1.本实用新型涉及折纸机技术领域,尤其涉及一种用于瓦楞纸箱成型过程的折纸定型机构。
背景技术:
2.瓦楞纸箱的折纸成型设备是用来折叠瓦楞纸的机器,现有技术中的折纸成型设备折好的瓦楞纸普遍存在糊口尺寸误差过大、左右两扇纸板对折后形成剪刀口及折线不规则等问题。折纸成型设备在折纸过程中存在瓦楞纸压痕后回弹严重,痕线不清晰;瓦楞纸对折180度时两个内面互相挤压,内部会出现多个不规则的凸起,凸起的一面对应外面也会凸起,使折痕线偏离理想的折线等问题。
技术实现要素:
3.本实用新型的目的是提供一种用于瓦楞纸箱成型过程的折纸定型机构,能使折叠后的瓦楞纸糊口尺寸准确,消除剪刀口,且折叠后的折角形状更加美观。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种用于瓦楞纸箱成型过程的折纸定型机构,包括成型压线刀,还包括模型板和折纸杆,所述成型压线刀的刀口倾斜向下设置,所述成型压线刀的刀口中间位置开设有凹槽,所述凹槽的上下两侧分别形成压纸部一和压纸部二,所述模型板位于成型压线刀的下方,所述模型板的上表面开设有配合压纸部二的压槽,所述折纸杆位于模型板靠近压槽的一侧,所述成型压线刀上设有使成型压线刀沿其倾斜方向上移动的动力机构一,所述折纸杆上设有使折纸杆沿竖直方向移动的动力机构二。
5.通过上述技术方案,动力机构一使成型压线刀斜向下移动,压纸部二移动至压槽中并在瓦楞纸上按压出第一条折痕;使折纸杆从压纸部一的下方移动至压纸部一的上方。动力机构二使折纸杆向上移动过程中将原本位于折纸杆上方的瓦楞纸向上翻起,折纸杆移动至和压纸部一同一高度位置时,折纸杆将瓦楞纸压向压纸部一,使压纸部一在瓦楞纸上按压出第二条折痕。
6.本实用新型还进一步设置为:所述压纸部一和压纸部二的棱角大小为60
°
~120
°
。
7.通过上述技术方案,使第一条折痕和第二条折痕的内角接近90
°
,方便后续将两层瓦楞纸重叠在一起。
8.本实用新型还进一步设置为:所述压纸部一和压纸部二均包括压纸面一和压纸面二,所述压纸面一与所述凹槽相邻,所述压纸面二为成型压线刀的刀口的其中一个侧面。
9.通过上述技术方案,压纸面一和压纸面二同时接触瓦楞纸表面,使压纸部一和压纸部二在瓦楞纸上更好地按压出折痕,折痕也更加美观。
10.本实用新型还进一步设置为:所述凹槽的截面形状为三角形、半圆形或直槽型。
11.通过上述技术方案,凹槽能提供空间,使位于压纸部一和压纸部二之间的瓦楞纸不会一起被按压,从而使折痕更明显。凹槽的截面形状为三角形、半圆形或直槽型能使第一
条折痕和第二条折痕之间的瓦楞纸具有更美观的形状。
12.本实用新型还进一步设置为:所述成型压线刀的上表面开设有让位槽,所述让位槽位于靠近成型压线刀的刀口一侧。
13.通过上述技术方案,让位槽能对被折纸杆向上翻起的瓦楞纸进行让位,使瓦楞纸能顺利向上翻起90
°
左右,而不会被成型压线刀的上表面挤压。
附图说明
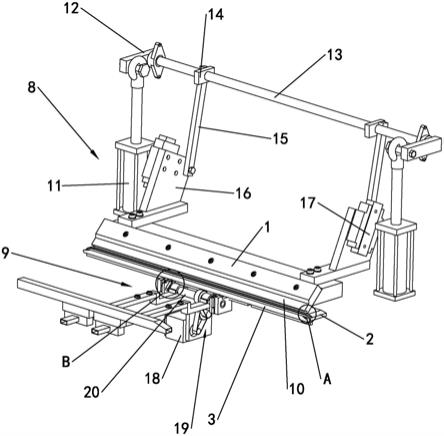
14.图1为本实用新型的结构示意图;
15.图2为本实用新型成型压线刀压出第一条折痕的状态示意图;
16.图3为本实用新型成型压线刀压出第二条折痕的状态示意图;
17.图4为本实用新型图1中a部位放大结构示意图;
18.图5为本实用新型图1中b部位放大结构示意图。
19.图中标号含义:1、成型压线刀;2、模型板;3、折纸杆;4、凹槽;5、压纸部一;6、压纸部二;7、压槽;8、动力机构一;9、动力机构二;10、让位槽;11、气缸;12、摆杆一;13、转动杆;14、摆杆二;15、连接臂;16、移动安装座一;17、轨道一;18、伺服电机;19、同步带传动组件;20、驱动转杆;21、摆杆三;22、移动安装座二;23、轨道二;24、安装块。
具体实施方式
20.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
21.以下参考图1至图5对本实用新型进行说明。
22.一种用于瓦楞纸箱成型过程的折纸定型机构,包括成型压线刀1、模型板2和折纸杆3。本实施例中成型压线刀1的形状为长条矩形,成型压线刀1的刀口倾斜向下设置。成型压线刀1上设有使成型压线刀1沿其倾斜方向上移动的动力机构一8。本实施例中的动力机构一8包括气缸11、摆杆一12、转动杆13、摆杆二14、连接臂15和移动安装座一16。气缸11安装于折纸成型设备的机架上,摆杆一12的一端铰接于气缸11的活塞杆端部。转动杆13旋转连接固定在折纸成型设备的机架上且位于成型压线刀1的上方,摆杆一12远离气缸11的一端和转动杆13的其中一端固定连接。摆杆二14的数量为两个且分别位于转动杆13的两端,摆杆二14的一端固定连接于转动杆13上。移动安装座一16的数量也为两个且分别固定安装于成型压线刀1的上端两侧。折纸成型设备的机架上设有倾斜设置的轨道一17,移动安装座一16靠近轨道一17的一侧滑动连接于轨道一17上。连接臂15的一端铰接于摆杆二14的一端,连接臂15远离摆杆二14的一端铰接于移动安装座一16。气缸11的活塞杆推出时,摆杆一12控制转动杆13转动,摆杆二14远离转动杆13的一端向成型压线刀1的一侧转动,同时摆杆二14远离转动杆13的一端带动移动安装座一16沿轨道一17向下滑动。
23.成型压线刀1的刀口中间位置开设有凹槽4,本实施例中凹槽4的截面形状为为三角形、半圆形或直槽型,但不局限于这三种形状。凹槽4的上下两侧分别形成压纸部一5和压纸部二6,压纸部一5和压纸部二6均包括压纸面一和压纸面二,压纸面一与凹槽4相邻,压纸面二为成型压线刀1的刀口的其中一个侧面。压纸面一和压纸面二相邻位置为压纸部一5和压纸部二6的棱角。压纸部一5和压纸部二6的棱角大小为60
°
~120
°
本实施例中采用的棱角
为90
°
,压纸部一5和压纸部二6的棱角和瓦楞纸的表面接触按压后在瓦楞纸的表面形成折痕。
24.模型板2位于成型压线刀1的下方,模型板2的上表面开设有配合压纸部二6的压槽7。气缸11的活塞杆推出前,瓦楞纸位于模型板2和成型压线刀1之间,气缸11的活塞杆推出时,成型压线刀1斜向下移动,压纸部二6移动至压槽7中并在瓦楞纸上按压出第一条折痕。
25.折纸杆3位于模型板2靠近压槽7的一侧,折纸杆3的长度和成型压线刀1的长度相同。折纸杆3上设有使折纸杆3沿竖直方向移动的动力机构二9。本实施例中动力机构二9位于折纸杆3的下端,动力机构二9包括伺服电机18、同步带传动组件19、驱动转杆20、摆杆三21和移动安装座二22。驱动转杆20水平设置且旋转连接于折纸成型设备的机架上,伺服电机18安装在折纸成型设备的机架上且位于驱动转杆20的下方,同步带传动组件19设于伺服电机18和驱动转杆20之间,同步带传动组件19起到对伺服电机18转速的减速作用,通过同步带传动组件19使伺服电机18带动驱动转杆20进行缓慢转动。移动安装座二22的数量为两个,分别位于折纸杆3下方的两侧,折纸杆3的两端固定在移动安装座二22的上端。折纸成型设备的机架上设有竖直设置的轨道二23,移动安装座二22靠近轨道二23的一侧滑动连接于轨道二23上。驱动转杆20的两端固定设有安装块24,摆杆三21的一端固定于安装块24的下端,摆杆三21远离安装块24的一端铰接于移动安装座二22上。伺服电机18通过同步带传动组件19使驱动转杆20转动,驱动转杆20上的安装块24一起转动并带动摆杆三21固定在安装块24上的一端向上转动,此时摆杆三21远离安装块24的一端将移动安装座二22沿轨道二23的方向向上顶起,使折纸杆3从压纸部一5的下方移动至压纸部一5的上方。折纸杆3向上移动过程中将原本位于折纸杆3上方的瓦楞纸向上翻起,折纸杆3移动至和压纸部一5同一高度位置时,折纸杆3将瓦楞纸压向压纸部一5,使压纸部一5在瓦楞纸上按压出第二条折痕。
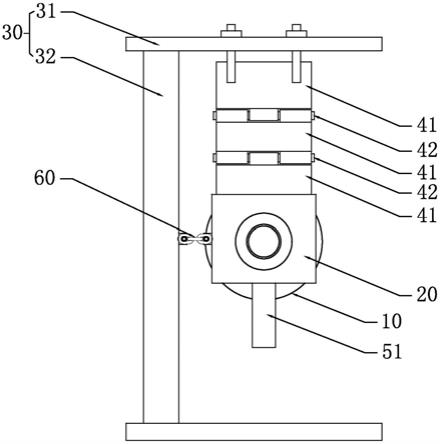
26.成型压线刀1的刀口厚度与所折瓦楞纸的厚度和材质等因素有关,折叠不同瓦楞纸选用不同厚度的成型压线刀,选择了合适的成型压线刀的刀口厚度,从而当瓦楞纸折叠后两层瓦楞纸都能处于水平状态,瓦楞纸的两层内面不会出现互相挤压的问题。成型压线刀1的上表面开设有让位槽10,让位槽10位于靠近成型压线刀1的刀口一侧。让位槽10能对被折纸杆3向上翻起的瓦楞纸进行让位,使瓦楞纸能顺利向上翻起90
°
左右,而不会被成型压线刀1的上表面挤压。
27.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,上述假设的这些改进和变型也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。