1.本发明涉及一种轴梁。这种轴梁用于纤维幅材成形机(例如造纸机、纸板机、生活用纸造纸机或制浆机)的辊,例如衬套辊(sleeve roll,套筒辊),这种衬套辊通常设置在纤维幅材成形机的成形部中。
背景技术:
2.现有技术的衬套辊可以例如从文件de 3142045a1中得知。这里,具有固定(stationary)扇区支撑靴/梁的衬套装置(sleeve arrangement)被布置在造纸机或纸板机的成形部中。成形部包括两个网(wire),每个网形成闭合环(closed loop,闭合回路)。两个网被引导,使得它们以相邻的方式沿着具有固定扇区支撑靴/梁圆周的衬套装置的一部分行进(run,延伸),从而形成织物包绕(fabric wrap),其中幅材被夹在织物之间。因此,具有固定扇区支撑靴/梁的衬套装置使得两个网之间的距离最小,从而使位于两个网之间的幅材脱水。在织物包绕内,靴元件的曲率(curvature,弯曲度)从笔直部分变为带衬套的(sleeved)靴元件的恒定较小半径。
3.从文件ep 2350385b1中已知另一成形部,其与de 3142045a1的成形部类似,但是包括具有曲率半径变化的横截面的衬套辊。这种形状使得能够改善由衬套辊的曲率半径变化而引起的脱水压力。
4.在造纸机和纸板机中,在不同的机器设计概念(designed machine concepts)中使用相同类型的辊(例如衬套辊),导致需要根据辊的位置及其姿态来考虑不同的边界条件。例如,合力方向(resulting force direction)可以根据辊的组装位置以及随着围绕辊的至少一部分被引导的织物(例如网)的不同张力而变化。
5.此外,在辊的长度超过一定长度的情况下,由于重力引起的辊的偏转是另一个需要考虑的问题。这种偏转是存在问题的,因为它可能使网的质量变差,特别是在网上施加压力以进行脱水的方面。
6.需要一种用于纤维幅材成形机的辊的轴梁,其能够为不同的脱水参数提供更高的灵活性,并且适用于制造不同类型的幅材的各种成形机类型和成形机概念。
技术实现要素:
7.根据本发明,一种轴梁(11),用于纤维幅材成形机的辊,该轴梁包括:轴梁本体(111),其包括具有刚度的中空轮廓;头部(113),其被构造成将轴颈(axle stub,轴柱)(13)附接到轴梁(11);以及滑动表面(115),沿着轴梁(11)的长度方向延伸并沿着轴梁(11)的横向方向弯曲(curve,成曲形),并且被安装至轴梁(11)或者与轴梁(11)一起形成。
8.这样的滑动表面显著降低了与带之间的摩擦系数,带环绕辊并形成为随着围绕辊的一部分行进的网旋转。由此,可以显著降低由于带的旋转和张紧而作用在轴梁上的扭矩。滑动表面被集成到轴梁,并且作用为支撑结构部分。此外,即使存在轴梁的轻微偏转,这种偏转可以补偿滑动表面,从而使得成形的织物张紧包绕的性能可以保持在设定的参数内。
9.有利的是,轴梁(11)可以具有中空多边形和/或圆形梁结构。
10.在本发明意义上的多边形是指成角度的线段在圆形或曲形部分内形成闭合结构。线段的长度以及这些线段中的两条相邻线段之间的角度可以变化。可替代地,多边形也可以理解为箱状形状或形成具有多个壁的封闭管的管状形状。通过采用这种多边形结构,显著提高相对于衬套辊的轴向长度的刚度,并高于传统的不足的方形梁解决方案。
11.有利的是,轴梁本体(111)的至少一部分可以具有多边形横截面,该多边形横截面具有6至12个角(corner)或相应的角度,这些角优选地是圆角,或者轴梁本体(111)的至少一部分具有圆形横截面。出乎意料的是,为带辊压区(belt roll press nip)开发的非常坚硬和高的工形梁(i beam)和方形梁不适用于带有织物张紧包绕的衬套辊,因为这些梁对于将梁均匀(even)适度的多方向加载或转动到不同的驱动位置来说较差(poor)。
12.因此,当需要时可以提高轴梁的单独(individual)部分的刚度,而轴梁的其他部分可以以较不费力的方式来制造。
13.有利的是,轴梁本体(111)可以由结合在一起的至少两个弯曲的金属片制成。
14.例如,金属片可以通过焊接结合。由此,特别是在结合部处,可以提高轴梁结构的刚度。
15.有利的是,轴梁本体(111)的壁的厚度可以为30mm至60mm。
16.在上述范围内的壁厚仍然能够制造,例如通过这些(金属)片的弯曲,同时所制造的轴梁本体的刚度性能很出色。此外,如果壁(形成轴梁的所述多个片)的厚度过大,则角部的圆度(roundness)将会受到影响。
17.有利的是,在轴梁本体(111)中可以设置有一个或多个开口(117)。
18.这样的开口使得能够进入轴梁的内部,在轴梁的内部可以设置用于润滑油和其他流体的管道和/或例如用于提升机构的各种致动器。此外,尽管存在开口,但由于多边形或圆形横截面,轴梁的刚度不会受到影响。可以通过例如窗部(hatch,舱口)或其他适合的装置来闭合开口。
19.有利的是,头部(113)可以包括环形元件,该环形元件被装配成与轴梁本体(111)相邻,并具有多个安装孔(1131)。
20.这种布置提供了将轴梁与不同的轴颈组合的可能,从而增加可以被制造的辊的变体数量。
21.有利的是,轴梁本体(111)的横截面可以在不同的平面上对称,和/或在轴梁本体(111)的横截面中,在至少一个方向上的延伸超过在与这一个方向正交的方向上的延伸。也就是说,在轴梁的横截面中,高度尺寸可以不同于宽度尺寸。
22.此外,有利的是,轴梁本体(111)可以包括可移动成形元件(119),该可移动成形元件(119)被布置成与滑动表面相邻。
23.这样的成形元件可以用于改变辊的横截面,即,围绕轴梁行进的带的横截面,以便改变由辊形成的织物张紧包绕的性能。由于成形元件是可移动的,因此可以设定各种横截面形状。
24.有利的是,轴梁本体(111)可以包括管道系统,该管道系统被构造成将润滑流体供应到滑动表面(115)。
附图说明
25.在下文中,本发明的优选实施例将根据附图进行描述,其中:
26.图1为采用根据本发明的衬套辊的造纸机或纸板机的成形部的示意图;
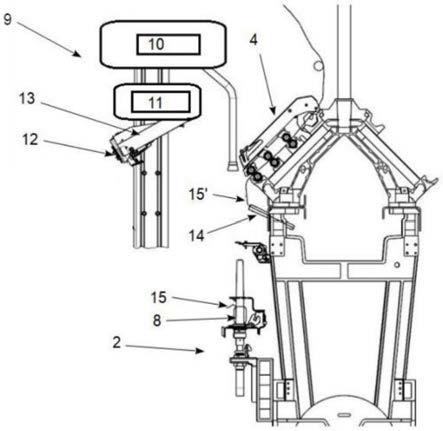
27.图2为根据本发明的支承结构的立体视图,该支承结构支撑衬套辊的轴颈;
28.图3为根据本发明的衬套辊的轴梁的立体视图;
29.图4为根据本发明的沿着衬套辊的长度轴线的剖视图;以及
30.图5为根据本发明的垂直于衬套辊的长度轴线的横截面视图。
具体实施方式
31.图1示出了采用根据本发明的衬套辊1的造纸机或纸板机的成形部1000的示意性结构的示例。流浆箱1001用于在网1009、1015之间供应浆悬浮液(pulp suspension),网1009、1015被引导为闭合环。网环(wire loop)1015由多个导辊、一成形辊1005和衬套辊1引导。第二网1009在另一闭合环中由多个专用的(dedicated)导辊1007、所述成形辊1005和所述衬套辊1引导。在成形辊1005和专用于第二网1009的多个导辊1007中的导辊1007a之间,网1015和网1009均以平行的方式行进,从而将由此成形的幅材夹在中间(sandwich)。
32.在成形辊1005和衬套辊1中各自的圆周部分处、于两个网(网1015和网1009)之间形成一成形间隙(forming gap),该成形间隙具有在成形辊上的恒定半径的织物张紧包绕与在衬套辊上的变化半径的织物张紧包绕,其中网1015和网1009都沿着两个辊的圆周部分行进。由于网1015和网1009在不受辊影响的部分中轻微伸长,在这些成形压区(forming nip)中,作用到幅材上的压力高于在网未被支撑的部分中的压力。
33.在成形辊1005处形成的成形间隙和织物张紧包绕用于接收来自流浆箱1001的浆悬浮液。为了在成形辊1005处提供这种织物成形间隙和张紧包绕,第二网借助于胸辊1007b被导向成形辊,胸辊1007b被布置成靠近成形辊1005,使得流浆箱1001的扩散器部分被布置在成形辊1005和胸辊1007b之间。因此,在成形辊1005处执行幅材的第一脱水。
34.在衬套辊1处形成另一织物张紧包绕。由于本说明书主要针对衬套辊1,因此在下文中,在衬套辊1处形成的织物张紧包绕将被描述成“织物张紧包绕”,而如果需要,在成形辊1005处形成的织物张紧包绕将被描述成“恒定半径的织物张紧包绕”,或者简单地描述为“织物张紧包绕”(在成形辊1005处)。
35.此外,在成形部中布置有其他用于幅材脱水的装置,例如脱水元件1003或抽吸箱1011。应当理解的是,上述基于图1的成形部的描述仅作为示例,并不将成形部限制为图1所示的和上述描述的网布置和元件。也就是说,可以在所描述的元件的旁边设置附加的脱水元件和抽吸箱。另一方面,可以省略所示的脱水元件和/或抽吸箱中的一个或多个。此外,可以选择适用于所有类型的成形机、流浆箱、布局和幅材的不同类型的幅材成形概念。同样,衬套辊的功能和其在成形机中的位置可以根据待成形的特定幅材的具体需要而变化。
36.为了形成幅材,浆悬浮液从流浆箱1001被供应到在成形辊1005处的织物张紧包绕和成形间隙中,在成形辊1005处进行第一脱水。从那里开始,幅材在网1015和网1009之间被导向衬套辊1和织物张紧包绕。由此,幅材经过脱水装置1003,这提高了幅材的干燥度(dryness content,干度)。在织物张紧包绕中,进行第二脱水。如下文所述,借助于根据本发明的衬套辊1,可以设定织物张紧包绕参数,例如其长度、其被施加的压力、幅材经过织物
张紧包绕的行进时间等。因此,在幅材被进一步经由待接管(to be taken over)的抽吸箱1011引导并被传递到下一部段(例如纤维幅材成形机的压榨部)之前,进行有效的脱水。
37.根据本发明的衬套辊1包括轴梁11和轴颈13。从图2可以看出,轴颈13被支撑在基座(例如支承结构)21中。此外,从图4可以看出,衬套辊1包括支撑带41的辊头31。带41围绕轴梁11被张紧,并且能够相对于轴梁11旋转。特别地,带41的旋转是因为网1015在经过衬套辊1时、由于在共同路径期间的网张力而与带41直接接触引起的。
38.返回参考图2,基座21包括环形凸缘25,环形凸缘25按照可以将扭矩从凸缘25传递到轴颈13的方式安装在轴颈13上。
39.为了提供扭矩,凸缘25借助于接头(joint)22与紧索螺钉23连接。也就是说,紧索螺钉23的一端借助于接头22被附接到凸缘25。紧索螺钉23的与附接到接头的一端相对的另一端被固定至基座21。因此,通过转动紧索螺钉23,其长度可以被延长或缩短,从而引起凸缘25的旋转。凸缘25的旋转被传递到轴颈13,从而使衬套辊1的轴梁11和轴颈旋转。凸缘25和接头22形成根据本发明的移动装置,紧索螺钉23为根据本发明的致动装置的一个示例。
40.也就是说,代替紧索螺钉,致动装置可以包括螺钉、齿轮、蜗轮、液压缸或其他适于提供纵向运动的装置,该纵向运动随后被传递到凸缘25的旋转运动。
41.从图3可以看出,轴梁11由具有圆角(在实施例中为8个)的中空多边形结构制成。此外,轴梁本体111的横截面在不同的平面中是对称的,轴梁11的宽度(在图中的y方向上)大于其高度(在图中的z方向上)。形成轴梁本体111的板的厚度在30mm至60mm之间。轴梁的这种几何形状在其轴向方向(旋转轴线a方向)上产生出色的刚度,同时仍可以形成所需的横截面形状。
42.在本发明意义上的圆角应被理解为,角具有弧状的、凸起的、曲形的部分,该部分具有一定的曲率半径。
43.轴梁11的头部113具有凸缘状形状,并设置有多个安装孔1131。头部113被轴梁本体111环绕,轴梁本体111由两个弯曲的金属片111a、111b构成。两个金属片111a、111b在它们的边缘处被焊接在一起,以形成中空体。这些边缘以与衬套辊1的旋转轴线a平行的方式布置。
44.此外,在轴梁11中,设置有维护开口117和其他开口,以使得能够进入(access)轴梁11的内部空间。这些开口中的一些或全部可以用窗部(hatch,舱口)闭合。
45.从图4可以看出,轴颈13被安装至头部113。辊头31以滑动的方式设置在轴颈13上。因此,辊头31可以沿着衬套辊1的轴向方向运动。为了实现辊头31的这种运动,液压缸(图4仅示出了液压缸中的一个)35被固定在轴梁的内部。每个液压缸35的活塞杆延伸穿过轴梁11的头部113,并被固定至辊头。因此,辊头31可以以滑动的方式沿着旋转轴线a的方向运动,即在图4中向左和向右运动。由此,可以在一侧确定辊头31的轴向位置,而可以在另一侧调节被固定到辊头31并环绕轴梁11的带41的张力。多个液压缸35按照使得带41由对称张紧力张紧的方式来布置。
46.为了准确地确定辊头31的位置,和/或防止带41的过度拉伸,设置了多个标引装置(indexing means,分度装置)(未示出)以告知用户辊头的运动量。在该实施例中,标引装置示出从基座21的内侧(图4中的右侧)到辊头31的距离。
47.此外,在辊头31中设置有穿过轴颈13的开口。该开口可以以气密的方式闭合,并用
于布置例如用于流体(例如润滑油)的入口管和出口管。由于开口可以以气密的方式闭合,因此可以保持带41内部的压力。
48.如图5所示,轴梁具有滑动表面115。该滑动表面沿着轴梁11的长度方向延伸,并沿着横向方向弯曲。在该实施例中,滑动表面为安装至轴梁11的单个部件,但是代替地,它可以与轴梁11一体地形成。
49.此外,在轴梁本体111中,可移动成形元件119被布置成与滑动表面115相邻。也就是说,成形元件被设置成,使得经过滑动表面115的带41随后越过(go over)成形元件119。在横截面中,成形元件119的邻接带41的表面1195具有曲形的、凸起的形状。表面1195的曲形的、凸起的形状的曲率半径沿着带41的旋转方向变小。所述成形元件的曲率半径变得比衬套辊的半径小。成形元件是可移动,以使得其从轴梁本体111突出的高度可以被改变。在轴梁本体111中,设置了管道系统以将润滑流体供应到滑动表面115。
50.由于可移动成形元件119被构造成从轴梁11突出,因此其邻接围绕轴梁11旋转的带41。通过改变成形元件119的突出高度,改变由带41形成的环的横截面形状。
51.为了突出或缩回,可移动成形元件119被形成为沿着其突出方向z向前和向后运动。这借助于容纳在缸体1193中的活塞1192来实现。活塞1192能够在两个方向上起作用。因此,可移动成形元件119被形成为突出所需的高度。当在操作位置超出衬套辊半径时,成形元件的突出会影响带。因此,必须在成形元件之前布置良好的润滑,以确保带在所述元件上的平滑滑行,使带向外张紧。在纤维幅材成形机的启动期间,成形元件可以被缩回到辊头圆的内部,以减少摩擦。
52.成形元件从辊头/带圆向外的突出/伸出量(outstroke,向外冲程)可以是10mm
‑
120mm,有利的是20mm
‑
70mm。当滑动表面被布置在头部/带下方几毫米(几十毫米)处但具有相同的半径,在成形元件之前也可能出现带凹入/向内隆起(belt indent/inwards bulging)。这有助于减少所需的伸出量,从而延长带的使用寿命。
53.可移动成形元件119借助于铰链1191被支撑在轴梁11处。因此,可移动成形元件119的位置不仅可以以线性的方式改变,而且还可以倾斜。有利地(favorable),被铰接的成形元件的移动装置也可倾斜/被铰接。
54.在带41的行进方向上,滑动表面115布置在可移动成形元件119之前。滑动表面115的横截面具有与衬套辊/辊头31相同的曲率半径。此外,滑动表面经过表面处理,并且优选地可以设置有凹陷(depressions),例如凹坑(dimples)。另外,润滑装置1151在带41的旋转方向上布置在滑动表面115之前。因此,滑动表面115的摩擦系数可以显著降低,从而使得带41在到达可移动成形元件119之前在滑动表面115上平滑地行进。
55.可以理解的是,由于可移动成形元件119,衬套辊1的横截面形状可以根据所形成的幅材的要求而改变。而且,这些改变可以在造纸机或纸板机运行时进行。此外,不仅可以改变衬套辊1的横截面,而且通过经由紧索螺钉23和凸缘25来旋转轴颈13,可以改变可移动成形元件的旋转位置。由此,可以以多种方式影响织物张紧包绕参数的改变,这改善了幅材的脱水和成形。参考标记116指示多个附加的滑动元件,其中一个设置在可移动成形元件119后面并与其靠近。
56.此外,图4和图5示出了用于供应和排放润滑剂的管道110、112、114(参见图4中的管道中的箭头)。供应和排放经由轴颈13中的孔进行。此外,这些管道被支撑在轴梁11的内
部。主排放管道120用于回流润滑剂,润滑剂在被重新(newly)进给到衬套辊之前,需要被冷却和过滤。除了润滑剂进给管道,还示出了较小的液压管道,例如由118、118a、118b标记的那些管道。后者的这些液压管道118、118a、118b用于致动活塞1192。液压致动器、润滑剂收集器设备和润滑剂进给/喷射管道的连接是借助于钢加强软管(steel enforced hose)来进行的,以允许热运动和弯曲。
57.虽然本发明是基于其当前优选实施例描述的,但本发明的范围不限于上述描述和附图,而是由权利要求书限定的。
58.因此,可以对实施例进行改变。例如,不必为整个轴梁本体设置所描述的横截面形状,而是仅轴梁本体的一部分可以具有多边形横截面。其他的一个或多个部分可以具有不同的横截面。
59.多边形横截面可以具有6到12个角或相应的角度。虽然优选地角是圆角,但是这种圆角(rounding,倒圆角)并非明确必要的,例如在金属片没有被弯曲而是将多个金属条焊接在一起以形成轴梁本体的情况下。
60.此外,轴梁本体的至少一部分可以具有圆形横截面。
61.代替连续改变,成形元件的与带邻接的表面的曲形形状的曲率半径可以呈阶梯式(stepwise)改变。阶梯数可以为3到12。
62.虽然上述没有提到包绕的特定范围,但滑动表面可以覆盖衬套辊的30
°
至120
°
的扇区,使得在衬套辊上具有共同包绕的网可以借助支撑的滑动表面来驱动带。
63.尽管在该实施例中,在带的旋转方向上将润滑装置布置在滑动表面之前,但是润滑装置可以可替代地或附加地通过滑动表面来设置。润滑装置的布置取决于在形成滑动表面之前的组装(assembly)。
64.尽管已经描述了轴梁的横截面中的多边形结构,但在某些情况下,可以使用更复杂的尺寸形状(例如t形梁、y形梁或x形梁横截面)来形成轴梁。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。