1.本实用新型属于炼钢连铸设备技术领域,具体地说,本实用新型涉及一种方坯铸机中包水口烘烤装置。
背景技术:
2.方坯铸机中包水口为浸入式水口,浸入式水口的浇铸炉数因钢种的不同使用寿命不一样,同时也受到水口材质、质量及水口的线外烘烤等因素影响。根据浸入式水口的侵蚀情况,一般普通钢种在浇铸12炉左右需要在线更换浸入水水口。品种钢浇铸时,浸入式水口的浇铸周期会更短,一般在浇铸5炉钢水左右需要更换。
3.浸入式水口的烘烤箱布置在结晶器浇铸区附近,将新的浸入式水口预热后用于开浇前的安装及浇铸过程中更换。一次预热浸入式水口的最大数量为8个,燃气为天然气,助燃介质为压缩空气,预热温度为1000℃
‑
1100℃,预热时间为60分钟。
4.现有的浸入式水口烘烤箱为侧拉门结构,存在以下问题:
5.1、侧拉门开关频繁,拉门上耐材容易脱落,高温变形,密封不严,开关困难;
6.2、烘烤箱内部耐材容易脱落,不易在线维护,使用寿命短;
7.3、烘烤完毕后的浸入式水口需要更换上线时,操作人员不方便取出,劳动强度大;
8.4、没有温度显示功能,不易控制水口烘烤质量等。
技术实现要素:
9.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提供一种方坯铸机中包水口烘烤装置,目的是方便操作人员取放浸入式水口。
10.为了实现上述目的,本实用新型采取的技术方案为:方坯铸机中包水口烘烤装置,包括烘烤箱和用于放置浸入式水口且为可移动设置的移动小车,移动小车设置成可在移入位置与移出位置之间进行切换;移动小车处于移入位置时,移动小车与烘烤箱相配合,形成容纳浸入式水口的烘烤腔,为烘烤浸入式水口提供烘烤环境。
11.所述烘烤箱包括外壳体、设置于外壳体内壁上的第一耐火材料层、设置于外壳体上的烧嘴以及与烧嘴连接的燃气管道和助燃管道。
12.所述烘烤箱还包括设置于所述外壳体上且用于检测烘烤腔中的温度的温度传感器,温度传感器位于所述烧嘴的上方。
13.所述烘烤箱还包括与所述外壳体连接的立柱、与立柱连接的底板和设置于底板上的第一隔热板,第一隔热板位于外壳体的下方,外壳体的底部设置第一开口。
14.所述烘烤箱还包括设置于所述底板上且用于引导所述移动小车进行移动的轨道,移动小车设置于轨道上。
15.所述移动小车包括车体、可旋转的设置于车体上的车轮和设置于车体上且用于放置浸入式水口的第二耐火材料层。
16.所述车体包括第一安装板、与第一安装板连接的第二安装板和支腿,支腿位于第
一安装板的下方,所述车轮设置于支腿上,所述第二耐火材料层设置于第一安装板上。
17.所述移动小车还包括设置于所述车体上的托板和设置于托板上的第二隔热板,第二隔热板位于所述第一安装板的下方。
18.所述第二安装板上设置第三耐火材料层,第二安装板为竖直设置,第二安装板的下端与所述第一安装板相连接,第三耐火材料层的下端与所述第二耐火材料层相连接。
19.所述移动小车还包括与所述车体连接的推拉把手。
20.本实用新型的方坯铸机中包水口烘烤装置,为分体式结构,操作人员取放浸入式水口更加便捷,减少劳动强度,可以避免侧拉门变形难以打开的状况,方便检查烘烤箱内耐材状况,并方便耐材的维护及更换;而且增加了测温功能,有利于烘烤箱内温度控制,节省能耗,提高浸入式水口的烘烤质量。
附图说明
21.本说明书包括以下附图,所示内容分别是:
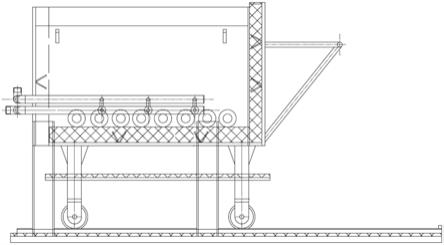
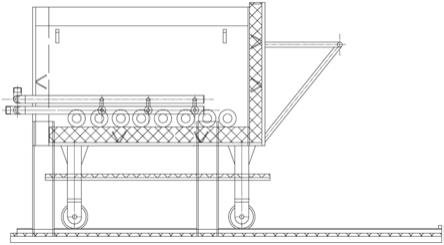
22.图1是本实用新型方坯铸机中包水口烘烤装置的使用状态示意图;
23.图2是本实用新型方坯铸机中包水口烘烤装置的打开状态示意图;
24.图3是烘烤箱的结构示意图;
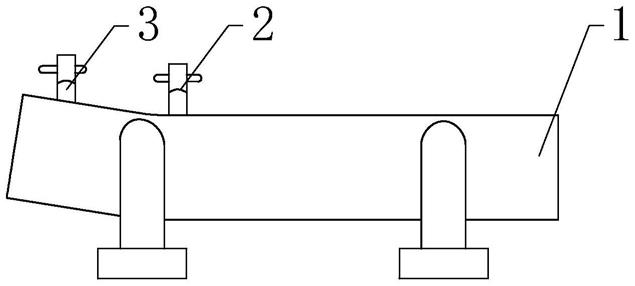
25.图4是移动小车的结构示意图;
26.图中标记为:1、外壳体;2、锚固件;3、烘烤箱;4、第一耐火材料层;5、温度传感器;6、助燃管道;7、燃气管道;8、烧嘴;9、立柱;10、轨道;11、第一隔热板;12、底板;13、第一安装板;14、第二安装板;15、第二耐火材料层;16、第三耐火材料层;17、支腿;18、车轮;19、托板;20、锚固件;21、推拉把手;22、浸入式水口;23、第二隔热板。
具体实施方式
27.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的实用新型构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
28.需要说明的是,在下述的实施方式中,所述的“第一”、“第二”和“第三”并不代表结构和/或功能上的绝对区分关系,也不代表先后的执行顺序,而仅仅是为了描述的方便。
29.如图1至图4所示,本实用新型提供了一种方坯铸机中包水口烘烤装置,包括烘烤箱3和用于放置浸入式水口且为可移动设置的移动小车,移动小车设置成可在移入位置与移出位置之间进行切换;移动小车处于移入位置时,移动小车与烘烤箱3相配合,形成容纳浸入式水口的烘烤腔,为烘烤浸入式水口提供烘烤环境。
30.具体地说,如图1至图4所示,烘烤箱3包括外壳体1、设置于外壳体1内壁上的第一耐火材料层4、设置于外壳体1上的烧嘴8以及与烧嘴8连接的燃气管道7和助燃管道6,外壳体1为内部中空的壳体结构,外壳体1的底部设置第一开口,外壳体1的一侧壁上设置第二开口,外壳体1的该侧壁与移动小车的移动方向相垂直。当移动小车处于移入位置时,移动小车将外壳体1的第一开口和第二开口关闭,此时移动小车与外壳体1形成封闭的烘烤腔,浸入式水口可以在烘烤腔中进行烘烤。当移动小车处于移出位置时,移动小车位于烘烤箱3的外部,外壳体1的第一开口和第二开口处于打开状态。移动小车在移入位置与移出位置之间
进行切换时,移动小车带动浸入式水口同步进行移动,使得操作人员在烘烤作业过程中取放浸入式水口更加便捷,减少了劳动强度,提高了工作效率,而且移动小车的移动不会产生较大振动而导致耐材脱落。
31.如图1至图4所示,烘烤箱3还包括设置于外壳体1上且用于检测烘烤腔中的温度的温度传感器5,温度传感器5位于烧嘴8的上方。烧嘴8设置多个,烧嘴8安装在外壳体1的相对两侧壁上,温度传感器5安装在外壳体1的一侧壁上,温度传感器5并深入烘烤腔中,燃气管道7用于向烧嘴8输送天然气,助燃管道6用于向烧嘴8输送压缩空气,烧嘴8点火后产生的热量可以对烘烤腔中的浸入式水口进行加热。温度传感器5与控制系统电连接,温度传感器5将检测的温度数据传递至控制系统,控制系统发送信号至显示器,由显示器显示温度曲线。在对位于烘烤腔中的浸入式水口进行烘烤的过程中,温度传感器5实时检测烘烤腔中的温度,根据显示器显示的温度曲线可以进行调节阀门和调节烘烤速度,烘烤一小时后,烘烤腔中温度到达1000
‑
1100℃,烘烤完成。关闭管路上的截止阀和调节阀,拉出移动小车,操作人员利用工具取出烘烤好的浸入式水口,然后安装、更换在中包上。
32.如图1至图4所示,烘烤箱3还包括与外壳体1连接的立柱9、与立柱9连接的底板12和设置于底板12上的第一隔热板11,第一隔热板11位于外壳体1的下方。立柱9为竖直设置,底板12为水平设置,立柱9对外壳体1提供支撑,立柱9的下端与底板12固定连接,立柱9的上端与外壳体1固定连接,立柱9设置多个。在移动小车处于移出位置时,外壳体1的底部处于敞开状态,外壳体1的面朝移动小车的侧面也处于敞开状态,第一耐火材料层4设置在外壳体1的所有内壁面上,第一耐火材料层4是由浇铸的耐火材料形成,若干锚固件2焊接在外壳体1的内壁面上,锚固件2嵌入第一耐火材料层4中,耐材不容易脱落。第一隔热板11设置在底板12的顶面上,第一隔热板11采用耐火材料制成,具有一定的厚度,第一隔热板11起到一定的隔热作用,减少传递至底板12的热量,防止底板12出现变形,避免影响移动小车的移动。
33.在本实施例中,第一隔热板11的厚度为10mm,外壳体1是由厚度为8mm的钢板焊接而成,立柱9的厚度为20mm,立柱9共设置四个,四个立柱9呈矩形分布。
34.如图1至图4所示,烘烤箱3还包括设置于底板12上且用于引导移动小车进行移动的轨道10,移动小车设置于轨道10上。轨道10设置相平的两个,轨道10设置在底板12的顶面上,轨道10并向上凸出于第一隔热板11的上方,四个立柱9分布在两个轨道10的相对两侧,轨道10的长度方向与外壳体1和底板12的长度方向相平行。
35.烘烤箱3整体安装在结晶器浇铸区附近,助燃管道6和燃气管道7通过软管分别连接在各自介质主管上,为了安全操作和调节烘烤速度,在介质主管上分别安装截止阀和调节阀门。
36.如图1至图4所示,移动小车包括车体、可旋转的设置于车体上的车轮18和设置于车体上且用于放置浸入式水口的第二耐火材料层15。车体包括第一安装板13、与第一安装板13连接的第二安装板14和支腿17,支腿17位于第一安装板13的下方,车轮18设置于支腿17上,第二耐火材料层15设置于第一安装板13上。第一安装板13为水平设置,第二耐火材料层15设置在第一安装板13的顶面上,第二耐火材料层15是由浇铸的耐火材料形成,若干锚固件20焊接在第一安装板13的顶面上,锚固件20嵌入第二耐火材料层15中,耐材不容易脱落,浸入式水口放置在第二耐火材料层15上。支腿17为竖直设置,支腿17设置四个,四个支
腿17呈矩形分布,各个支腿17的下端均设置一个车轮18,车轮18与支腿17转动连接,支腿17的上端与第一安装板13固定连接,车轮18带有导向轮缘,各个轨道10上布置两个车轮18。移动小车在移入位置与移出位置之间进行切换时,车轮18沿着轨道10滚动。
37.如图1至图4所示,第二安装板14上设置第三耐火材料层16,第二安装板14为竖直设置,第二安装板14的下端与第一安装板13相连接且第二安装板14朝向第一安装板13的上方伸出,第三耐火材料层16的下端与第二耐火材料层15相连接,第三耐火材料层16朝向外壳体1,第三耐火材料层16是由浇铸的耐火材料形成,若干锚固件20焊接在第二安装板14的顶面上,锚固件20嵌入第三耐火材料层16中,耐材不容易脱落。在移动小车处于移入位置时,第二耐火材料层15位于外壳体1的第一开口中,第二耐火材料层15将外壳体1的第一开口封闭,第三耐火材料层16与外壳体1的一侧壁相接触,第三耐火材料层16将外壳体1的第二开口封闭,从而移动小车能够与烘烤箱3相配合,形成封闭的烘烤腔,烘烤腔由第一耐火材料层4、第二耐火材料层15和第三耐火材料层16包围形成。使用耐火材料,耐火材料起到保温隔热的作用,使得移动小车和外壳体1不容易受热变形,可以确保烘烤腔的密封效果更好。
38.如图1至图4所示,移动小车还包括设置于车体上的托板19和设置于托板19上的第二隔热板23,第二隔热板23位于第一安装板13的下方,托板19位于两排支腿17之间,托板19为水平设置,托板19与支腿17焊接连接,第二隔热板23固定设置在托板19的顶面上,第二隔热板23采用耐火材料制成,具有一定的厚度,第二隔热板23起到一定的隔热作用。托板19位于第一隔热板11的上方,托板19为钢板,托板19和第二隔热板23与第一隔热板11相配合,起到双重隔热效果,减少传递至底板12的热量,防止底板12和轨道10出现受热变形,避免影响移动小车的移动。
39.如图1至图4所示,移动小车还包括与车体连接的推拉把手21。推拉把手21与第二安装板14固定连接,推拉把手21是用于让操作人员握持,方便操作人员推动移动小车进行移动。
40.在本实施例中,第一安装板13和第二安装板14的厚度均为10mm,第一安装板13和第二安装板14均为矩形钢板。
41.以上结合附图对本实用新型进行了示例性描述。显然,本实用新型具体实现并不受上述方式的限制。只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。