶紧块在靠近触头顶紧卡槽的位置并排设有若干触头限位槽,所述摆块沿着平行于所述触头顶紧卡槽的轴线摆动,所述摆块在弹性件的带动下让触头顶紧卡槽有向上摆的趋势,所述摆块的转轴两端固定有复位板,所述下模板具有位于触头顶紧块两侧的平台,所述平台接触复位板让触头顶紧卡槽向下摆动。2.根据权利要求1所述的汽车进气阀门端子自动埋入模具,其特征在于:所述下模板内并排设有多个下模仁,每个下模仁在上模均有端子定位块和触头顶紧块对应。3.根据权利要求1或2所述的汽车进气阀门端子自动埋入模具,其特征在于:所述下模还包括从下方穿过成型腔的定位顶柱。4.根据权利要求3所述的汽车进气阀门端子自动埋入模具,其特征在于:所述定位顶柱的顶端设有若干触头托架。5.根据权利要求1所述的汽车进气阀门端子自动埋入模具,其特征在于:所述摆块的上摆角度不大于30
°
。
技术总结
本实用新型属于注塑模具技术领域,涉及一种汽车进气阀门端子自动埋入模具,包括上模和下模,所述下模包括下模板和嵌设于下模板内的下模仁,所述下模仁具有成型腔,所述上模包括能嵌合于下模仁两侧的端子定位块和触头顶紧块,所述触头顶紧块上水平枢接有一摆块,所述摆块在靠近端子定位块的一面设有一个水平延伸的触头顶紧卡槽,所述触头顶紧块在靠近触头顶紧卡槽的位置并排设有若干触头限位槽,所述摆块沿着平行于所述触头顶紧卡槽的轴线摆动,所述摆块在弹性件的带动下让触头顶紧卡槽有向上摆的趋势,所述摆块的转轴两端固定有复位板,所述下模板具有位于触头顶紧块两侧的平台,所述平台接触复位板让触头顶紧卡槽向下摆动。本实用新型能够利用触头顶紧卡槽在摆块摆动后固定触头位置,保证埋入之后的产品质量。保证埋入之后的产品质量。保证埋入之后的产品质量。
技术研发人员:张义航
受保护的技术使用者:英瑟泰科精密注塑(苏州)有限公司
技术研发日:2020.11.30
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。